一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法与流程
- 国知局
- 2024-06-21 11:45:56
本发明涉及音频信号分析方法,具体为一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法。
背景技术:
1、机器人砂带打磨属于新兴的技术领域,用于取代人工砂带打磨,用提高产品制造的自动化程度同时降低人工劳动强度。
2、当前的砂带磨损的监测方式,多以人工经验为主,打磨达到一定时长之后就进行砂带的替换。然而在其他的机加工方式中如车削、铣削等,声学监测已经被广泛应用,用于监测刀具的磨损程度,利用声学信号来对提升机进行故障诊断时,其信号采集速度比较快,同时采集设备简单,成本低,能够实现对监测对象实时的在线监测与分析。同时这类声学监测方法多结合时下高速发展的人工智能技术对工况进行检测。
3、传统的针对各类声学检测的监测算法,对于信号特征的提取都是采用通用的mel频谱或者mfcc特征,这类特征是符合人耳的听觉特性即对信号的低频部分比较敏感分辨率较高,而对信号的其他部分不敏感,分辨率低,例如:一种基于mel子带参数化特征的鸟鸣自动识别方法(cn108694953a)该方法采用高斯混合模型拟合连续声学监测数据分帧后的对数能量分布,选取高似然率额数据帧组成候选声音时间,结合基于候选事件能量的后处理过程,完成文件检测与自动分段,然后在谱图域对相应片段采用mel带通滤波器组滤波处理,基于自回归模型分别建模各个子带输出的随时间变化的能量序列,得到不同种类鸟鸣信号时频特征,最后利用支持向量机算法进行分类识别。
4、但是在砂带打磨的磨损状态监测时,大部分信息集中在高频部分,虽然低频也存在一定有效信息,但如果采用mel频谱或者mfcc这类传统的声学特征,往往会丢失高频部分的信号特征,从而分类模型无法训练,进而导致系统不能有效监测砂带的工况,以及在砂带出现损坏时系统难以及时报警的情况。
技术实现思路
1、本发明提供了一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法,具备针对砂带打磨应用场景,改变了滤波器组的非线性特性,同时利用bessel曲线的灵活性,使得非线性变换可以根据音频特征进行方便的调节的有益效果,解决了上述背景技术中所提到的采用mel频谱或者mfcc这类传统的声学特征,往往会丢失高频的信号特征,从而分类模型无法训练,进而导致不能有效监测砂带的工况发生,以及在砂带出现损坏时难以及时报警的情况发生的问题。
2、本发明提供如下技术方案:一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法,具体方法如下:
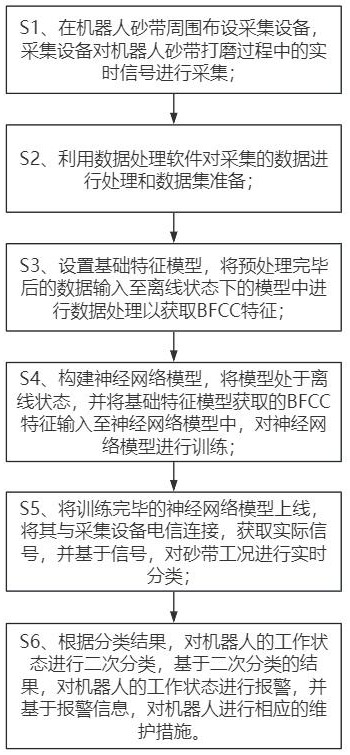
3、s1、在机器人砂带周围布设采集设备,采集设备对机器人砂带打磨过程中的实时信号进行采集;
4、s2、利用数据处理软件对采集的数据进行处理和数据集准备;
5、s3、设置基础特征模型,将预处理完毕后的数据输入至离线状态下的模型中进行数据处理以获取bfcc特征;
6、s4、构建神经网络模型,将模型处于离线状态,并将基础特征模型获取的bfcc特征输入至神经网络模型中,对神经网络模型进行训练;
7、s5、将训练完毕的神经网络模型上线,将其与采集设备进行连接,获取实际信号,并基于信号分析的结果,对砂带工况进行实时分类;
8、s6、根据分类结果,对机器人的工作状态进行二次分类,基于二次分类的结果,对机器人的工作状态进行报警,并基于报警信息,对机器人进行相应的维护措施。
9、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s1步骤中的采集设备为麦克风传感器,通过麦克风传感器对机器人在进行砂带打磨时产生的声音信号进行实时采集,通过数据采集卡将采集到的声音信号转化为数字信号,并以tdms格式进行保存。
10、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s2步骤中的预处理方式包括:将原始数据进行去头去尾处理的裁剪处理,并将裁剪后的数据分为打磨中数据和打磨间隙数据两大类。
11、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s4步骤中,对bfcc特征的提取步骤为:
12、s11、对处理预处理后的数据进行短时傅里叶变换;
13、s12、对进行短时傅里叶变换完毕的数据进行bessel非线性变换;
14、s13、计算bessel滤波器组的频率响应hp(k)与d(z,m)的每一帧谱线能量的乘积之和,得到bessel滤波器组能量l(z,p);
15、s14、之后进行离散余弦变换,将得到l(z,p)的从频域再转换到时域,得到最终的bfcc特征结果。
