一种海缆铠装钢丝焊接修复方法与流程
- 国知局
- 2024-06-20 16:38:13
本发明属于海缆设备修复领域,尤其是一种海缆铠装钢丝焊接修复方法。
背景技术:
1、由于海缆所处的海洋环境复杂,会在外部装铠一层钢丝,钢丝铠装的作用就是增强海底光缆的抗拉性能,保护光缆内部的光纤不受外部环境的损坏。目前使用较多的钢丝为镀锌钢丝,镀锌钢丝铠装可以有效地防止海缆受到海水侵蚀而导致损坏。
2、在电缆铠装过程中,由于铠装钢丝剐蹭模具断裂、牵引速度过快或模具尺寸不对模具粗糙等原因使钢丝拉断需要焊接。现在一般情况是将两端头焊接处牢固焊接就继续进行生产,高温焊接以后,焊缝周围的镀锌层受到高温影响会氧化,失去镀锌层的原本的耐腐蚀性能,投入海底工作时复杂的海底环境会使钢丝铠装焊接处进一步腐蚀断裂影响海缆性能;而且镀锌层发生高温氧化使焊接处出现内部空洞、气包沙眼等现象,使焊接处机械性能变脆、刚性下降极易导致换盘合盘焊接处进行铠装生产时发生断裂,或使断裂焊接后二次断裂。目前大部分铠装钢丝生产断裂的情况基本发生在焊接处。
技术实现思路
1、为了克服上述技术缺陷,本发明提供一种海缆铠装钢丝焊接修复方法,以解决背景技术所涉及的问题。
2、本发明提供一种海缆铠装钢丝焊接修复方法,包括:
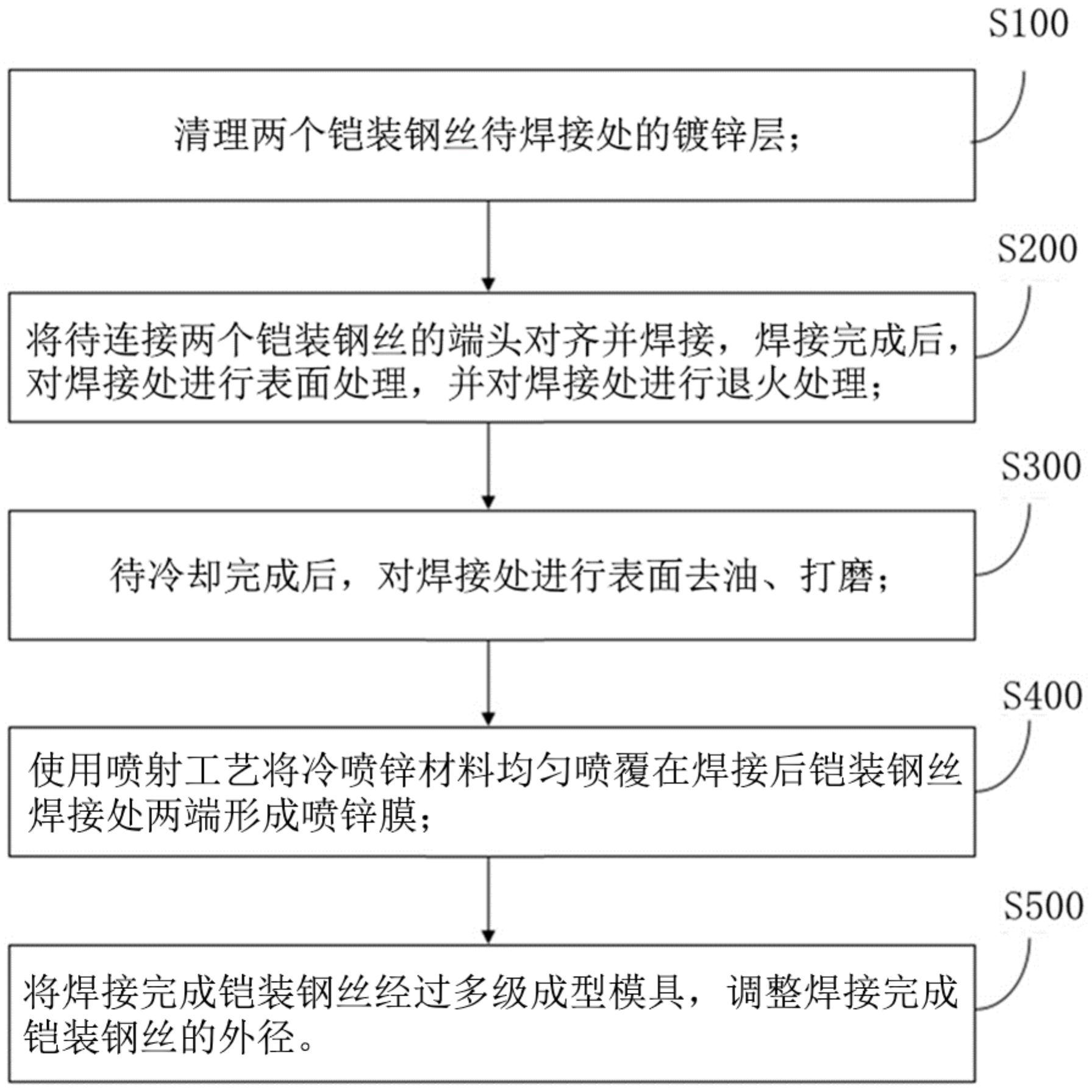
3、清理两个铠装钢丝待焊接处的镀锌层;
4、将待连接两个铠装钢丝的端头对齐并焊接,焊接完成后,对焊接处进行表面处理,并对焊接处进行退火处理;
5、待冷却完成后,对焊接处进行表面去油、打磨;
6、使用冷喷锌材料以喷射方式将焊接后铠装钢丝焊接处两端均匀喷覆冷喷锌膜;
7、将带有焊接处的铠装钢丝经过多级成型模具,调整焊接完成铠装钢丝的外径。
8、优选地或可选地,所述清理两个铠装钢丝待焊接处的镀锌层的方法包括:
9、手砂轮或砂纸打磨清理镀锌层,和/或,用气焊火焰灼烧清理镀锌层,和/或,用盐酸酸洗除去电镀锌层。
10、优选地或可选地,所述退火处理方法包括:
11、调节对焊机电流到最小,对铠装钢丝焊接处加热,待铠装钢丝焊接处升温至发红且没有融化,保持当前状态持续预定时间;
