为工件提供三维纹理化表面涂层的方法与流程
- 国知局
- 2024-06-21 13:04:24
本发明是用于在材料(例如是用于生产地板、覆盖物、家具的面板)的表面,且更一般地用于建筑和设计的表面上装饰和产生纹理的材料和方法的的一部分。本发明利用了传统技术的性能和数字技术的多功能性的组合,传统技术提供了高机械、化学-物理性能、低成本,而数字技术允许完全定制和小批量生产。本发明涉及一种制造可转移的装饰的方法,特别是通过此方法获得的可转移的装饰。本发明的方法和可转移的装饰目的可用于在任何类型的光滑和粗糙表面(例如木材、玻璃、金属、塑料、石膏等)上实现待转移的装饰,优选冷转移,特别是用于室内建筑,例如地板、墙壁覆盖物、家具、踢脚板、门和窗框。本发明的方法和可转移的装饰目的允许获得装饰的表面,如同其已经以传统方式涂覆和精整(finish)一样。
背景技术:
1、数字印刷,特别是喷墨印刷在工业部门快速发展,取代了基于模拟印刷的传统方法。数字印刷的优势是可观的,包括高灵活性、生产小批量的能力和减少消耗品的浪费。
2、特别地,在各种材料上重现木材代表了用于生产地板、家具、踢脚板、型材以及通常在设计和建筑领域中的数字印刷的典型应用。
3、对于这种应用,材料由木材及其衍生物(mdf/hdf/刨花板/胶合板)、塑料(pvc/聚烯烃)和金属组成,在材料上印刷图像并进行精整,以增加其耐磨性和耐刮擦性。
4、特别是在地板和家具用面板的情况下,印刷后的精整可能涉及使用三聚氰胺树脂层(层压板)或使用通过常规技术(辊涂/喷涂/帘涂/模涂)施加的涂层。涂层可以是各种类型的,例如可辐射固化的、环氧树脂的、聚氨酯的、热熔的,并且可以含有水和/或溶剂以控制其粘度。
5、在木材、石头等天然材料的重现中,为了获得一种除了图像之外,甚至在触感上也与原物更加相似的材料,还需要对表面结构进行重现。
6、压花(embossing)通常在表面层上进行,并且可以用各种方法获得,例如用模具、辊或薄膜压制,在其上重现待压印的结构。该方法可以通过在未完全硬化的树脂上、在热塑性材料上、在同时辐射和聚合的可辐射固化的树脂上施加压力来进行。
7、仍然以准确地重现天然材料为目的,期望的特征是用于具有与印刷图像保持一致的浮雕结构,或者获得凹度/凸度与印刷图像之间的对应性。对于传统方法,套准压花(register embossing)(更熟知为eir:embossing in registration)不容易获得,这既是为了必要的精度,也是为了需要具有与待印刷相应图像的各种结构相对应的多个模具。
8、更重要的是,数字印刷可以让您轻松制作不同的图像,以简单有效的方式获得表面结构的方法将是合适的。
9、事实上,用于获取材料图像的现代扫描仪,例如metisdrs2000,也允许同时获得表面结构,这可以有利地用于套准压花。
10、过去,已经提出了各种技术,这些技术通过使用喷墨技术在待装饰的材料上直接印刷来提供表面结构的装饰和形成:
11、专利ep2108524b1和ep2507063提供了使用uv配方来产生3d结构以模仿木材的纹理。
12、专利ep3109056提供了通过喷墨印刷在未固化的uv涂层上施加的uv配方的使用,以产生3d结构,从而模仿木材的纹理。
13、专利wo2020039361a1提供了直接印刷和3d结构的创建,以便通过除去材料来模仿木材的纹理。
14、上述技术虽然使用数字技术提供3d装饰和结构,但不能用于印刷成品地板板材,也不能用于具有互相邻接的平面的3d轮廓的装饰。
15、为了简化物流和进一步缩短上市时间,市场的目标是装饰成品。特别地,装饰已成型的成品地板板材是合适的。
16、因此,期望确定物体表面的装饰和压花的新方法,该方法快速、简单地在不同材料的表面上施加套准,并且成本低。
17、定义
18、-压花(纹理(texturing)):产生表面纹理。
19、-纹理(压花(embossing)):产生表面纹理。
20、-可辐射固化(可光固化):是指层可通过uv辐射和/或电子束(electron beam,电子束)固化。
