一种气动式气瓶铭牌冲压装置的制作方法
- 国知局
- 2024-06-21 12:45:51
1.本发明属于特种设备检测技术领域,涉及一种气动式气瓶铭牌冲压装置。背景技术:2.按照国家法律法规规定,所有检验合格的气瓶均需形成单独的铭牌,并注明检验编号和下次检验日期。中小型特种设备检验机构日检验气瓶数量有限,多采用敲击字模的方式形成铭牌编号和下次检验日期,效率低下,标号不整齐,且铭牌打标只是辅助性步骤,用激光打标装置会造成资源的浪费。3.为了提高铭牌打标效率、减少出错率,针对气瓶的铭牌规格设计本装置。本装置对提升工作效率、减少出错率、规范铭牌字号尺寸以及提高铭牌美观程度有重大意义。技术实现要素:4.本发明的目的在于针对现有技术存在的问题,提供一种气动式气瓶铭牌冲压装置,解决了气瓶铭牌打标效率低、标号排列不整齐的问题。5.为此,本发明采取以下技术方案:一种气动式气瓶铭牌冲压装置,包括机械组件和动力系统,其中:所述机械组件包括底座(7),所述底座(7)下方设有4个支脚(8),且二者通过螺纹连接,所述底座(7)的两侧对称设有支架板(3),且二者通过紧固螺栓(5)相连,所述底座(7)的顶部嵌设有模具座(6),所述模具座(6)的顶部设有键形模具(9),所述模具座(6)的上方设有冲压缸(2),所述冲压缸(2)与支架板(3)通过固定角板(12)相连,所述固定角板(12)与支架板(3)通过紧固螺栓(5)连接,所述冲压缸(2)的底部依次设有活塞杆(11)和冲压盘(10),所述活塞杆(11)和冲压盘(10)通过螺纹连接;所述动力系统包括气源(19)、过滤器(20)、减压阀(21)、油雾器(22)、换向阀(23)、第一单向节流阀(24.1)、第二单向节流阀(24.2)、压力表(25)和冲压缸(2);其中,所述气源(19)的出口与过滤器(20)一端相连,所述过滤器(20)另一端与减压阀(21)进气口相连,所述减压阀(21)出气口与油雾器(22)一端相连,所述油雾器(22)另一端与换向阀(23)一端气口相连,所述换向阀(23)另一端气口与第一单向节流阀(24.1)一端相连,所述第一单向节流阀(24.1)另一端与冲压缸(2)的进气口(1)相连,所述冲压缸(2)的出气口(4)与第二单向节流阀(24.2)一端相连,所述第二单向节流阀(24.2)另一端与换向阀(23)的排气口相连,所述压力表(25)通过管螺纹连接于进气口(1)的进气管路上。6.进一步地,所述模具座(6)的顶部设有呈圆周排列的模具槽(13)、半圆形凸台(14)和对正槽(15),所述模具座(6)的中部设有铭牌固定轴(16)。7.进一步地,所述键形模具(9)包括模具本体(17)和字模(18)。8.本发明的有益效果在于:1、传统的手工击打模具标号,每个铭牌需要敲击12-14次,效率低,耗时长,本发明在铭牌打标过程中,只需更换下次检验日期和检验编号对应的键形模具,然后将铭牌按照对正槽标注的位置反面放置于模具座的凸台之上,启动动力系统对铭牌标号进行冲压。本发明对气瓶铭牌打标,一次冲压成型,且结构简单,键形模具更换方便,极大地提高了气瓶铭牌打标效率;2、传统的手工击打模具进行标号,每个铭牌需要更换12-14次模具,容易出错。对于同种介质、同一批检验的气瓶,其下次检验日期均相同,编号依次排序,本发明在更换键形模具时,无需更换下次检验日期对应的键形模具,只需将编号末尾对应的1-2位键形模具进行更换。由于本发明在冲压过程中更换键形模具次数少,在使用过程中可以降低标号出错率;3、本发明模具槽位置固定,冲压出的铭牌标号排列整齐。冲压盘与气瓶铭牌平行,冲压时受力均匀,铭牌平整美观。附图说明9.图1为本发明中机械组件的结构示意图;图2为本发明机械组件中模具座的俯视图;图3为本发明机械组件中键形模具的结构示意图;图4为本发明中动力系统的结构示意图。10.图中,1-进气口,2-冲压缸,3-支架板,4-出气孔,5-紧固螺栓,6-模具座,7-底座,8-支脚,9-键形模具,10-冲压盘,11-冲压缸活塞杆,12-固定角板,13-模具槽,14-凸台,15-对正槽,16-铭牌固定轴,17-键形模具本体,18-字模,19-气源,20-过滤器,21-减压阀,22-油雾器,23-换向阀,24.1-第一单向节流阀,24.2-第二单向节流阀,25-压力表。