12、暂停对焊机,待铠装钢丝焊接处降温预冷至装钢丝焊接处呈银白色;
13、再次对铠装钢丝焊接处加热,待铠装钢丝焊接处升温至发红没有融化,停止加热,然后降温至常温。
14、优选地或可选地,所述预定时间t1=f·αd;式中,f为修正系数;α为铠装钢丝的加热系数;d为铠装钢丝的直径。
15、优选地或可选地,所述喷射工艺包括至少一次喷涂过程,使得焊接处的冷喷锌膜与铠装钢丝的镀锌层厚度相同或相近。
16、优选地或可选地,所述冷喷锌涂料的喷射过程为:喷涂气体与冷喷锌涂料的比例大于30:1,喷涂压力8~12mpa,铠装钢丝转动角速度为π/8~π/2rad/s。
17、优选地或可选地,对于两次及以上喷涂过程,相邻两次喷涂过程之间还间隔有一次钝化过程,且后一次喷涂的厚度不宜超过前一次喷涂厚度。
18、优选地或可选地,所述冷喷锌涂料包括如下组分:80~90份的粒度在-30~+50目的超细锌粉、5~20份的挥发性溶剂和1~8份的有机树脂。
19、优选地或可选地,所述多级成型模具包括:预成型模具和成型模具;所述预成型模具的内径应比铠装钢丝的理论外径大1mm;成型模具的内径比铠装钢丝的理论外径大0.5mm。
20、优选地或可选地,所述预成型模具和成型模具均为纳米模具。
21、本发明涉及一种海缆铠装钢丝焊接修复方法,相较于现有技术,具有如下有益效果:本发明通过在铠装钢丝焊接前清理镀锌层,防止焊接过程中镀锌层氧化导致焊缝处的机械性能降低,给海缆产品质量造成不可逆的影响。不仅可以应用于铠装钢丝在铠装前的修复,更是弥补了海缆钢丝铠装焊接后没有进行其他修补保护措施的空缺。而且整个修复施工方便灵活,重喷维修简单,环保成本低维修处使用寿命长性价比高。
技术特征:1.一种海缆铠装钢丝焊接修复方法,其特征在于,包括:
2.根据权利要求1所述的海缆铠装钢丝焊接修复方法,其特征在于,所述清理两个铠装钢丝待焊接处的镀锌层的方法包括:
3.根据权利要求1所述的海缆铠装钢丝焊接修复方法,其特征在于,所述退火处理方法包括:
4.根据权利要求3所述的海缆铠装钢丝焊接修复方法,其特征在于,所述预定时间t1=f·αd;式中,f为修正系数;α为铠装钢丝的加热系数;d为铠装钢丝的直径。