21、-可光固化(可辐射固化):指层可通过uv辐射和/或电子束(电子束)固化。
22、-3d:三维。
23、-纹理或三维结构:根据预定图案的凹陷和凸起的组合,该预定图案限定所述凹陷和凸起的维度面积和深度或高度和/或所述凹陷和凸起沿施加所述纹理或所述三维结构的层的表面的相对位置。
24、-3d层:具有一定厚度、具有一定长度和宽度以及施加了根据上述定义的纹理或三维结构的表面的层。
25、-纹理层:通过本发明的方法的对象变成三维的层。
26、-粘合剂:任何能够通过抵抗分离的表面附着将材料以功能性方式保持在一起的物质。
技术实现思路
1、本发明的简要描述
2、根据本发明的一个方面,申请人发现了一种通过将数字印刷技术与模拟技术相结合来装饰材料的方法。
3、本发明特别适用于装饰难以直接印刷的3d型材。这种型材例如是成品地板板材、踢脚板、门型材和窗型材。
4、在数字装饰的情况下,通常通过在表面上施加由喷墨印刷而印制的塑料或纸的薄膜来装饰3d型材,该表面随后用适合于保护该印刷的涂层来精整。通常使用通常为热熔型的胶执行该施加。膜的高厚度需要高重量的粘合剂(60-90g/m2),这使得在应用后难以修整膜。
5、如果使用喷墨印刷来印刷粘合剂,则可以减少其量,以不同的方式在机械应力较高的地方(例如在型材的半径上)以较大的量施加粘合剂。
6、本发明的方法和可转印的装饰对象减少了待转印的各层的总厚度,从而减少了施加所需的粘合剂的重量。
7、本发明的转印对象由根据需要产生的层制成,并且其它聚合物膜不是其一部分。
8、有利的是,装饰包装的总厚度的减小使得装饰更自然且塑造感更弱。
9、此外,由于转印重量比由pvc或纸制成的传统装饰膜更轻,因此该产品在环境方面更可持续。
10、地板市场正在寻求以单板模式进行装饰。大多数成品板材具有机械联锁(锁定,点击),用于在安装过程中连接它们。所述轮廓存在于板材的所有四个侧面上,并且通常在装饰和切割面板之后由仿形机产生。在仿形加工过程中,通常会生成倒角(斜面),该倒角通常是着色的,以使其与板材表面的颜色一致。
11、装饰成品地板的另一问题是施加保护涂层,该保护涂层以通常为80-250g/m2的高重量施加,由于涂层过多,往往会弄脏斜面、联锁系统,并在边缘附近产生典型的折皱效果。
12、因此,希望找到一种能够装饰成品地板板材的解决方案,以避免上述问题。
13、本发明的详细描述
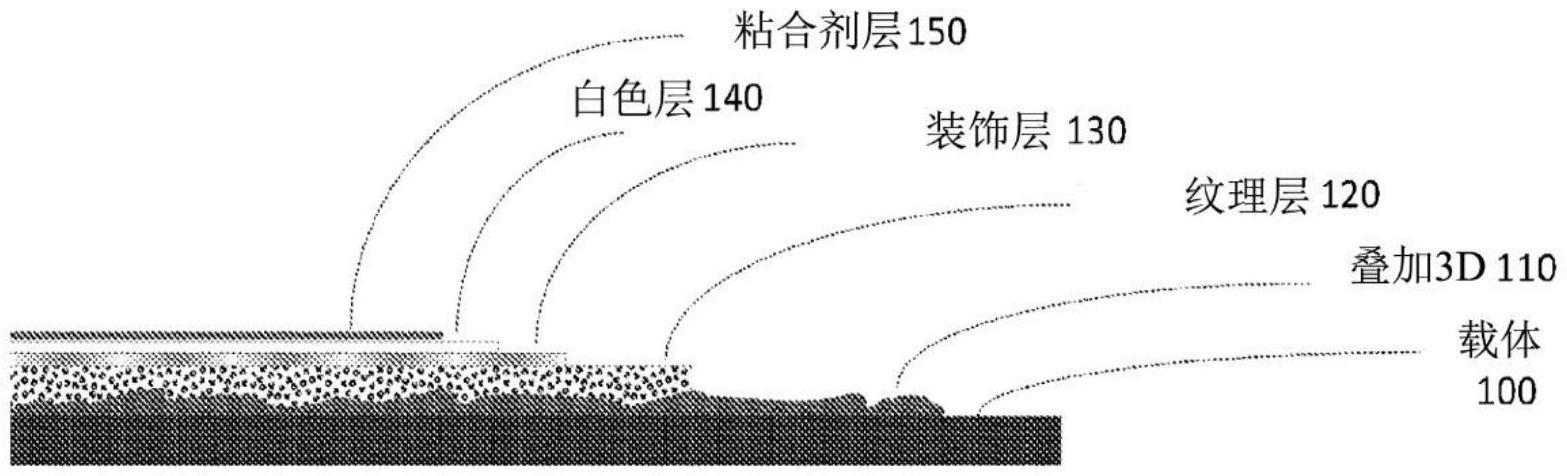
14、本发明的方法对象为工件提供一种至少在其部分表面上具有三维纹理化表面涂层,该方法在于使用可转印的装饰来提供所述涂层。
15、根据更一般的步骤组合,根据本发明的为工件提供一种至少在其部分表面上具有三维纹理化表面涂层的方法,在于使用可转印的装饰来提供所述涂层,该方法包括以下步骤:
16、a)通过喷墨印刷在载体的至少一部分上创建三维层,
17、b)将一个或多个下列层施加在所述载体的至少一部分上:
18、i)剥离层
19、ii)纹理层
20、iii)装饰层
21、iv)功能层
22、v)白色层
23、vi)着色层
24、vii)粘合剂层
25、c)将所述可转印的装饰施加到待装饰材料的至少一部分上,
26、d)除去所述载体,
27、e)显示3d纹理。
28、根据第一替代方案,通过使用可转印的装饰为工件提供在其至少部分表面上具有三维纹理化表面涂层的方法,该方法在于以下步骤:
29、a)通过喷墨印刷在载体的至少一部分上创建三维结构化成形层,
30、b)在所述成形层的至少一部分上施加一个或多个下列附加层,按照下列顺序将所述层一个施加到另一个上:
31、i)任选的剥离层;
32、ii)纹理层,所述纹理层通过所述三维结构化成形层而被三维成形,相对于所述三维结构化成形层呈现出互补的表面结构;
33、iii)装饰层;
34、iv)任选的功能层;
35、v)粘合剂层;
