装饰面板和用于制造装饰面板的方法与流程
- 国知局
- 2024-06-21 13:10:14
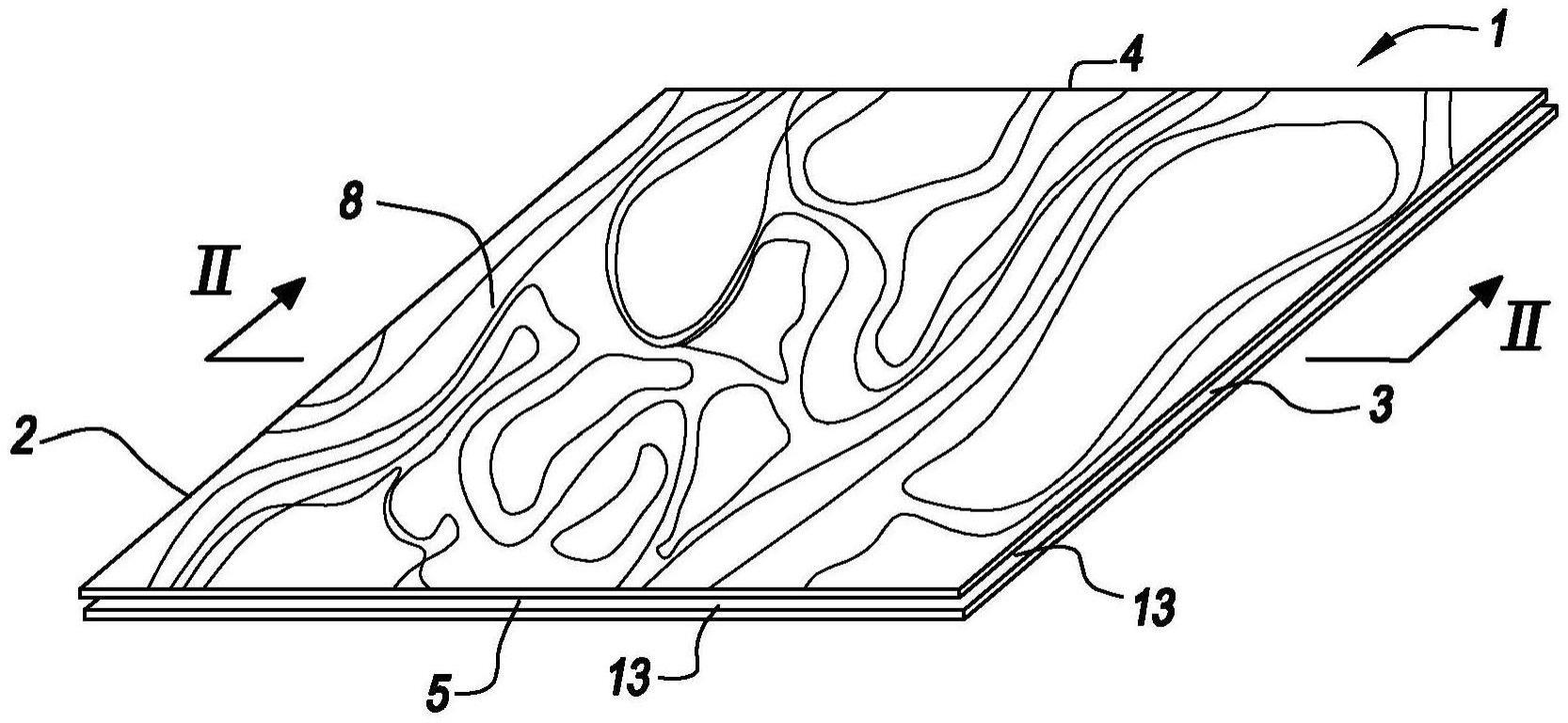
装饰面板和用于制造装饰面板的方法1.本发明涉及装饰面板以及一种用于制造装饰面板的方法。本发明首先针对地板面板,但是也可以应用于墙壁面板、天花板面板或家具面板。2.更具体地,本发明涉及至少由基底(基材,衬板,substrate)和装饰表面构成的类型的地板面板,装饰表面例如是设置在基底上的顶层,其中所述顶层包括图案。可以在所述图案上设置透明或半透明合成材料层,该层因此形成所述顶层的一部分。3.具体地,本发明涉及以下类型的地板面板:这些地板面板的两个或更多个相对的边缘包括联接装置或联接部,利用联接装置或联接部,两个此类地板面板可以在相应的边缘处联接,使得这两个地板面板在垂直于相应边缘且在地板面板的平面内的水平方向上以及在垂直于地板面板的平面的竖直方向上锁定在一起。此类地板面板可以应用于构成所谓的浮动地板覆盖物,其中地板面板在它们的边缘处相互连接,但是自由地铺设在底层地板上。4.从wo 97/47834和ep 1 290 290中,已知用于形成浮动地板覆盖物的层压地板面板。然而,层压地板面板显示出以下缺点:层压地板面板大多数设置有对水分敏感的基底,即mdf或hdf(中密度纤维板或高密度纤维板),并且当使用地板覆盖物时,设置在所述基底上的顶层会导致吱嘎噪音的产生。此外,wo’834的面板会随着环境相对湿度的变化而经受尺寸变化,从而需要使用膨胀轮廓等来覆盖所需的膨胀间隙,这会降低美感并且引入安全隐患。从ep 1 290 290已知提供具有结构化表面(例如,具有模仿木材孔隙的结构)的层压地板面板。5.从ep 1 938 963已知用于形成此类浮动地板覆盖物的乙烯基地板面板。此类乙烯基地板面板大多数具有3毫米至5毫米的厚度并且具有高材料密度。有限的弯曲刚度和高变形性是这些地板面板所固有的。当地板面板被应用于不平整的底层表面上时,这些特征会导致问题。也就是说,在一段时间后,底层表面的不平整性可能会迁移到地板覆盖物的表面。对于例如在桌子腿或椅子腿下面的局部负载而言,将产生永久的压痕,这也是不希望的。ep 1 938 963的地板面板要求软pvc芯中存在增塑剂,这可能导致环境问题和安全隐患。由于随着时间的推移,在pvc中使用某些增塑剂和其他添加剂已被禁止,旧pvc材料的回收远非简单明了,这是因为此类pvc废弃物可能含有同时已被法律禁止使用的化学物质。pvc中的卤素含量本身通常被视为污染源,例如当此类材料在其生命周期结束后将燃烧时。6.wo 2011/141,849和wo 2014/117,887公开了具有泡沫芯的装饰面板。根据wo 2011/141,849,获得了更高的弯曲刚度和对底层表面不平整性的迁移的增强的阻力。根据wo’887,泡沫芯不含增塑剂并且可以基于取代或未取代的聚烯烃热塑性材料。wo 2017/122149公开了具有包含热塑性聚酯和弹性体的芯的装饰面板。7.基于未取代的聚烯烃、取代的聚烯烃(诸如聚氯乙烯(pvc))的装饰面板或基于热塑性聚酯(诸如聚对苯二甲酸乙二醇酯)的装饰面板包括比wo’834的面板更好地防水并且在使用中实现更好地接受的噪音发展的基底材料。然而,此类面板也会经受尺寸变化,这主要是由变化的环境温度引起的。