建筑幕墙型材加工噪音控制方法与流程
- 国知局
- 2024-06-21 10:40:16
本发明涉及幕墙,尤其涉及建筑幕墙型材加工噪音控制方法。
背景技术:
1、建筑幕墙型材加工主要是对铝合金型材和钢制型材进行加工,铝合金型材和钢制型材的加工本质属于厂内的工业化加工。在工业化加工过程中,不可避免会产生噪音,本发明旨在监控噪音并针对噪音的成因给出解决方式。
2、按《工业企业厂界环境噪声排放标准》[gb12348-2008]的要求,对加工厂噪音的排放给出了具体的要求。本发明就按此规范要求来研究噪音控制的方法,并制定相对应的措施形成系统来控制噪音的形成。
3、噪音是一种声音的传播,控制的噪音的本质是控制声源、控制传播距离、控制传播介质的措施。
4、工业企业厂界噪声是指在工业生产活动中使用固定设备等产生的、在厂界处进行测量和控制的干扰周围生活环境的声音。根据建筑幕墙型材加工的特性,型材加工往往有较多数量的加工设备同时运行,且多在昼间持续运行,这样的噪音属于频发噪音。由此,需要一种能够实时监测幕墙型材加工过程中的噪音是否超过规范允许值,进而控制建筑幕墙型材加工设备是否开启或关闭提高判断噪音控制方法的系统。
技术实现思路
1、针对上述现有技术的缺点,本发明的目的是提供建筑幕墙型材加工噪音控制方法,以解决现有技术中的一个或多个问题。
2、为实现上述目的,本发明的技术方案如下:
3、建筑幕墙型材加工噪音控制方法,包括以下步骤:
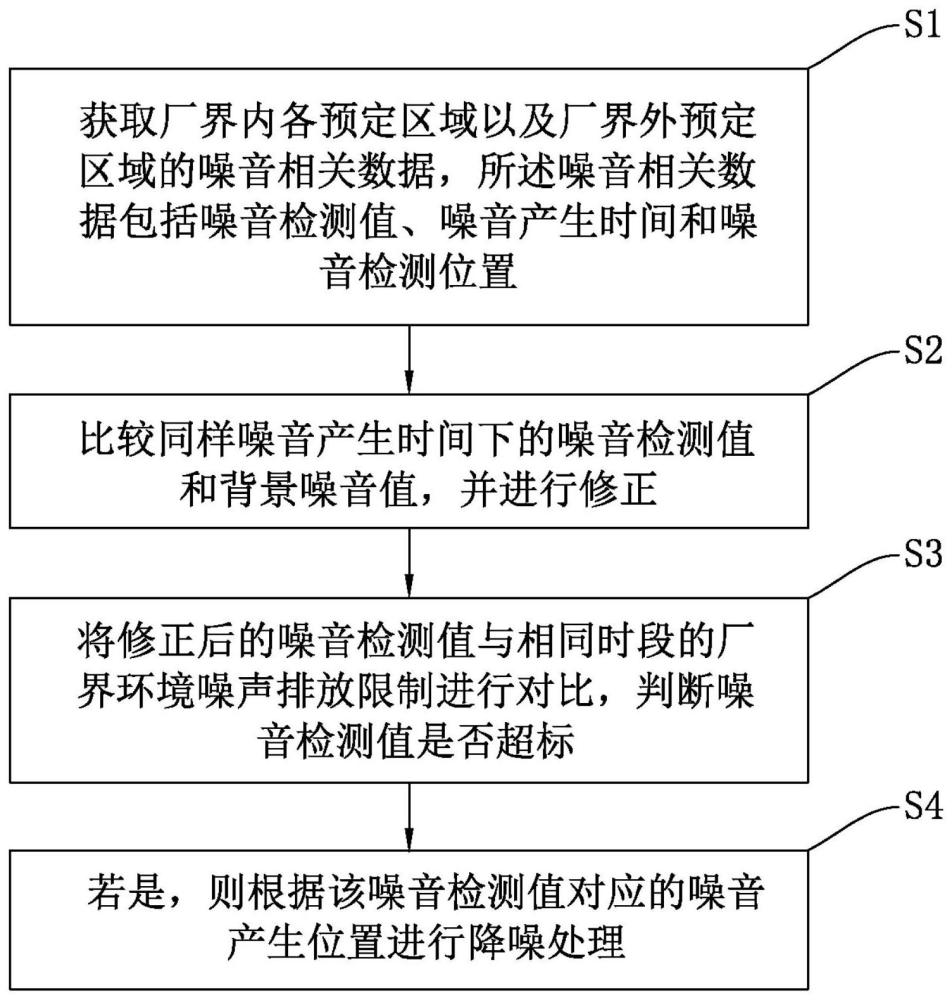
4、s1,获取厂界内各预定区域以及厂界外预定区域的噪音相关数据,所述噪音相关数据包括噪音检测值、噪音产生时间和噪音检测位置;
5、s2,比较同样噪音产生时间下的噪音检测值和背景噪音值,并进行修正;
6、s3,将修正后的噪音检测值与相同时段的厂界环境噪声排放限制进行对比,判断噪音检测值是否超标;
7、s4,若是,则根据该噪音检测值对应的噪音产生位置进行降噪处理。
8、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述噪音检测位置包括机加工设备、机加工车间、机加工车间外墙以及离厂区最近的围墙内壁。
9、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,采用环境噪音自动检测仪获取噪音相关数据。
10、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,设置在机加工车间外墙以及离厂区最近的围墙内壁的环境噪音自动检测仪设置防风罩。
11、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述比较同样噪音产生时间下的噪音测量值和背景噪音值并进行修正的步骤包括:
12、s21,噪音测量值与背景噪音值的差值取整;
13、s22,噪音测量值与背景噪音值相差大于10db(a)时,噪音测量值不作修正;