36、c)将所述可转印的装饰施加到待装饰工件的至少一部分上,所述工件具有外部表面,且所述可转印的装饰通过将所述可转印的装饰和所述粘合剂层一起与所述工件表面的至少一部分接触而施加,
37、d)除去带有三维结构化成形层和任选的剥离层的载体,
38、e)由此显示所述纹理层,其具有与所述三维结构化成形层互补的所述表面结构,
39、f)任选地,回收和储存所述载体和/或所述三维结构化成形层。
40、根据第二替代方案,通过使用可转印的装饰为工件提供在其表面的至少部分上具有三维纹理化表面涂层的方法,所述方法在于以下阶段:
41、a)通过喷墨印刷在临时承载载体上创建三维结构化成形层,在将转印装饰施加到所述工件上时所述临时承载载体不是所述可转印的装饰的一部分;
42、b)在根据步骤a)的所述三维结构化成形层上施加一个或多个下列层,按照下列顺序将所述层一个施加到另一个上:
43、i)任选的剥离层;
44、ii)纹理层,所述纹理层通过所述三维结构化成形层而被三维成形,相对于所述三维结构化成形层呈现出互补的表面结构;
45、iii)装饰层;
46、iv)任选的功能层;
47、v)粘合剂层;
48、c)将所述可转印的装饰施加到待装饰工件的至少一部分上,所述工件具有外部表面,且所述可转印的装饰通过将所述可转印的装饰与所述粘合剂层一起与所述工件的至少部分表面接触而施加;
49、d)除去所述三维结构化成形层和所述任选的剥离层;
50、e)由此显示所述纹理层,其具有与所述三维结构化层互补的所述表面结构。
51、正例如下面将更详细地描述的,所述两种替代方案之间的区别在于这样的事实:在第一替代方案中,用于三维结构化成形层的载体通过喷墨印刷在载体上产生,该载体暂时是形成转印装饰的层的组合的一部分,并且在与所述三维结构化成形层一起粘附到工件上之后与所述层的组合分离。因此,该方法产生废料,即需要回收的载体及粘附于其上的三维结构化成形层。
52、根据所述第一替代方案的可能的改进,所述载体与所述成形层一起可以被储存并重新用于生产另外的三维的转印装饰。还可以提供闭环工艺,其中所述载体与所述成形层一起可以被储存并重新用于生产另外的三维的转印装饰。
53、根据变形实施例,载体可以从三维结构化成形层上清除,并在根据上述第一替代方案的用于生产和施加转印装饰的另一不同方法中重新用作载体。
54、在第二替代方案中,没有提供这种载体,而是简单地使用一种临时托盘,以允许进行用于生产三维结构化成形层的方法。在这种情况下,该层同时是用于一个或多个附加层的组合的支撑层,然后在没有所述托盘的情况下将该组合转印到工件的表面上。在这种情况下,没有待被回收的载体。
55、在上述两种替代方案中,由于上述层的顺序与形成转印装饰的层的组合施加到工件上之后的层的顺序是相反的,因此通过使用所谓的形成装饰层的主要(staple)层的倒置技术来执行该方法。
56、上面公开的两种替代方案优选地致力于通过叠加(additive)印刷,特别是通过叠加喷墨印刷来产生三维结构化成形层的方法。这意味着通过在表面的不同点或区域沉积不同厚度的油墨来获得提供涂层表面纹理的凹陷和浮凸的图案。
57、根据两个替代方案中每一个的另一可选实施例,在形成转印装饰的层组合中的粘合剂层之前,或者在工件上必须施加转印装饰的表面上,交替地施加白色层。
58、根据另一可选实施例,将着色层施加在白色层之上或交替地施加在白色层上。
59、根据变形实施例,粘合剂层可以施加在工件的表面上,并且当设置工件上时,施加在白色层和/或着色层之上,并且,通过将与三维结构化成形层相对的载体表面或与纹理层相对的三维结构化成形层的表面粘附在先前施加到工件的粘合剂层的暴露表面上,来执行上述公开的替代方案中每一个的步骤c)。
60、根据第三替代方案,通过使用可转印的装饰为工件提供在其表面的至少部分上具有三维纹理化表面涂层的方法,在于以下步骤:
61、a)通过在临时载体上施加一个或多个以下层来创建三维结构化成形层,按照下列顺序将所述层一个施加在另一个上:
62、i)第一白色层;
63、ii)任选的装饰层;
64、iii)纹理层;
