一种锂电极片极耳压延机构的制作方法
- 国知局
- 2024-06-20 16:49:31
本发明涉及锂电生产制造,更具体地说,它涉及一种锂电极片极耳压延机构。
背景技术:
1、在锂离子电池生产过程中,辊压工序是一道非常关键的工序,辊压工序主要针对的对象为电池上的极片和极耳,辊压的工艺性能取决于先前制造步骤如制浆、涂布、干燥等输出的电极特性,同时也进一步影响后续步骤以及电池单体的最终电化学性能。
2、当前的电池辊压工序,采用整体式或分步式,整体式辊压同时对较厚的极片涂覆区和较薄的极耳区域进行辊压,但是由于辊压时张力较大,导致极片与极耳的延展差异较大,从而使极片与极耳的连接处打皱和断带。
3、公开号为cn115138683a的中国专利公开的一种极片辊压设备,其技术要点是:辊压机构和压延机构分别设置在极片的走带路径上,辊压机构包括第一轧辊和第二轧辊,第一轧辊和第二轧辊间隙设置,第一轧辊和第二轧辊共同作用,以对极片的涂覆区进行辊压;压延机构包括压延轮,压延轮与第一轧辊间隙设置,压延轮和第一轧辊共同作用,以对极片的极耳区进行压延。
4、上述方案中通过将一次辊压分解为对待压延的极耳区进行压延、对极片涂覆区进行辊压,在一定程度上解决了极片和极耳延展差异较大而导致的褶皱和断带问题,但是因为对于压延轮只有简单的靠近和远离极耳区的控制,使得在对极耳压延时会产生以下情况和问题:
5、当压延轮的宽度小于待压延的极耳区宽度时,极耳压延不充分,削弱了压延所产生的效果;当压延轮的的宽度等于或大于待压延的极耳区宽度,由于压延轮两侧平面和极片涂覆区接触,导致压延轮施力不均,使得压延效果同样不能达到预期。
6、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、本发明要解决的技术问题是提供一种锂电极片极耳压延机构。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种锂电极片极耳压延机构,包括依次设置的预压延组件和辊压组件,所述预压延组件包括接触极耳待压延区的预压延部和第一矫正部,所述预压延部包括若干接触并压迫极耳待压延区的压延辊、设置于压延辊非工作侧的若干第二矫正件,所述第二矫正件接触压延辊的非工作侧并定位压延辊与极耳待压延区的接触,所述第一矫正部包括若干动力输出方向相异的矫正动力源,所述矫正动力源至少包括一个动力输出方向使预压延部靠近极耳待压延区的第一动力源,当所述压延辊接触极耳待压延区并开始压延作业时,所述矫正动力源从多个方向向压延辊施力以定位压延辊的工作轨迹。
3、本发明进一步设置为:所述预压延部包括阶梯辊,所述阶梯辊的两端设置有挡板。
4、通过采用上述技术方案,以挡板提供对阶梯辊长度延伸方向上的定位和控制。
5、本发明进一步设置为:所述阶梯辊包括若干相邻的大径段和小径段,所述第二矫正件设置为小径段,所述压延辊设置为大径段。
6、通过采用上述技术方案,以阶梯辊的直径变化划分出压延辊和第二矫正件,同时将压延辊和第二矫正件集成。