14、s23,噪音测量值与背景噪音值相差为3db(a)时,修正值为-3db(a);
15、s24,噪音测量值与背景噪音值相差为4~5db(a)时,修正值为-2db(a);
16、s25,噪音测量值与背景噪音值相差为6~10db(a)时,修正值为-1db(a)。
17、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述降噪处理步骤包括:
18、s41,当噪音检测值对应的噪音检测位置为机加工设备时,依次检查设备总成扭矩输出的稳定性、检查动力总成传力构造的稳定性、检查飞轮及轴承是否有破损、检查切削工具与机加工设备连接位置、检查刀具切削进给量及材料硬度强度是否匹配、检查工件夹具是否夹紧、检查工件夹具在设计上预留的配合间隙是否过大、检查工件厚度是否过薄、检查工件强度是否过大;
19、s42,当噪音检测值对应的噪音检测位置为机加工车间时,加设机床外罩;
20、s43,当噪音检测值对应的噪音检测位置为机加工车间外墙时,机加工车间外墙材料设置双层材料,机加工车间内墙设置隔音材料,在噪音敏感时间密闭室内外空间。
21、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述检查动力总成传力构造的稳定性包括检查齿轮润滑充盈度及油脂内杂质、检查齿轮、检查皮带张紧、检查皮带破损、检查皮带寿命。
22、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述检查切削工具与机加工设备连接位置包括夹紧刀具、更换刀具、检查传动轴油封及润滑充盈度。
23、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述降噪处理步骤还包括:
24、s44,当噪音检测值对应的噪音检测位置为离厂区最近的围墙内壁时,若其余预定区域的噪音检测位置没有判断出噪音超标,则检查其余预定区域的环境噪音自动检测仪。
25、优选的,在本发明所述的建筑幕墙型材加工噪音控制方法中,所述根据该噪音检测值对应的噪音产生位置进行降噪处理的步骤后还包括步骤:
26、s5,重启机加工设备,重复步骤s1~s4;
27、s6,若否,允许机加工设备运行。
28、与现有技术相比,本发明的有益技术效果如下:
29、(一)本发明的建筑幕墙型材加工噪音控制方法,获取厂界内各预定区域以及厂界外预定区域的噪音相关数据,所述噪音相关数据包括噪音检测值、噪音产生时间和噪音检测位置;比较同样噪音产生时间下的噪音检测值和背景噪音值,并进行修正;将修正后的噪音检测值与相同时段的厂界环境噪声排放限制进行对比,判断噪音是否超标;若是,则根据该噪音检测值对应的噪音产生位置进行降噪处理。本发明通过在厂界内多个区域检测噪音,排除外界噪音干扰,明确噪音来源,能够精准消除和减少厂界内噪音问题,保护职工生产环境及周边生活环境。