65、iv)用于使所述纹理层三维成形的流体,根据使得三维结构化涂层的三维结构的图案重现的预定图案,通过覆盖第一区域而不覆盖第二区域,将所述流体施加在所述纹理层的顶部;
66、b)在工件表面上必须施加所述三维纹理化涂层的部分施加粘合剂层,
67、c)通过使与所述装饰层相对和/或与所述纹理层相对的所述白色层的表面与所述粘合剂层的暴露表面接触,将所述可转印的装饰施加到待装饰工件的所述部分上,
68、d)通过在被所述流体覆盖的至少一些区域除去用于三维成形的流体,或者在所述纹理层的未被所述流体覆盖的至少一些区域至少部分地除去所述纹理层的材料一定深度,来显示所述纹理层的三维结构。
69、关于纹理层的三维成形阶段,可以应用根据wo2020039361a1和/或wo2021214659a1或其变型所公开的技术。
70、根据上述技术的更一般的定义,纹理层的表面的三维成形通过以下步骤的组合产生:
71、-在基材的表面上施加由树脂a或含有树脂a的涂料或油墨制成的纹理层,从而形成涂层;
72、-当所述纹理层仍为液体或部分固化时,将液体b至少施加在纹理层的一部分上;
73、-照射以改变纹理层的材料和液体b的混合物的物理/化学状态,或仅改变纹理层在未被液体b覆盖的区域的材料的物理/化学状态,或仅改变液体b的物理/化学状态;
74、d.除去纹理层在未被液体b覆盖的区域的材料,和/或除去液体与纹理层在被液体b覆盖的区域的材料的混合物的材料,或仅除去液体b的材料。
75、根据形成纹理层的材料和/或液体b的化学/物理性质或组成,可以通过使用几种不同的技术或其中一种或多种技术的组合来进行去除,例如通过刷擦和/或砂磨和/或通过暴露于空气和/或液体射流和/或通过在溶剂中溶解和/或者通过洗涤来进行机械去除。
76、关于以上公开的三个替代实施例中的每一个,可以应用另外的步骤,即在施加到工件上的三维结构化的涂层的暴露表面之上施加一个或多个精整层。本发明的转印装饰目的可用于装饰各种刚性或柔性材料,例如木材和衍生物(例如mdf/hdf、刨花板、osb)、层压材料和三聚氰胺、各种塑料(例如pvc、pp、pe、pet)、玻璃、金属、墙面、天然或合成皮革、织物。材料可以是平面的或三维的,例如用于踢脚板或用于窗/门框的型材。转印装饰可以通过压延(calendering)施加、在3d型材的情况下通过辊施加、但也可以手动施加。
77、在本发明的一个形式中,一些层可以直接施加到待装饰的基材上。
78、这些层可以以与上面列出的不同的顺序施加。此外,根据装饰的美学和功能性,可以应用本发明方法的所有或仅部分的层对象。
79、原则上,构成转印的所有层都可以通过喷墨印刷来施加。
80、或者,可以使用传统的应用技术,例如轮转凹版印刷、柔性版印刷、滚筒和帘式涂布机。
81、在本发明的优选方面,槽模(slot-dies)的使用是特别合适的,这允许通过使用垫片来容易地定量施加的量和调节施加的宽度。
82、通常,这些层可以具有各种化学性质,例如但不限于聚氨酯、环氧树脂、丙烯酸酯、丙烯酸体系及其组合。
83、优选地,这些层由100%固体构成,以避免溶剂和/或水的蒸发操作。
84、在本发明的优选形式中,这些层具有可辐射固化的性质,一种在文献“radiationcuring:science and technology”(pappas)中广泛描述的技术。
85、当通过紫外线设备和/或通过用eb(electron beam,电子束)照射时,可辐射固化的树脂发生聚合,且基于交联机理可分为两种类型:
86、1)自由基,通常来自乙烯基单体和丙烯酸酯树脂,其分为几个子类:环氧丙烯酸酯、氨基甲酸酯-丙烯酸酯、聚酯-丙烯酸酯、聚醚-丙烯酸酯、氨基-丙烯酸酯、硅-丙烯酸酯、聚异戊二烯-丙烯酸酯、聚丁二烯丙烯酸酯和单体丙烯酸酯。在乙烯基单体中,我们可以提及n-乙烯基己内酰胺(nvc)、丙烯酰吗啉(acmo)、二乙二醇二乙烯基醚(dve-2)、三乙二醇二乙烯基醚(dve-3)和它们的混合物。
87、术语丙烯酸酯指的是丙烯酸酯和甲基丙烯酸酯树脂。