7、本发明进一步设置为:所述阶梯辊的小径段向极片方向的投影落在极片涂覆区内,所述阶梯辊的大径段向极片方向的投影覆盖极耳待压延区。
8、通过采用上述技术方案,降低对阶梯辊的尺寸精度要求同时保证阶梯辊在过紧情况下压延的效果。
9、本发明进一步设置为:所述阶梯辊小径段向极片方向的投影与极片涂覆区重合,所述阶梯辊的大径段向极片方向的投影与极耳待压延区重合。
10、通过采用上述技术方案,在阶梯辊尺寸为最优情况时,降低阶梯辊的大径段侧面与极片涂覆区产生摩擦时对压延效果的影响。
11、本发明进一步设置为:所述阶梯辊小径段的数量与极片涂覆区的数量相同,所述阶梯辊大径段的数量与极耳待压延区的数量相同。
12、通过采用上述技术方案,通过更好阶梯辊,使压延的范围可随实际生产的需求改变而改变。
13、本发明进一步设置为:所述矫正动力源还包括一组对称设置的第二动力源。
14、通过采用上述技术方案,辅助调整压延辊处的出力,使极耳待压延区受力稳定。
15、本发明进一步设置为:所述第二动力源的出力方向与第一动力源的出力方向处于同一平面且相交。
16、通过采用上述技术方案,方便操作人员通过第二动力源的出力对极耳待压延区的受力进行控制和调整。
17、本发明进一步设置为:所述预压延部还包括第三矫正件,所述第三矫正件与压延辊的曲面远离极耳待压延区的一侧相接触。
18、通过采用上述技术方案,以第三矫正件为压延辊提供辅助的支撑,减少压延辊在压延过程中的微弱变形。
19、本发明进一步设置为:所述第三矫正件采用辅助辊,所述辅助辊平行于压延辊设置。
20、通过采用上述技术方案,使第三矫正件对压延辊提供的辅助支撑效果更加均匀。
21、综上所述,本发明具有以下有益效果:
22、本发明的一种锂电极片极耳压延机构通过阶梯辊取代单一的压延相关工件,通过多方向的动力和定位控制,不仅降低了对压延相关工件的尺寸精度要求,且可以较好的兼容过紧的压延相关工件,同时也使阶梯辊在压延时产生的偏斜和施力不均现象得到抑制,以此降低褶皱和断带现象的产生,从而提升预压延的效果。
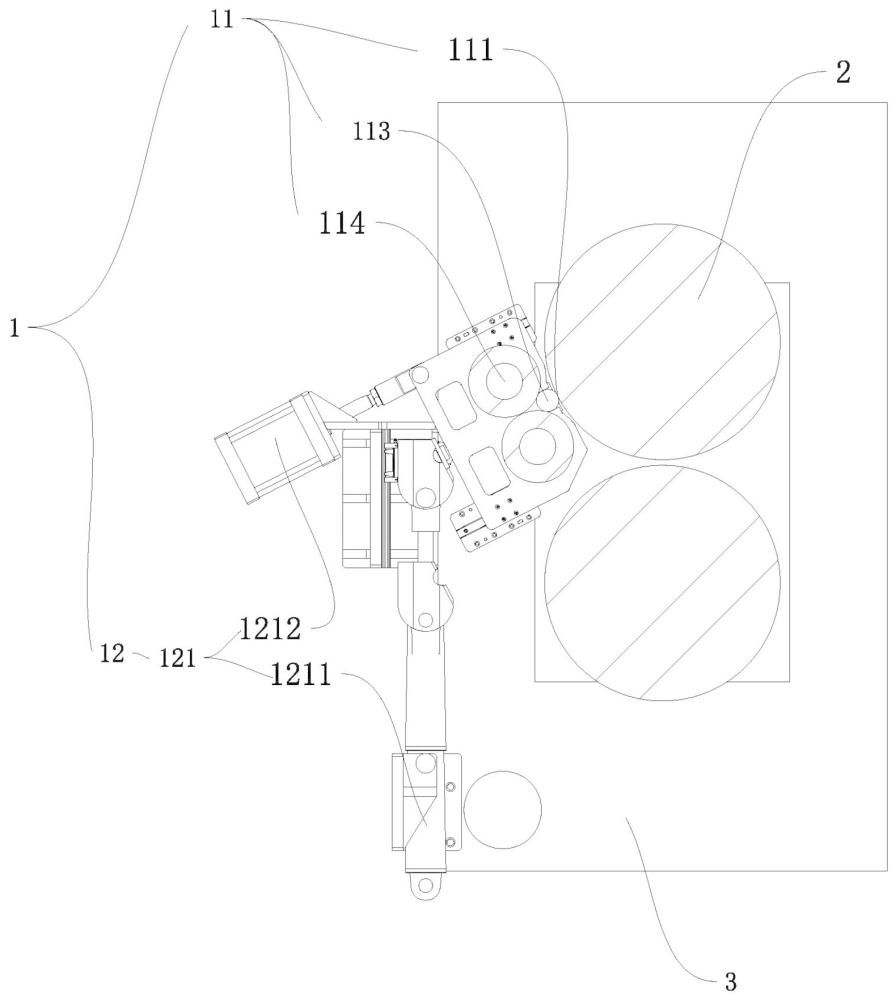
技术特征:1.一种锂电极片极耳压延机构,其特征在于:包括依次设置的预压延组件(1)和辊压组件(2),所述预压延组件(1)包括接触极耳待压延区的预压延部(11)和第一矫正部(12),所述预压延部(11)包括若干接触极耳待压延区的压延辊(111)、设置于压延辊(111)非工作侧的若干第二矫正件(112),所述第二矫正件(112)挤压压延辊(111)的非工作侧并定位压延辊(111)与极耳待压延区的接触,所述第一矫正部(12)包括若干动力输出方向相异的矫正动力源(121),所述矫正动力源(121)至少包括一个动力输出方向使预压延部(11)靠近极耳待压延区的第一动力源(1211),当所述压延辊(111)接触极耳待压延区并开始压延作业时,所述矫正动力源(121)从多个方向向压延辊(111)施力以定位压延辊(111)的工作轨迹。