16、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s11步骤中短时傅里叶变换包括加窗计算和傅里叶变换计算,具体计算方式如下:
17、加窗计算:;
18、傅里叶变换计算:;
19、式中:其中n代表常数,用于调控窗函数的形状,1≤n≤400,z表示分帧后的第z帧,m表示频域中的第m条谱线,s表示对声信号的每一帧都进行s维的快速傅里叶变换,s的具体值由用户调整设置。
20、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s13步骤中hp(k)计算公式如下:
21、;
22、;
23、;
24、;
25、;
26、式中:中:f[p]为第p个bessel非线性变换滤波器的中心频率,bessel为bessel曲线绘制的非线性刻度,n代表控制贝塞尔曲线的节点数目,p代表第p个滤波器的序号。
27、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s14步骤中最终的bfcc特征结果通过下述公式计算获取:
28、;
29、;
30、式中:m’为离散余弦变换后每一帧的谱线,p代表滤波器组的总个数,p为正数。
31、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s4步骤中模型训参数设置为训练数据集数据量为1200条,验证数据集数据量为300条,测试数据集数据量为200条;
32、模型训练的批量大小设置为64,最大训练次数设置为100次,训练优化器选择为adams,学习率设置为0.001;
33、模型训练收敛后保存为mat格式的文件。
34、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:所述s5步骤中实时分类为对砂带工况分类包括:打磨间隙信号和打磨中信号;
35、s6步骤中的二次分类为将打磨中信号分为磨损状态1、磨损状态2以及磨损状态3;
36、其中磨损状态1对应砂带表面出现污物和杂质,磨损状态2对应砂带张力异常,磨损状态3对应砂带出现表面损坏;
37、s6步骤中报警措施为:
38、出现磨损状态1时,报警信号为黄色,指示灯闪烁间隔为1.5/秒~1.8/秒;
39、出现磨损状态2时,报警信号为橙色,指示灯闪烁间隔为0.8/秒~1.5/秒;
40、出现磨损状态3时,报警信号为红色,指示灯闪烁间隔为0.3秒~0.5/秒。
41、作为本发明所述一种基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法的一种可选方案,其中:s6步骤中具体维护方式如下:
42、当出现磨损状态1时,表示砂带为一级磨损,对其表面进行清洁,具体方式为:先使用清洁工具包括:用刷子、刮刀、刮片以及清洁剂,对砂带表面的积尘和杂质进行清洁,之后通过气压枪,对砂带上的细小杂质进行除尘,最后逆向运转3分钟,对顽固残留的杂质进行排除;
43、当出现磨损状态2时,表示砂带为二级磨损,对其表面进行清洁的同时,还对其进行检查张力装置直到达到适当的张力水平,检查砂带安装在机器的滚轴的位置,查砂带的传动系统,包括驱动轮、滑轮和传动带;
44、当出现磨损状态3时,表示砂带为三级磨损,检查损坏部位,确认损坏部分长度,当损坏长度较小时,对砂带进行裁剪和重接,调整砂带张紧以适配调整后的长度,当损坏长度较大无法进行裁剪和重接时,更换新砂带。
45、本发明具备以下有益效果:
46、1、该基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法,通过步骤s1~步骤s6,从而完成了针对砂带打磨应用场景,改变了滤波器组的非线性特性,同时利用bessel曲线的灵活性,使得非线性变换可以根据音频特征进行方便的调节,同时采用dcnn分类方法可以使本方法更好的适应不同噪声的影响,从而提高本方法的鲁棒性,同时监测本方法能够更加符合监测对象的特性,并且本方法还充分利用了贝塞尔非线性变换刻度音频特征和神经网络的优势,提高了对机器人砂带打磨过程的监测精度和实时性,通过实时分类和报警机制,成功实现了对机器人状态的主动管理,有效避免了潜在的问题和损坏。
47、2、该基于贝塞尔非线性变换刻度音频特征的机器人打磨过程声觉监测方法,通过引入实时分类和二次分类,该方法能够更全面、精准地判断机器人在打磨过程中的状态变化,报警信号的颜色区分和闪烁间隔的设定则提高了问题提示的直观性和紧急性,从而使得本方法更为智能、敏感和可靠,提升了工作效率和安全性。
本文地址:https://www.jishuxx.com/zhuanli/20240618/23417.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表