88、2)阳离子树脂,例如环氧树脂、多元醇和单体(例如氧杂环丁烷和乙烯基醚)。
89、通常,通过uv照射的辐射固化可以用一个或多个hg灯和/或led灯进行。
90、在本发明的优选实施例中,使用led灯来实施本发明的方法,与传统的hg灯相比,led灯的特征在于更低的消耗、更长的寿命和更低的热辐射。
91、喷墨
92、喷墨印刷可以是多通道/扫描模式或单通道模式,在多通道/扫描模式中,当要打印的材料前进时,通过打印头的多个通道产生图像,在单通道模式中,要打印的材料仅在打印头下通过一次,打印头安装在与待装饰的材料相同的宽度处。单通道印刷用于大批量(>1000m2/h),而多通道印刷用于中小批量(10-600m2/h),这当然是最常见的。
93、典型地,喷墨印刷涉及使用打印头来产生和喷射墨滴,这些墨滴然后将形成待打印的图像。作为示例,这种类型的印刷的细节可以在《fundamentals of inkj etprinting:the science of inkjet and droplets》(hoath,stephen)一书中找到。
94、根据所使用的打印头,所产生的液滴可以具有不同的直径并因此具有不同的体积。
95、除了固有的液滴尺寸(打印头的固有特性)之外,打印头本身还可以产生更大的液滴。例如,能够喷射4个灰度级的打印头将具有6pl的最小液滴,而最大液滴将为18pl。
96、载体
97、在根据以上公开的第一替代方案的本发明的一方面中,使用载体来将施加到其上的层转印到待装饰的材料上。
98、在本发明的一方面中,载体仅使用一次,并且在转印所需的层之后,将其重新卷绕并用于再循环。在这种情况下,3d结构可以保持粘附在载体上。
99、在本发明的优选形式中,载体是柔性的并且可以由以下组成:合成聚合物,例如bopp、pp、pet、pe、pvc;天然聚合物,例如纤维素、纸及其组合。为了降低成本,载体的厚度在12μ和100μ之间。
100、较低的厚度在机器中管理起来更复杂,特别是在高速下,而较高的厚度可能不方便,特别是如果薄膜仅使用一次。显然,可以使用不同的厚度来满足特定的需要。
101、在本发明的另一方面,载体是根据上面公开的第二替代实施例的载体,且是临时载体的形式,其不是形成待施加到工件上的转印装饰的层的组合的一部分。在这种情况下,载体被连续使用,并且不代表如根据第一替代方案的实施例中的废料层。除临时载体外,所有层(包括3d层)都被转移到待装饰的材料上。通过这种方式,载体可以重复使用,以无限地重复操作。对于该应用,载体优选地由机械抗性材料制成,机械抗性材料包括但不限于橡胶(例如硅橡胶、fkm、epdm)和聚合物(例如聚酰亚胺、聚酰胺、ptfe)、金属,厚度在0.5mm和5mm之间。
102、在本发明的另一形式中,载体是刚性的,并且就像它是模具一样使用,它通过将装饰压到待装饰的材料上来转印装饰。
103、为了获得不同的光泽度,可以用不同的光泽(gloss)对载体进行表面处理,光泽然后将被转移到已施加到载体上的第一层。例如,如果载体具有光泽度8(60°)并且第一层是纹理层,则一旦转印,其将具有相同的光泽度8(60°)。
104、3d层
105、纹理优选通过喷墨印刷产生,具有容易获得与底层图像配准(registeration)的优点。
106、叠加3d成形
107、在本发明的第一方面,通过叠加由喷墨印刷机打印的多个层来生成3d层。
108、为了方便起见,这种产生成形层的三维的方法称为“叠加3d”。
109、直接3d成形(direct 3d shaping)
110、在根据以上公开的本发明的第三替代方案的优选实施例中,可以使用在专利wo2020039361a1和/或wo2021214659a1中描述的技术,其中通过在液体涂层上喷墨打印特定液体来产生纹理。然后使整体固化/聚合,并通过除去先前已打印液体的区域来产生三维性。为了方便起见,这种产生三维性的方法称为“直接3d”。