2.根据权利要求1所述的一种锂电极片极耳压延机构,其特征在于:所述预压延部(11)包括阶梯辊(113),所述阶梯辊的两端设置有挡板(13)。
3.根据权利要求2所述的一种锂电极片极耳压延机构,其特征在于:所述阶梯辊(113)包括若干相邻的大径段和小径段,所述第二矫正件(112)设置为小径段,所述压延辊(111)设置为大径段。
4.根据权利要求3所述的一种锂电极片极耳压延机构,其特征在于:所述阶梯辊(113)的小径段向极片方向的投影落在极片涂覆区内,所述阶梯辊(113)的大径段向极片方向的投影覆盖极耳待压延区。
5.根据权利要求3所述的一种锂电极片极耳压延机构,其特征在于:所述阶梯辊(113)小径段向极片方向的投影与极片涂覆区重合,所述阶梯辊(113)的大径段向极片方向的投影与极耳待压延区重合。
6.根据权利要求3所述的一种锂电极片极耳压延机构,其特征在于:所述阶梯辊(113)小径段的数量与极片涂覆区的数量相同,所述阶梯辊(113)大径段的数量与极耳待压延区的数量相同。
7.根据权利要求1所述的一种锂电极片极耳压延机构,其特征在于:所述矫正动力源(121)还包括一组对称设置的第二动力源(1212)。
8.根据权利要求6所述的一种锂电极片极耳压延机构,其特征在于:所述第二动力源(1212)的出力方向与第一动力源(1211)的出力方向处于同一平面且相交。
9.根据权利要求1所述的一种锂电极片极耳压延机构,其特征在于:所述预压延部(11)还包括第三矫正件(114),所述第三矫正件(114)与压延辊(111)的曲面远离极耳待压延区的一侧相接触。
10.根据权利要求8所述的一种锂电极片极耳压延机构,其特征在于:所述第三矫正件(114)采用辅助辊,所述辅助辊平行于压延辊(111)设置。
技术总结本发明公开了一种锂电极片极耳压延机构,涉及锂电生产制造技术领域,旨在解决当前辊压生产极耳时极片容易发生褶皱断带的问题,其技术方案要点是:一种锂电极片极耳压延机构,包括预压延组件和辊压组件,预压延组件包括接触极耳待压延区的预压延部和第一矫正部,预压延部包括若干接触并压迫极耳待压延区的压延辊、设置于压延辊非工作侧的若干第二矫正件,第二矫正件接触并定位压延辊,第一矫正部包括若干动力输出方向相异的矫正动力源,当压延辊接触极耳待压延区并开始压延作业时,矫正动力源从多个方向向压延辊施力以定位压延辊的工作轨迹。本发明的有益效果在于通过多方向的定位和矫正力提升预压延效果以降低褶皱断带等现象的发生。技术研发人员:伍乾余,张彦杰,阮丹琳,付天文受保护的技术使用者:浙江御辰东智能科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14330.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种弯曲机的制作方法
下一篇
返回列表