一种敞车用铝合金撑杆的制造方法与流程
- 国知局
- 2024-06-20 16:48:27
本发明涉及机械加工,特别地涉及一种敞车用铝合金撑杆的制造方法。
背景技术:
1、c80敞车是一款载重为80吨的铝合金运煤敞车,铝合金敞车比不锈钢车每辆自重轻700公斤,具有更好的经济效益。铝合金敞车的车厢顶部有三根凹式撑杆,起车厢支撑防外涨作用。车厢内除此三根撑杆材质是钢材外,其余部件均为铝合金材质。钢制撑杆的使用寿命仅为5~6年,而铝合金运煤敞车设计使用寿命为25年以上,钢制撑杆与敞车整体寿命不匹配,导致钢质撑杆维修、更换频次较高,增加了维修成本,降低了运输效能。若将撑杆更换为耐腐蚀性更好的铝合金材质,其使用寿命将提高到25年以上,车体各部分配件寿命将趋于一致,匹配度更高,从而减少维修、更换频次。此外,铝合金可再生性能优异,废旧铝合金更保值。
2、但同尺寸的铝合金材质撑杆的强度要弱于钢质撑杆,需要增强铝合金材质撑杆的强度才能满足铝合金敞车的要求。
技术实现思路
1、本发明提供一种敞车用铝合金撑杆的制造方法,以制作用于铝合金敞车的铝合金撑杆,降低铝合金敞车的的维护成本和维护频次,提高运输效能。
2、本发明提供一种敞车用铝合金撑杆的制造方法,包括以下步骤:
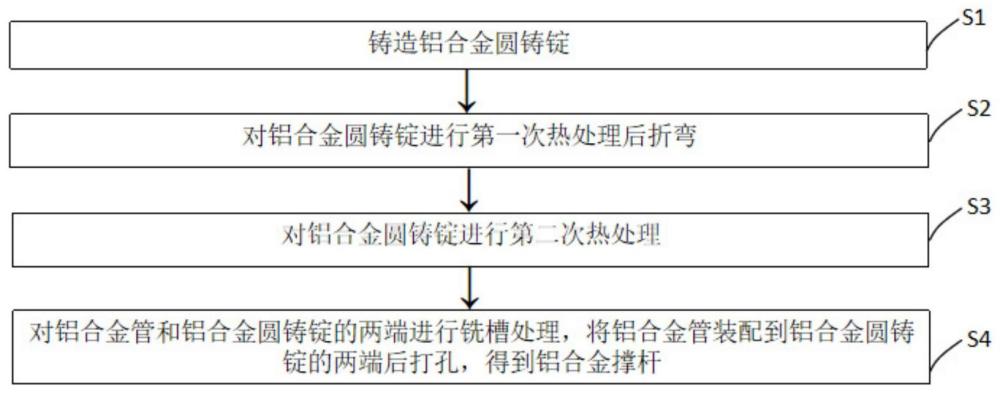
3、s1、铸造铝合金圆铸锭;
4、s2、对所述铝合金圆铸锭进行第一次热处理后折弯;
5、s3、对所述铝合金圆铸锭进行第二次热处理;
6、s4、对铝合金管和所述铝合金圆铸锭的两端进行铣槽处理,将所述铝合金管装配到所述铝合金圆铸锭的两端后打孔,得到铝合金撑杆。
7、在一个实施方式中,在步骤s1中,使用竖井进行所述铝合金圆铸锭的铸造,铸造温度为680-720℃,铸造速度为32-46mm/min,水压为0.08mpa,水流量为15-20l/min。
8、在一个实施方式中,所述第一次热处理包括加热和淬火,加热温度为515-570℃,保温时间为5-12h,淬火介质温度1-30℃。
9、在一个实施方式中,所述铝合金圆铸锭从保温结束到进入淬火介质中淬火的时间间隔小于5min。
10、在一个实施方式中,所述第二次热处理的加热温度为170-190℃,保温时间为8-12h。
11、在一个实施方式中,所述第一次热处理和所述第二次热处理的时间间隔小于15天。
12、在一个实施方式中,所述铝合金圆铸锭为6061铝合金。
13、在一个实施方式中,所述铝合金撑杆的制造方法还包括以下步骤:
14、s5、对铝合金撑杆进行尺寸检验;
15、s6、对铝合金撑杆进行补焊、抛光和喷漆。
16、在一个实施方式中,所述铝合金圆铸锭的直径为80mm,所述铝合金管的内径和外径分别为80mm和120mm,所述铝合金圆铸锭和所述铝合金管的材质均为6061铝合金。
17、在一个实施方式中,所述铝合金圆铸锭和所述铝合金管采用4043或5356铝合金焊丝进行焊接。
18、本发明提供的一种敞车用铝合金撑杆的制造方法,与现有技术相比,至少具备有以下有益效果:
19、本发明的铝合金撑杆的制造方法通过对铝合金圆铸锭依次进行第一次热处理、折弯和第二次热处理,能显著提高铝合金圆铸锭的强度,通过在折弯后的铝合金圆铸锭两端加装铝合金管,能进一步提高铝合金撑杆两端的强度,从而满足铝合金敞车的要求,降低铝合金敞车的的维护成本和维护频次,提高运输效能。
技术特征:1.一种敞车用铝合金撑杆的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的敞车用铝合金撑杆的制造方法,其特征在于,在步骤s1中,使用竖井进行所述铝合金圆铸锭的铸造,铸造温度为680-720℃,铸造速度为32-46mm/min,水压为0.08mpa,水流量为15-20l/min。
3.根据权利要求1所述的敞车用铝合金撑杆的制造方法,其特征在于,所述第一次热处理包括加热和淬火,加热温度为515-570℃,保温时间为5-12h,淬火介质温度1-30℃。
4.根据权利要求3所述的敞车用铝合金撑杆的制造方法,其特征在于,所述铝合金圆铸锭从保温结束到进入淬火介质中淬火的时间间隔小于5min。
5.根据权利要求1所述的敞车用铝合金撑杆的制造方法,其特征在于,所述第二次热处理的加热温度为170-190℃,保温时间为8-12h。
6.根据权利要求5所述的敞车用铝合金撑杆的制造方法,其特征在于,所述第一次热处理和所述第二次热处理的时间间隔小于15天。
7.根据权利要求1-5中任一项所述的敞车用铝合金撑杆的制造方法,其特征在于,所述铝合金圆铸锭为6061铝合金。
8.根据权利要求1-5中任一项所述的敞车用铝合金撑杆的制造方法,其特征在于,还包括以下步骤:
9.根据权利要求1-5中任一项所述的敞车用铝合金撑杆的制造方法,其特征在于,所述铝合金圆铸锭的直径为80mm,所述铝合金管的内径和外径分别为80mm和120mm,所述铝合金圆铸锭和所述铝合金管的材质均为6061铝合金。
10.根据权利要求9所述的敞车用铝合金撑杆的制造方法,其特征在于,所述铝合金圆铸锭和所述铝合金管采用4043或5356铝合金焊丝进行焊接。
技术总结本发明提供一种敞车用铝合金撑杆的制造方法,包括以下步骤:铸造铝合金圆铸锭;对铝合金圆铸锭进行第一次热处理后折弯;对铝合金圆铸锭进行第二次热处理;对铝合金管和铝合金圆铸锭的两端进行铣槽处理,将铝合金管装配到铝合金圆铸锭的两端后打孔,得到铝合金撑杆。本发明的铝合金撑杆的制造方法通过对铝合金圆铸锭依次进行第一次热处理、折弯和第二次热处理,能显著提高铝合金圆铸锭的强度,通过在折弯后的铝合金圆铸锭两端加装铝合金管,能进一步提高铝合金撑杆两端的强度,从而满足铝合金敞车的要求,降低铝合金敞车的的维护成本和维护频次,提高运输效能。技术研发人员:廖建国,李战胜,王小军,张惠,刘韬,姜林,郭有军,李木存,刘智成,李小龙,康乐,井科受保护的技术使用者:国能铁路装备有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14300.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表