111、在叠加3d成形层和/或根据上述直接3d技术而施加成形流体的纹理层与其它层一起被转印的情况下,为了获得工件的3d结构化涂层,必须将施加到纹理层的3d成形流体或三维结构化成形层除去(图2.7、图4.7、图7.8)。形成3d结构化成形层或3d成形流体层是为了获得比纹理层更软/更脆的材料,在纹理层中将产生3d结构。通常,3d结构化成形层或3d成形流体层的tg必须低于纹理层的tg,以便于将其去除。
112、优选地,3d结构化成形层或3d成形流体层的去除是机械类型的,并且因此可以使用用于木材刷擦的相同机械来进行。这些机器使用由或多或少的侵蚀性材料(钢、黄铜、尼龙纤维、聚酯纤维)制成的刷子和/或垫子,这取决于要除去的材料的硬度和所需的光洁度。上述设备例如由cefla(例如rsp4)和quickwood(例如gdi/300+lev)生产。
113、3d结构化成形层或3d成形流体层的去除也可以通过高压空气射流或高压水射流来进行。
114、在本发明的另一形式中,可以使用辊或胶带来除去3d层,然后可以对辊或胶带进行清洁并再次使用。
115、在本发明的另一形式中,可以使用合适溶剂除去3d结构化成形层或3d成形流体层。
116、在本发明的另一形式中,3d层结构化成形层或3d成形流体层是水溶性的,并且可以通过浸入水中或通过水射流除去。
117、在叠加3d的情况下,在纹理层中产生的三维深度是3d结构化成形层的厚度和随后施加到3d结构化成形层的层的厚度的函数。
118、在用于三维构造纹理层的直接3d技术的情况下,在纹理层中产生的三维深度是3d成形流体层和随后施加到所述3d成形流体层的层的厚度的函数。
119、在本发明的另一实施例中,通过组合根据上述实施例及变型的叠加3d和直接3d技术来生成3d纹理。
120、纹理层
121、-纹理层是通过本发明的方法对象而变成三维的层。
122、在本发明的优选实施例中,纹理层是保护层。
123、施加保护层(通常为20-200g/m2),其功能是保护装饰层免受磨损和损耗。保护层可以包含抗磨材料以增加其耐磨性。耐磨性取决于涂层本身的化学组成、抗磨颗粒(例如铝氧化物)的存在以及所施加的厚度。
124、装饰层
125、装饰层优选通过喷墨印刷施加,并产生装饰图像,但也可以形成纯色。
126、用于制造装饰层的油墨优选具有可辐射固化的性质,通常称为uv油墨,但也可以是水基的、溶剂基的或各种技术的组合(混合油墨)。
127、通常,印刷涉及使用四色工艺,例如青色、品红色、黄色和黑色,或者使用六色工艺,其中除了主要颜色之外,还使用相应的浅色,例如浅青色、浅品红色、浅红色和浅黑色。
128、在本发明的优选形式中,选择颜料以使同色异谱(metamerism)的影响最小化。特别是,构成黄色成分的颜料和构成红色成分的颜料对同色异谱起主要责任。使用红色而不是品红色可以减少红色成分的同色异谱。为了进一步减少这种现象,作者发现通过将经典的四色/六色处理与棕色色调相结合,可以进一步减少同色异谱。除了棕色有机颜料例如pbr 25和pbr 41之外,还可以使用无机颜料,与用于陶瓷的油墨装饰的颜料相同。
129、有利的是,本发明的技术对象的使用可以与特定的颜色一起使用,以生产浅色、中色、深色、不饱和以及灰色的木材。例如,除了lm,lc,lr等黑色和浅色外,打印机可以设置为使用2级或更多级的灰色(例如,浅黑色和浅浅黑色)来打印灰色或重度去饱和的木材。
130、消费者不仅要求他们的文档(图像)以颜色精确重现,还要求输出不随时间变化。随着时间的推移,通常通过校准来实现或保持颜色一致性。大多数现有的打印机校准方法都是基于模板的,这意味着它们需要打印机打印一组测试模板。然后测量实际输出并将其与期望输出进行比较,以产生驱动校准过程的误差信号。基于模板的方法本质上通常是“离线的”和“离散的”。因此,这种方法需要停止正常的打印过程。虽然这对于可能在打印作业之间安排校准的短期运行可能不是特别麻烦,但是当长期运行的打印作业需要被中断以进行校准时,这肯定是不方便的并且影响效率。此外,离线校准是“离散”事件,意味着在两次连续校准之间通常存在显著的时间间隔,其中在校准之间的时段期间可能累积明显的颜色误差。
