一种U形多级伸缩臂智能焊接装置和方法与流程
- 国知局
- 2024-06-20 16:58:12
本发明涉及焊接工装,特别是涉及一种u形多级伸缩臂智能焊接装置和方法。
背景技术:
1、以工程机械起重类产品臂架生产制造为例,现有制造工艺常为人工焊接,用行车将臂架本体、臂头、臂尾、油缸座及加强版等吊装至焊接工位,人工装夹定位,然后手工焊接,焊接量大,该过程过于依赖人工密集作业,质量、安全无法有效管控,且工作效率低。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的缺点,提供一种u形多级伸缩臂智能焊接装置和方法。
2、为了解决以上技术问题,本发明的技术方案如下:
3、一种u形多级伸缩臂智能焊接装置,包括:
4、底座;
5、工件夹持组件,用于夹持待焊接的工件,所述工件夹持组件包括两个相对设置的圈式变位器,所述圈式变位器包括安装在所述底座上的安装座和转动安装在所述安装座上的变位环,且所述变位环绕自身轴线回转,所述变位环内部形成供工件穿过的夹持孔;
6、以及,焊接组件,包括安装在所述底座上的龙门架,所述龙门架上设置有用于对工件进行焊接的焊枪。
7、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述底座上设置有沿工件长度方向延伸的移动导轨,所述安装座滑动安装在所述移动导轨上。
8、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述底座上设置有升降对中夹持组件,所述升降对中夹持组件包括升降台、活动安装在升降台上的两块第一夹持板以及用于驱动两块第一夹持板互相靠近或远离的第一驱动装置,两块所述第一夹持板相对设置在所述升降台上,且分别位于所述移动导轨的两侧。
9、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述第一驱动装置包括转动安装在所述升降台内的第一双向丝杠和用于驱动第一双向丝杠旋转的第一驱动电机,所述第一双向丝杠的两个螺纹段上均螺纹安装有螺母座,两块所述第一夹持板固定安装在所述螺母座上。
10、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述安装座上固定安装有支撑环,所述支撑环同轴套设在所述变位环的外侧,且所述变位环转动安装在所述支撑环内。
11、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述变位环内设置有对中夹持组件和压紧组件;
12、所述对中夹持组件包括活动设置在所述变位环内的两块第二夹持板以及用于驱动两块第二夹持板互相靠近或远离的第二驱动装置,两块所述第二夹持板相对设置在所述夹持孔的两侧;
13、所述压紧组件包括固定设置在所述变位环内的第一压板、活动安装在所述变位环内的第二压板以及用于驱动所述第二压板靠近或远离第一压板的第三驱动装置,所述第一压板和所述第二压板相对设置在所述夹持孔的两侧,且所述第二压板的移动方向垂直于所述第二夹持板的移动方向。
14、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述第二驱动装置包括转动安装在所述变位环内的第二双向丝杠和用于驱动第二双向丝杠旋转的第二驱动电机,所述第二双向丝杠的两个螺纹段上均螺纹安装有螺母座,两块所述第二夹持板固定安装在所述螺母座上;