30、(二)进一步的,通过比较同样噪音产生时间下的噪音测量值和背景噪音值并进行修正,进一步排除外界噪音干扰,提高噪音检测精确性。
31、(三)进一步的,当离厂区最近的围墙内壁的环境噪音自动检测仪报警时,说明距离机加工设备远距离位置的噪音已经超标,按声源传播规律,声源传递是逐渐减弱的,该处环境噪音自动检测仪报警,说明其他位置的噪音也应该是超标的,若其他位置的环境噪音自动检测仪没有报警,应检查所有的环境噪音自动检测仪,保证噪音检测结果准确性。
技术特征:1.建筑幕墙型材加工噪音控制方法,其特征在于,包括以下步骤:
2.如权利要求1所述的建筑幕墙型材加工噪音控制方法,其特征在于:所述噪音检测位置包括机加工设备、机加工车间、机加工车间外墙以及离厂区最近的围墙内壁。
3.如权利要求1所述的建筑幕墙型材加工噪音控制方法,其特征在于:采用环境噪音自动检测仪获取噪音相关数据。
4.如权利要求3所述的建筑幕墙型材加工噪音控制方法,其特征在于:设置在机加工车间外墙以及离厂区最近的围墙内壁的环境噪音自动检测仪设置防风罩。
5.如权利要求1所述的建筑幕墙型材加工噪音控制方法,其特征在于,所述比较同样噪音产生时间下的噪音测量值和背景噪音值并进行修正的步骤包括:
6.如权利要求1所述的建筑幕墙型材加工噪音控制方法,其特征在于,所述降噪处理步骤包括:
7.如权利要求6所述的建筑幕墙型材加工噪音控制方法,其特征在于:所述检查动力总成传力构造的稳定性包括检查齿轮润滑充盈度及油脂内杂质、检查齿轮、检查皮带张紧、检查皮带破损、检查皮带寿命。
8.如权利要求6所述的建筑幕墙型材加工噪音控制方法,其特征在于:所述检查切削工具与机加工设备连接位置包括夹紧刀具、更换刀具、检查传动轴油封及润滑充盈度。
9.如权利要求6所述的建筑幕墙型材加工噪音控制方法,其特征在于,所述降噪处理步骤还包括:
10.如权利要求1所述的建筑幕墙型材加工噪音控制方法,其特征在于,所述根据该噪音检测值对应的噪音产生位置进行降噪处理的步骤后还包括步骤:
技术总结本发明涉及建筑幕墙型材加工噪音控制方法,包括以下步骤:获取厂界内各预定区域以及厂界外预定区域的噪音相关数据,所述噪音相关数据包括噪音检测值、噪音产生时间和噪音检测位置;比较同样噪音产生时间下的噪音检测值和背景噪音值,并进行修正;将修正后的噪音检测值与相同时段的厂界环境噪声排放限制进行对比,判断噪音是否超标;若是,则根据该噪音检测值对应的噪音产生位置进行降噪处理。本发明通过在厂界内多个区域检测噪音,排除外界噪音干扰,明确噪音来源,能够精准消除和减少厂界内噪音问题,保护职工生产环境及周边生活环境。技术研发人员:贾利黎,管玉磊,邵斌彬受保护的技术使用者:江苏恒尚节能科技股份有限公司技术研发日:技术公布日:2024/1/22本文地址:https://www.jishuxx.com/zhuanli/20240618/21075.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表