131、在本发明的优选形式中,转印系统配备有能够反馈颜色并相应地调整颜色的在线(in-line)颜色测量。
132、白色层
133、色彩重现的一致性是喷墨印刷的主要限制之一。白色层用于使基板的颜色均匀,并带出装饰层。白色基料的量通常在10g/m2和50g/m2之间变化,这取决于待装饰的材料的背景颜色和所需的白点。
134、在本发明的另一形式中,可以通过将白色薄膜施加到待装饰的材料上来制造白色基板。该操作通常用于spc,在其上将白色pvc膜层压在芯材上。
135、着色层
136、可以施加着色层以减少油墨消耗并使背景均匀化。颜色可以是已配制好的,也可以通过组合不同的颜色在线创建。可以覆盖多个着色层以产生所需的色调。作为示例,通过施加两个或更多个叠加的颜色层或颜色来产生着色层。
137、在本发明的另一形式中,着色层施加在白色层下面,以使由于磨损引起的深划痕/磨耗不那么明显。在这种情况下,为了增加耐磨性,着色层可以包含耐磨填料。
138、在本发明的另一形式中,通过喷墨印刷施加着色层。
139、粘合剂层
140、粘合剂通常分为两种类型,这取决于它们是如何制造的。它们分为压力敏感型或基于聚合物的,但也有其他分类,包括:
141、1.厌氧的2.双马来酰亚胺
142、3.酪蛋白
143、4.氰基丙烯酸酯
144、5.糊精
145、6.导电的7.热熔型
146、8.酚醛
147、9.塑料溶胶
148、10.聚醋酸乙烯酯(pva's)
149、11.反应性的
150、12.基于溶剂的
151、13.热固性的
152、14.可辐射固化的
153、15.水基
154、压敏粘合剂(psa)由丙烯酸树脂、橡胶/乳胶或硅树脂组成。它们不需要溶剂、水或热来粘住,通过轻轻按压,能够被施加在纸、玻璃、木头、塑料或金属上。
155、聚合物粘合剂分为聚酯、聚氨酯、丙烯酸酯和环氧树脂。基于聚合物的粘合剂被认为是粘合木材的最佳选择,但实际上也用于许多其他行业。
156、最终,基于它们是否使用溶剂、水、热或三者的任何组合来粘到表面上对粘合剂进行分类。
157、优选地,粘合剂由psa(压敏粘合剂)组成,其优点是在待装饰的材料上获得立即粘合,而不使用热和高压,热和高压会在先前的层上产生机械/热应力,从而导致损坏/破裂。
158、在本发明的另一方面,psa是双重固化类型,例如psa固化可以通过uv辐射发生,同时可以活化异氰酸酯和羟基之间的副反应。这种类型的反应可以通过加热来促进。
159、在本发明的另一方面,psa是可辐射固化的,并且能够对两种不同的波长明显地反应,从而产生不同水平的粘性。该特性可以例如通过使用在不同波长下的反应性光引发剂来实现,例如tpo(385-410nm),其在与α-羟基酮的混合物中对较短波长(<365nm)不能很好地反应,另一方面,α-羟基酮在较短波长(<365nm)下具有反应性并且在较长波长(385-410nm)下不反应。当用led灯(385-410nm)照射时,如此配制的psa将具有良好的粘性,并且在施用后,可以用传统的hg灯照射,完成交联并获得结构性能。
160、在本发明的优选方面,通过喷墨印刷施加psa。
161、在本发明的另一方面,施加粘合剂层以产生3d图案,该3d图案能够在施加转印的过程中让空气逸出,从而使气泡的形成最小化。
162、在本发明的另一方面,在印刷的横向和/或纵向上以不同的量施加粘合剂层,在需要的地方施加更大的量。
163、在本发明的优选方面中,粘合剂层直接施加到待装饰的材料上。以这种方式,转印将仅粘附到待装饰材料的已施加粘合剂层的部分,防止其转移到不需要转印的材料部分。
164、在本发明的另一优选形式中,粘合剂层既施加在待装饰的材料上,也施加在转印材料上。通过这种方式,很容易使两层粘合。
165、在本发明的另一形式中,待转印的一层或多层也具有粘合性能。例如,白色层和/或图案化层可以配制成是psa而不是热活化配方。
166、在本发明的另一形式中,这些层可以彼此反应。例如,一层可含有异氰酸酯基,下一层和/或上一层可含有羟基,在两层之间形成异氰酸酯型结合。