与环境相对湿度相比,环境温度在覆盖有面板的表面上可能显著不均匀地分布。例如在阳光直接照在覆盖物上的地方,即,在所谓的“热点”处,尺寸变化可能导致局部膨胀现象。覆盖物可以在热点处局部升高并且形成气泡和/或接头可以局部向上变形并且从所覆盖的表面突出。8.wo 2016/001859中提出了关于热塑性面板的热膨胀的一些解决方案,诸如掺入玻璃纤维织物和/或填充材料。从技术和经济上来说,使热塑性材料稳定的可能性是有限的。在热塑性材料中引入大量填充材料例如会导致脆性,这使得难以在此类材料中实现可靠的机械联接装置。9.本发明涉及一种替代装饰面板,该替代装饰面板特别是旨在作为用于形成浮动地板覆盖物的地板面板。根据本发明的各种优选实施方式,还为现有技术的地板面板的一个或更多个问题提供了解决方案。10.为此,根据本发明的第一独立方面,本发明是一种包括基底和装饰表面的装饰面板,该装饰面板的特征是所述基底包含不饱和聚酯的共聚物。优选地,所述基底是单层的,但是,根据变型,所述基底可以包括若干层。优选地,所述层中的至少一层包含所述共聚物,其中相应的层或基底的至少10wt%由所述共聚物形成。优选地,所述共聚物均匀地分布在相应的层或基底上。优选地,所述共聚物形成合成复合材料的基质或胶合相。优选地,相应的层或基底基本上由所述合成复合材料组成。11.根据最优选的实施方式,所述基底包括或是形成装饰面板的至少一半厚度和/或一半重量的层。12.不饱和聚酯是由多元醇、具有多个醇或羟基官能团的有机化合物与不饱的以及在某些情况下饱和的二元酸反应形成的缩合聚合物。所使用的典型多元醇是二醇,包括乙二醇、丙二醇和二乙二醇;所使用的典型的酸是邻苯二甲酸、间苯二甲酸、对苯二甲酸和马来酸酐。不饱和可以呈沿着聚合物链的马来酸酯和富马酸酯物质的形式。不饱和聚酯树脂是热固性的。在固化之后,获得在环境温度改变时具有低尺寸膨胀的防水材料,从而在很大程度上避免了由于例如热点引起的局部膨胀现象。13.装饰面板中的共聚物材料可以在不使用增塑剂或卤素的情况下提供。此外,共聚物材料提供了几种回收方式,无论是在产品寿命结束时还是作为生产中产生的废弃物材料。例如,共聚物材料可以再次化学分解成其原始成分,固化的材料也可以用作塑料中的填充材料,或者固化的材料可以燃烧以回收能量,同时对环境的影响最小化。14.由于本发明的装饰面板中共聚物的热固性,底层表面中的不平整性问题最小化。15.优选地,所述共聚物是不饱和聚酯和乙烯基单体的共聚物,或者换句话说,所述不饱和聚酯与乙烯基单体一起固化。乙烯基单体在固化反应中作为交联剂并且可以作为用于不饱和聚酯的稀释剂提供。优选地,乙烯基单体包含苯乙烯或由苯乙烯组成。根据变型,乙烯基单体包括α-甲基苯乙烯、甲基丙烯酸甲酯、乙烯基甲苯、乙酸乙烯酯和/或乙二醇二丙烯酸酯。16.优选地,所述共聚物是不饱和聚酯和苯乙烯的共聚物或者从不饱和聚酯和苯乙烯的固化反应获得。在不饱和聚酯的固化中,发明人使用苯乙烯作为交联剂,以经济的方式获得了最佳的机械性能和流畅的制造。17.优选地,所述不饱和聚酯包含或是双环戊二烯树脂。根据变型,所述不饱和聚酯包含或是选自由含对苯二甲酸的树脂、含邻苯二甲酸酐的树脂、以及含间苯二甲酸的树脂组成的组的树脂。18.优选地,所述基底或共聚物还包含:0.1wt%至10wt%的金属盐,优选过渡金属盐;和/或0.1wt%至10wt%的有机过氧化物,优选过氧化苯甲酰或过氧化甲乙酮。