15、所述第三驱动装置包括转动安装在所述变位环内的丝杠和用于驱动丝杠旋转的第三驱动电机,所述丝杠上螺纹安装有螺母座,所述第二压板固定安装在所述螺母座上。
16、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述龙门架包括固定安装在所述底座上的立柱和固定安装在立柱上端的横梁,所述横梁上活动安装有两个移动座,且所述移动座沿所述横梁的长度方向移动,所述移动座上均安装有升降座,两个升降座上分别安装有第一焊接组件和第二焊接组件,所述第一焊接组件包括中频预热装置、火焰预热装置以及焊枪,所述第二焊接组件包括焊枪。
17、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:所述第一焊接组件上还设置有红外测温探头。
18、作为本发明所述u形多级伸缩臂智能焊接装置的一种优选方案,其中:还包括用于输送工件的有轨制导运输车。
19、.一种u形多级伸缩臂智能焊接方法,所述u形多级伸缩臂智能焊接方法包括:
20、在圈式变位器上无工件的情况下,呼叫轨制导运输车将待焊接的工件送至工位,通过升降对中夹紧组件取下工件并将工件升至指定位置;
21、驱动圈式变位器对中行走至预定位置并将工件夹紧,并使升降对中夹紧组件复位;
22、启动焊接组件的焊接程序,并配合圈式变位器驱动工件,进行360°旋转变位焊接。
23、本发明的有益效果是:
24、(1)本发明通过圈式变位器对工件进行夹持,可带动工件实现360°旋转,再配合设置在龙门架上的焊接组件对工件进行焊接,实现了臂架的全自动无人焊接,不仅大大提高了工件的焊接质量,提高了焊接的工作效率,而且降低了操作人员的劳动强度。
25、(2)本发明在变位环内部的安装板上安装有对中夹持组件和压紧组件,通过两块第二夹持板同步移动,可保证将工件夹持在变位环的中部,再配合压紧组件将工件压紧,保证工件夹持的稳定性。
26、(3)本发明在底座上固定安装有沿工件长度方向延伸的移动导轨,使安装座可沿所在移动导轨移动,这样可根据使用需要调整两个圈式变位器之间的间距,从而适应不同尺寸的工件。
27、(4)本发明中第一焊接组件包括中频预热装置、火焰预热装置以及焊枪,在焊接臂架的臂头和臂尾时,可通过第一焊接组件中的火焰预热装置对焊缝进行预热,实现边预热边焊接的功能,提高焊缝的焊接质量;在焊接臂架的加强板时,可通过第二焊接组件中的中频预热装置进行感应预热,实现边预热边焊接的功能。
28、(5)本发明在第一焊接组件中还设置有红外测温探头。通过该红外测温探头可实现温控闭环控制,在焊接过程中对中频预热装置进行实时监控。一旦发生温度预热执行异常即可进行报警,严重状况下可自动切断焊接进程。
技术特征:1.一种u形多级伸缩臂智能焊接装置,其特征在于,包括:
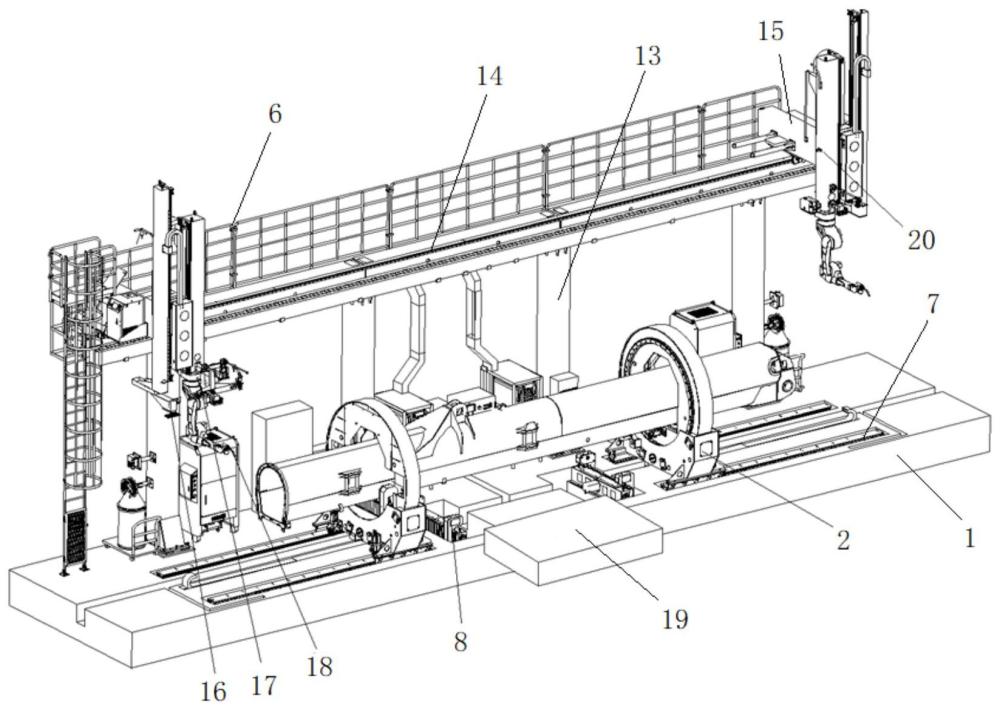
2.根据权利要求1所述的u形多级伸缩臂智能焊接装置,其特征在于,所述底座(1)上设置有沿工件长度方向延伸的移动导轨(7),所述安装座(3)滑动安装在所述移动导轨(7)上。