具体实施方式11.下面结合附图与实施方法对本发明的技术方案进行相关说明。12.一种气动式气瓶铭牌冲压装置,包括机械组件和动力系统,其中:如图1所示,所述机械组件包括底座(7),所述底座(7)下方设有4个支脚(8),且二者通过螺纹连接,所述底座(7)的两侧对称设有支架板(3),且二者通过紧固螺栓(5)相连,所述底座(7)的顶部嵌设有模具座(6),所述模具座(6)的顶部设有键形模具(9),所述模具座(6)的上方设有冲压缸(2),所述冲压缸(2)与支架板(3)通过固定角板(12)相连,所述固定角板(12)与支架板(3)通过紧固螺栓(5)连接,所述冲压缸(2)的底部依次设有活塞杆(11)和冲压盘(10),所述活塞杆(11)和冲压盘(10)通过螺纹连接;如图4所示,所述动力系统包括气源(19)、过滤器(20)、减压阀(21)、油雾器(22)、换向阀(23)、第一单向节流阀(24.1)、第二单向节流阀(24.2)、压力表(25)和冲压缸(2);其中,所述气源(19)的出口与过滤器(20)一端相连,所述过滤器(20)另一端与减压阀(21)进气口相连,所述减压阀(21)出气口与油雾器(22)一端相连,所述油雾器(22)另一端与换向阀(23)一端气口相连,所述换向阀(23)另一端气口与第一单向节流阀(24.1)一端相连,所述第一单向节流阀(24.1)另一端与冲压缸(2)的进气口(1)相连,所述冲压缸(2)的出气口(4)与第二单向节流阀(24.2)一端相连,所述第二单向节流阀(24.2)另一端与换向阀(23)的排气口相连,所述压力表(25)通过管螺纹连接于进气口(1)的进气管路上。13.如图2所示,所述模具座(6)的顶部设有呈圆周排列的模具槽(13)、半圆形凸台(14)和对正槽(15),所述模具座(6)的中部设有铭牌固定轴(16)。14.如图3所示,所述键形模具(9)包括模具本体(17)和字模(18)。15.本发明使用过程中,冲压缸(2)通过紧固螺栓(5)固定在支架板(3)上,冲压盘(10)与冲压缸活塞杆(11)通过螺纹连接构成了该装置的冲压执行机构;圆柱形的模具座(6)与底座(7)中心的底座槽间隙配合,键形模具(9)可以放入模具槽(13),气瓶铭牌可以通过铭牌固定轴(16)反面放置在凸台(14)上,同时将铭牌上的刻度线与对正槽(15)对齐。16.假设检验机构日检验钢制无缝气瓶数量为20个,检验编号从“120”开始,以气瓶检验法律法规为准,本次检验日期为“2022.05”,检验周期为3年,则需要打标的铭牌编号为“w22.120~w22.139”,需要打标的铭牌下次检验日期为“2025.05”;同一批次,在检验数量少的情况下,只需要将编号对应的最后一位或两位数字的键形模具更换,然后启动动力系统,对铭牌依次冲压。17.动力系统工作原理如下:铭牌冲压时,电磁换向阀(23)处于上工作位,压缩空气(19)经过滤器(20)、减压阀(21)、油雾器(22)、换向阀(23)、第一单向节流阀(24.1)的单向阀进入冲压缸(2)的无杆腔,冲压缸活塞杆(11)带动冲压盘(10)向下冲压铭牌,同时冲压缸(2)的有杆腔气体经过第一单向节流阀(24.1)的节流阀进入换向阀(23)的排气口。18.铭牌冲压完成后,电磁换向阀(23)处于下工作位,压缩空气(19)经过滤器20、减压阀(21)、油雾器(22)、换向阀(23)、第二单向节流阀(24.2)的单向阀进入冲压缸(2)的有杆腔,冲压缸活塞杆(11)带动冲压盘(10)向上远离铭牌,同时冲压缸(2)的无杆腔气体经过第二单向节流阀24.2的节流阀进入换向阀(23)的排气口,当冲压盘完全停止时,更换编号对应的键形模具(9)。
本文地址:https://www.jishuxx.com/zhuanli/20240618/29140.html
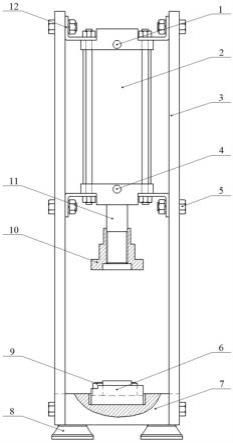
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表