金属盐和/或有机过氧化物可以催化不饱和聚酯和乙烯基单体的固化或交联反应。可以使用钴盐作为金属盐。催化剂的量,无论是金属盐还是有机过氧化物,优选限制在总共最大10wt%,这是因为固化反应是放热反应,由于过度加热,可能会对材料造成损坏或不期望的机械性能。19.优选地,如上所述,所述共聚物形成合成复合材料的基质或胶合相。优选地,在此类情况下,所述基底或所述合成复合材料还包括每重量份共聚物至少2.5、至少3或至少4重量份的填充材料。可以使用无机颗粒(诸如碳酸钙、珍珠岩、沙子等的颗粒)作为填充材料。发明人已经发现,包含所述共聚物的基底或层可以被高度填充,而不会对相应获得的合成复合材料的弹性造成不可接受的损失。根据特定实施方式,填充材料包含优选与所述基质或胶合相具有相同组成的研磨固化的不饱和聚酯树脂颗粒。例如,显示出本发明特征的粉碎或研磨的回收装饰面板,或在制造此类面板期间获得的废料,可以作为基底或包含共聚物的相应层中的填充材料被回收并且再利用。作为替代方案,可以使用有机填料,诸如基于纤维素的填料。在此类情况下,可以采用呈颗粒或纤维形式的木材、竹子、亚麻、象草或稻壳作为填充材料。20.优选地,包含所述共聚物或合成复合材料的所述基底或相应层还包含增强纤维,诸如至少0.1wt%的此类增强纤维。优选地,包含所述共聚物或合成复合材料的所述基底或相应层还包含至少5wt%、优选5wt%至25wt%增强纤维。随着纤维的可用性增强,可以进一步优化所获得的面板的弹性和/或尺寸稳定性。这在具有具有挠性或可压缩部分的机械联接部的面板的情况下特别令人感兴趣。对于增强纤维,即使在存在大量填充材料的情况下,也可以维持可接受程度的弹性,例如当所述基底或所述合成复合材料包含至少3重量份或至少4重量份的填充材料时,诸如每部分共聚物包含caco3颗粒。优选地,增强纤维优选松散且分开地分布在包含本发明共聚物的基底或层的厚度上。根据变型,所述增强纤维可以相互连接并且形成嵌入共聚物材料或合成复合材料中的织造或非织造织物,而不是单独设置在共聚物中。所述增强纤维还可以显示以下性能中的一种、或者两种或更多种的组合:[0021]-所述增强纤维选自由玻璃纤维、岩石纤维、聚乙烯醇纤维、钢纤维、芳纶纤维、聚乙烯纤维和碳纤维组成的列表的性能。在玻璃纤维的情况下,优选使用如din 1259中所定义的e-玻璃纤维;和/或[0022]-所述增强纤维具有超过2500mpa的拉伸强度和/或大于40更好的是大于60gpa的杨氏模量的性能;和/或[0023]-所述增强纤维的平均长度为1mm或更长的性能;和/或[0024]-所述增强纤维具有位于1微米至100微米之间或更好地位于3微米至30微米之间的直径的性能。[0025]优选地,所述共聚物至少从不饱和聚酯树脂,乙烯基单体、优选苯乙烯,碳酸钙,短切玻璃纤维和有机过氧化物获得。[0026]优选地,所述共聚物或合成复合材料形成没有内部空隙的固体材料层或基底。根据变型,所述共聚物或合成复合材料可以发泡以产生至少5%的重量减轻。优选地,此类发泡是通过添加诸如膨胀聚苯乙烯、珍珠岩、蛭石、浮石等发泡填充材料获得的。根据另一种变型,所述共聚物或合成复合材料包括内部空隙,这些内部空隙呈由所述共聚物或合成复合材料至少在两个正交方向上包围的中空腔室形式。