3.根据权利要求2所述的u形多级伸缩臂智能焊接装置,其特征在于,所述底座(1)上设置有升降对中夹持组件,所述升降对中夹持组件包括升降台(8)、活动安装在升降台(8)上的两块第一夹持板以及用于驱动两块第一夹持板互相靠近或远离的第一驱动装置,两块所述第一夹持板相对设置在所述升降台(8)上,且分别位于所述移动导轨(7)的两侧。
4.根据权利要求3所述的u形多级伸缩臂智能焊接装置,其特征在于,所述第一驱动装置包括转动安装在所述升降台(8)内的第一双向丝杠和用于驱动第一双向丝杠旋转的第一驱动电机,所述第一双向丝杠的两个螺纹段上均螺纹安装有螺母座,两块所述第一夹持板固定安装在所述螺母座上。
5.根据权利要求1至4中任意一项所述的u形多级伸缩臂智能焊接装置,其特征在于,所述安装座(3)上固定安装有支撑环(9),所述支撑环(9)同轴套设在所述变位环(4)的外侧,且所述变位环(4)转动安装在所述支撑环(9)内。
6.根据权利要求1至4中任意一项所述的u形多级伸缩臂智能焊接装置,其特征在于,所述变位环(4)内设置有对中夹持组件和压紧组件;
7.根据权利要求6所述的u形多级伸缩臂智能焊接装置,其特征在于,所述第二驱动装置包括转动安装在所述变位环(4)内的第二双向丝杠和用于驱动第二双向丝杠旋转的第二驱动电机,所述第二双向丝杠的两个螺纹段上均螺纹安装有螺母座,两块所述第二夹持板(10)固定安装在所述螺母座上;
8.根据权利要求1至4中任意一项所述的u形多级伸缩臂智能焊接装置,其特征在于,所述龙门架(6)包括固定安装在所述底座(1)上的立柱(13)和固定安装在立柱(13)上端的横梁(14),所述横梁(14)上活动安装有两个移动座(15),且所述移动座(15)沿所述横梁(14)的长度方向移动,所述移动座(15)上均安装有升降座(20),两个升降座(20)上分别安装有第一焊接组件和第二焊接组件,所述第一焊接组件包括中频预热装置(16)、火焰预热装置(17)以及焊枪(18),所述第二焊接组件包括焊枪(18)。
9.根据权利要求8所述的u形多级伸缩臂智能焊接装置,其特征在于,所述第一焊接组件上还设置有红外测温探头。
10.根据权利要求1至4中任意一项所述的u形多级伸缩臂智能焊接装置,其特征在于,还包括用于输送工件的有轨制导运输车(19)。
11.一种u形多级伸缩臂智能焊接方法,其特征在于,所述u形多级伸缩臂智能焊接方法包括:
技术总结本发明公开了一种U形多级伸缩臂智能焊接装置和方法,涉及焊接工装技术领域,包括:底座;工件夹持组件,所述工件夹持组件包括两个相对设置的圈式变位器,所述圈式变位器包括安装在所述底座上的安装座和转动安装在所述安装座上的变位环,且所述变位环绕自身轴线回转,所述变位环内部形成夹持孔;以及,焊接组件,包括安装在所述底座上的龙门架,所述龙门架上设置有焊枪。本发明通过圈式变位器对工件进行夹持,可带动工件实现360°旋转,再配合设置在龙门架上的焊接组件对工件进行焊接,实现了臂架的全自动无人焊接,不仅大大提高了工件的焊接质量,提高了焊接的工作效率,而且降低了操作人员的劳动强度。技术研发人员:陈小青,袁兴旺,周鲜平受保护的技术使用者:中联重科股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14569.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表