5.根据权利要求1所述的海缆铠装钢丝焊接修复方法,其特征在于,所述喷射工艺包括至少一次喷涂过程,使得焊接处的冷喷锌膜与铠装钢丝的镀锌层厚度相同或相近。
6.根据权利要求5所述的海缆铠装钢丝焊接修复方法,其特征在于,所述冷喷锌涂料的喷射过程为:喷涂气体与冷喷锌涂料的比例大于30:1,喷涂压力8~12mpa,铠装钢丝转动角速度为π/8~π/2rad/s。
7.根据权利要求5所述的海缆铠装钢丝焊接修复方法,其特征在于,对于两次及以上喷涂过程,相邻两次喷涂过程之间还间隔有一次钝化过程,且后一次喷涂的厚度不宜超过前一次喷涂厚度。
8.根据权利要求1或5所述的海缆铠装钢丝焊接修复方法,其特征在于,所述冷喷锌涂料包括如下组分:80~90份的粒度在-30~+50目的超细锌粉、5~20份的挥发性溶剂和1~8份的有机树脂。
9.根据权利要求1所述的海缆铠装钢丝焊接修复方法,其特征在于,所述多级成型模具包括:预成型模具和成型模具;所述预成型模具的内径应比铠装钢丝的理论外径大1mm;成型模具的内径比铠装钢丝的理论外径大0.5mm。
10.根据权利要求9所述的海缆铠装钢丝焊接修复方法,其特征在于,所述预成型模具和成型模具均为纳米模具。
技术总结本发明公开了一种海缆铠装钢丝焊接修复方法,属于海缆设备修复领域。包括清理两个铠装钢丝待焊接处的镀锌层;将待连接两个铠装钢丝的端头对齐并焊接,焊接完成后,对焊接处进行表面处理,并对焊接处进行退火处理;待冷却完成后,对焊接处进行表面去油、打磨;使用冷喷锌材料以喷射方式将焊接后铠装钢丝焊接处两端均匀喷覆冷喷锌膜;将带有焊接处的铠装钢丝经过多级成型模具,调整焊接完成铠装钢丝的外径。本发通过在铠装钢丝焊接前清理镀锌层,防止焊接过程中镀锌层氧化导致焊缝处的机械性能降低,给海缆产品质量造成不可逆的影响。技术研发人员:刘奇,王朋,徐静,滕希宇,赵占廷,卞智新,高静,潘文龙,单荣耀,王毅乐,高婧受保护的技术使用者:远东海缆有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13941.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表