此类腔室可以例如在相应基底或层的生产(例如,通过挤压或模制进行生产)过程中获得。优选地,此类腔室朝向相应基底或层的一对相对的边缘或相邻的边缘中的一个或两个边缘敞开。呈泡沫单元或更大腔室形式的内部空隙的可用性可以提供材料使用的节约,以及提供额外的性能(诸如噪声衰减),或者提供额外的技术功能(诸如引导管或线穿过所述腔室的可能性)。通过让空隙或腔室在至少一对相对的边缘中的一个或两个边缘处敞开,可以在相关边缘处向可能可用的联接装置提供额外的挠性,和/或可以为外部功能材料(诸如防水剂或超吸收聚合物材料)提供凹穴。[0027]优选地,所述装饰面板是矩形的,即正方形的或长方形的。当长的一对相对的边缘的长度与短的一对相对的边缘的长度之间的比率为1至3时,可以获得具有石头或陶瓷材料外观的装饰面板。当所述比率较高时,可以获得具有木质拼花面板外观的装饰面板。当所述比率为1时,也可以获得具有木质拼花瓷砖外观的装饰面板。根据变型,所述装饰面板可以具有三角形、四边形(例如,梯形)、六边形形状,例如使得图案可以在由此类面板组装的覆盖物中实现。[0028]优选地,所述基底至少在其底表面处包括一个或更多个陷凹。此类陷凹可以用来节约所用的材料。由于共聚物的热固性质,此类陷凹在面板的装饰表面处变得可见的任何风险被最小化。发明人已经发现,此类材料能够桥接相对较大的区域,而没有在装饰表面处变形的风险。陷凹可以根据几种可能性来实现,下面列出了一些可能性,但并不详尽。[0029]根据第一种可能性,所述一个或更多个陷凹形成为仅朝向基底的底表面敞开的凹穴。此类陷凹可以制成为不与装饰面板的边缘相交的情况,使得可以充分利用例如可以包含联接装置的潜在成形边缘。根据本第一种可能性的优选实施方式,所述基底包括一个陷凹或例如通过肋彼此分开的多个陷凹,其中所述一个或多个陷凹一起形成延伸超过基底的整个背表面的至少40%或至少60%的锯齿状背表面。优选地,所述一个陷凹在所述后表面居中或大约居中地定位。优选地,所述多个陷凹是居中或大约居中地定位的陷凹型构。优选地,所述型构是均匀的,且在基底的后表面的平面中的一个或两个正交方向上的相应陷凹之间存在固定的距离。根据另一优选实施方式,所述陷凹以标志的形式制成和/或形成文本。[0030]根据第二种可能性,所述一个或更多个陷凹形成为狭缝,这些狭缝朝向基底的底表面和朝向面板的多个侧边缘中的至少一个侧边缘敞开。优选地,此类狭缝朝向面板的多个侧边缘中的至少两个侧边缘敞开。这两个侧边缘可以彼此相对或者彼此相邻。根据所述第二种可能性的优选实施方式,所述一个或更多个陷凹朝向矩形基底的两个相对的边缘敞开,而其他两个相对的边缘是不间断的。[0031]优选地,陷凹被限定为除了在深度方向上延伸之外,还在两个正交的主方向上延伸,其中限定所述陷凹的相对的侧壁之间的距离在其中陷凹具有最小范围的正交主方向上优选大于面板的厚度,甚至更好地达到所述面板厚度的至少2倍。发明人已经注意到,当根据本发明时,基底的材料能够桥接此类陷凹,而没有或具有最小化面板的顶表面变形和陷凹在面板的装饰表面变得可见的风险,即使当陷凹在深度方向上延伸超过基底厚度的30%或更大时也是如此。[0032]优选地,陷凹的最大深度至少为面板厚度的20%。[0033]优选地,陷凹在其最深点处具有定位在限定所述陷凹的两个相对的侧壁顶部上的圆顶形几何形状,并且/或者至少由在所述正交方向之一上延伸到限定所述陷凹的相对的侧壁中的锉圆部限定的几何形状。