167、剥离层
168、在本发明的另一方面,施加剥离层。该层具有促进转印分离的功能,使基板材料保持清洁,并准备接收下一层。例如,剥离层可由含有硅树脂部分的可辐射固化配方组成。
169、功能层
170、在本发明的另一可选方面,施加功能层。可以施加该层以赋予特殊的光学和/或物理性能,例如高折射率、导电性、珠光效应、金属效应、热敏性、导电性。功能层也可以用来发电,例如嵌入钙钛矿(pervskite)太阳能电池。
171、施加
172、可以使用例如压延机、双带压机、层压线和前述技术的组合,或者以不连续的方式使用例如平压机和膜压机来施加转印。构成转印的层可以以离散模式(图2、图3和图4)或连续交替(图7)产生。在不连续的基材例如地板板材上连续施加的情况下,可以在待装饰的材料上施加之前或在施加之后切割转印。可以例如通过使用刀或水射流来切割转印。在本发明的优选形式中,粘合剂已施加在待装饰的材料上,并且当对其施加连续转印时,压力能够将其切割,留下干净的边缘。可能的残留物很容易通过加压气流和/或刷洗除去。
173、在本发明的一形式中,直接将转印从载体施加到待装饰的材料上(图2和图3)。
174、在本发明的优选形式中,首先将转印从载体施加到一个或多个后续层压工具上,然后施加到待装饰的材料上(图4.6,图7.6)。
175、在本发明的优选形式中,在将转印施加到待装饰的材料上之后,有一个或多个附加的层压工具(图7.7),其适合更好地将转印粘附到待装饰的材料上。层压工具可以具有特定的形状,以更好地适应待装饰的材料的3d部分。
176、在本发明的优选形式中,转印具有比待装饰的材料稍大的尺寸。这种富余便于定中心和施加。在去除结合在纹理层中的3d层的同时,用相同的机器容易地除去富余。
177、在本发明的另一形式中,在卷起的柔性载体上产生转印。然后,可以将转印施加到待在专用设备上装饰的材料。为了促进剥离,建议使柔性薄膜的一侧具有剥离特性,或者可替选地,柔性薄膜可以在转印侧与硅树脂纸结合。
178、根据本方法的另一特征,工件设置有用于接收具有三维结构的涂层的表面区域,该表面区域具有预定的平面形状和根据跨越包含所述平面形状的平面的两个方向的预定尺寸,提供形成根据上述任一替代实施例的转印装饰的层的组合的步骤,其中,层的形状和尺寸基本上对应于待施加所述转印装饰的所述表面区域的形状和尺寸。
179、在型材的情况下,可以使用传统的型材包装机(barberan/cefla)。
180、在本发明的优选形式中,为了在光泽、触感、划痕和耐化学性方面获得所需的美观性,将精整涂层作为最终层施加(图2.8、3.8、4.8和7.9)。
181、在本发明的另一形式中,转印仅由几层组成。例如,可以仅转印具有或不具有3d层的纹理层。
182、可替代地,可以仅转印不具有纹理层的装饰层,并且可以稍后施加涂层。
183、在本发明的另一形式中,转印可以作为装饰性涂层手动施加到各种表面上。例如,它可以用来装饰用于diy(do-it-yourself,自己动手)的面板。
184、可以为根据一个或多个前述实施例及其变型的方法提供几个附加特征。所述附加特征可以可替选地或以彼此的任意组合来提供。
185、根据进一步的特征,形成转印装饰的层可以以不同的顺序施加。
186、在另一变型实施例中,形成转印装饰的一个或多个层被施加几次。
187、根据另一特征,层由可辐射固化体系构成。
188、仍根据另一变型实施例,一个或多个层除了它们作为剥离层和/或纹理层和/或装饰层和/或白色层和/或着色层的主要功能外,还具有粘合性能。
189、根据另一特征,在互相接触的两个或更多个层之间发生化学反应。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30968.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
块型艺术套件的制作方法
下一篇
返回列表