[0034]本发明的装饰面板的装饰表面可以根据几种可能性形成,下面列出了其中一些可能性,但并不详尽。[0035]根据第一种可能性,所述装饰表面包括具有印刷图案(motif)的载体片,其中所述载体片选自纸片、pvc膜、pp膜、pe膜、pet膜、petg膜。在载体片是纸片的情况下,载体片优选含有树脂,诸如三聚氰胺甲醛树脂和/或不饱和聚酯树脂。发明人已经发现,使用三聚氰胺甲醛和不饱和聚酯树脂的混合物可以实现非常好的耐刮擦性和耐磨性以及增强的耐分层性。根据本第一种可能性,装饰表面还可以包括施加在所述印刷图案上的透明层。优选地,此类透明层包含与施加到其上的载体片或树脂相同或相似的聚合材料。[0036]根据第二种可能性,所述装饰表面包括形成在优选具有底漆层和/或背景层的中间体的基底上的印刷图案。优选地,此类印刷图案通过例如使用水基油墨工作的喷墨印刷机形成在基底上。在印刷之前,将一层或多层底漆层、优选水基底漆层施加到基底的表面。根据本第二种可能性,装饰表面还可以包括施加在所述印刷图案上的透明层。优选地,此类透明层包括可辐射固化的清漆,诸如可uv固化的丙烯酸清漆。[0037]根据第三种可能性,所述基底的表面在所述装饰表面处保持至少部分可见。优选地,在此类情况下,至少在相应表面处的基底是着色的或者包括构成图案的着色区域。基底材料的着色可以朝向基底的中心延伸例如超过至少0.5mm的距离或者可以进一步向下延伸可能超过基底的整个厚度。透明清漆或其他层可以施加在基底材料的顶部上。潜在地,本第三种可能性可以与上述第二种可能性相结合,因为由基底形成的图案通过印刷图案局部补充例如以包括复杂的特征。然而,优选地,根据本第三种可能性,优选地,基底材料表面面积的至少30%、甚至更好地至少75%在装饰表面处保持可见。[0038]利用上述第一种可能性以及上述第二种和/或第三种可能性,可以在装饰表面处实现浮凸部或结构。此类浮凸部或结构可以通过形成基底并且使装饰表面与基底一致和/或通过形成装饰表面来获得。此类浮凸部或结构可以根据图案实现或反之亦然,其中例如印刷木材图案中可用的木材孔隙、纹理线、节瘤和/或裂缝可以伴随着紧接在相应图案部分上方的透明层中的匹配陷凹,和/或其中例如形成在基底材料的顶表面中的木材孔隙、纹理线、节瘤和/或裂缝形式的陷凹可以设置有匹配的印刷图案部分。印刷图案可以遵从基底的不平整性,并且施加在印刷图案上的透明层将被制成大体上符合印刷图案的浮凸部,尽管透明层可以设置有独立于基底表面的局部压印部。在基底表面以及透明层彼此独立变形的情况下,则优选基底表面中可用的最大变形的深度和/或面积分别大于透明层表面中可用的最大独立变形的深度和/或面积。例如,基底的变形可以用于模仿较大的表面不平整,诸如撕裂的木材部分或木材裂缝或石头的较低位置区域,而透明层中独立可用的更受限制的变形可以用于模仿更微妙的结构,诸如一般的石头结构、木材纹理和木材孔隙。[0039]本发明的装饰面板可以是地板面板、墙壁面板或天花板面板,并且可以采取任何形状,但是优选为正方形或者矩形和长方形。装饰面板可以设置有一体的安装装置,诸如在与所述装饰表面相对的面板表面处的一体垫;一体的粘合装置,诸如预先施加的、潜在可激活的胶水;和/或机械联接装置或联接部。在预先施加胶水的情况下,此类胶水可以施加在一个或更多个边缘处和/或与所述装饰表面相对的面板表面处。可以在安装之前用可释放的箔片为预先施加的胶水屏蔽灰尘和其他影响。[0040]优选地,所述装饰面板至少在两个相对的边缘处设置有机械联接装置或联接部,两个此类地板面板可以利用机械联接装置或联接部在相应的边缘处联接。优选地,面板在两对相对边缘处设置有相同类型或不同类型的联接装置或联接部。优选地,所述联接部允许两个此类面板可以在垂直于相应边缘的水平方向上且在面板平面内以及在垂直于面板平面的方向上锁定在一起。很明显,当应用于地板面板时,此类地板面板适合于构成所谓的浮动地板覆盖物,其中这些地板面板在其边缘处相互连接,然而,自由地铺设在底层地板上。[0041]所述机械联接装置或联接部可以显示以下特征中的一个或两个或更多个的组合:[0042]-在所述两个相对边缘处设置的联接装置基本上在一个边缘处成形为舌部并且在另一边缘处形成凹槽的特征。凹槽由上唇和下唇界定。舌部和凹槽可以基本上负责在所述竖直方向上的所述锁定。舌部和凹槽还包括锁定装置,当处于联接状态时,锁定装置防止舌部和凹槽偏移分开。锁定装置可以包括位于下唇上侧的突起,以用于与舌头底部处的陷凹配合;[0043]-通过一个面板相对于另一个面板的转动运动和/或通过一个面板以基本上水平的方式朝向另一个面板的移动运动,联接装置允许面板在相应的边缘处变得彼此连接的特征;[0044]-在所述两个相对边缘处设置的联接装置基本上在一个边缘处成形为舌部并且在另一边缘处形成凹槽的特征。凹槽由上唇和下唇界定。下凹槽唇挠曲并且在联接时朝其原始位置返回。在联接条件下,下槽唇可能没有完全返回到其原始位置,而是相反,可能保持弯曲例如小距离,即百分之几毫米。在这样做时,下唇可以在舌部与凹槽之间的接触位置主动推动舌部,并且迫使舌部与所述凹槽更紧密地接合,其中例如可以限制面板之间接头处的可能接缝的宽度。下唇的此类动作本身被称为“预张紧”并且例如在wo’97/47834中公开;[0045]-机械联接装置或联接部允许通过具有例如舌部的外凸联接部的向下运动而联接到具有例如凹槽的内凹联接部中的特征。此类机械联接部可以与面板形成为一件。在此类情况下,机械联接部可能需要由基底材料成形的挠性或可压缩部分。此类部分可以在将外凸部引入到内凹部中时挠曲变形或变得被压缩,并且可以在联接运动的即将结束时松弛,并且此类部分至少增加了在垂直于所联接的面板的平面的方向上获得的锁定(如果不是对此负责的话)。此类部分可以被包括在所述内凹部上、例如作为从面板的底部部分侧向突出的唇的一部分,和/或被包括在所述外凸部上、例如作为在所述外凸部的远端处的突出部分。适用的机械联接部例如在pct/ib2020/060310(在本技术的申请日尚未公开)、ep 2 440 724或wo 2009/061279中公开。根据变型,此类机械联接部可以包括单独的可移动插件,例如在垂直于所联接的面板的平面的方向上锁定相应的边缘。在后一种情况下,可以应用ep 1 415 056、wo 2006/043893或ep 2 800 847中公开的单独的可移动插入件;[0046]-械联接装置或联接部或至少相关的上边缘是通过旋转铣削工具利用铣削处理实现的特征;[0047]-机械联接装置或联接部的轮廓至少70%形成在基底中,优选形成在所述基底的包含所述共聚物或合成复合材料的一层或多层中;[0048]-机械联接装置或联接部的轮廓至少70%形成在所述基底的包含所述共聚物、增强纤维和/或填充材料的一层或多层中。[0049]优选地,所述机械联接装置或联接部基本上或全部在所述基底中实现。优选地,所述联接装置通过旋转铣削工具利用铣削处理来设置。优选地,本发明的地板面板涉及长方形或正方形的矩形面板,其在两对相对的边缘上设置有机械联接装置。两对边缘都可以包括联接部,从而允许通过一个面板相对于另一个面板的转动运动和/或通过一个面板以基本水平的方式朝向另一个面板的移动运动将面板在相应的边缘处彼此连接。根据替代方案,一对边缘可以包括如下联接部:允许通过一个面板相对于另一个面板的转动运动和/或通过一个面板以基本水平的方式朝向另一个面板的移动运动将面板在相应的边缘处彼此连接,而另一对边缘包括如下联接部:允许通过具有例如舌部的外凸联接部的向下移动而联接到具有例如凹槽的内凹联接部中。[0050]发明人已经发现,本发明的基底材料理想地适用于提供在联接时需要基底材料有一定挠性的机械联接装置,例如可能是以下情况:机械联接装置允许两个面板通过转动运动、滑动运动或向下运动连接,特别是当这些联接部与面板制成一体时。甚至是以下情况:当应用大量填充材料时,例如当所述基底或所述合成复合材料每部分共聚物还包含至少3或至少4重量份的填充材料时,特别是当还应用增强纤维时。优选地,此类联接部的一个或更多个挠性或可压缩部分包含所述共聚物或合成复合材料。根据优选实施方式,所述分离且松散设置的增强纤维存在于此类联接部的一个或更多个挠性或可压缩部分中。因此,在联接部基本上成形为具有锁定装置的舌部和凹槽情况下,其中这些联接部允许两个面板通过转动运动和/或滑动运动连接,优选地,至少凹槽的下唇包括所述增强纤维。优选地,此类下唇的整个上侧由包含所述共聚物或合成复合材料的所述基底或层形成。凹槽的下唇在其最薄部分处的厚度的至少50%并且甚至更好地至少80%优选地由包含所述共聚物并且因此优选地还包含所述增强纤维的所述基底或层形成。在联接部被成形为外凸部和内凹部的情况下,其中这些联接部允许两个面板通过向下运动来连接,而无论联接部是否与面板制成为一件式的,优选地,所述内凹部包括从所述面板的底部延伸的唇,所述唇包括用于容纳所述外凸部分的座。所述唇优选地包含所述增强纤维,其中优选地所述唇的整个上侧由包含所述共聚物或合成复合材料的所述基底或层形成。所述内凹部的所述唇在其最薄部分处的厚度的至少50%并且甚至更好地至少80%优选地由包含所述共聚物并且因此优选地还包含所述增强纤维的所述基底或层形成。[0051]出于与第一方面中相似的目的,根据第二独立方面,本发明是一种用于制造装饰面板的方法,其中所述装饰面板包括基底和装饰表面,该方法的特征是所述方法至少包括提供包含不饱和聚酯共聚物的基底的步骤。很明显,第二方面的方法可以用于制造第一方面的面板和/或其优选实施方式。[0052]优选地,所述提供基底的步骤包括:[0053]-将选自由双环戊二烯树脂、主要含有对苯二甲酸的树脂、主要含有邻苯二甲酸酐的树脂和主要含有间苯二甲酸的树脂的树脂与至少乙烯基单体(优选苯乙烯)混合来提供混合物;以及[0054]-将所述混合物成形并且固化成所述基底的至少一部分。[0055]优选地,所述混合步骤包括揉捏和/或挤压所述混合物的部件。[0056]优选地,所述混合物还包括填充材料、增强纤维、金属盐和/或有机过氧化物。[0057]优选地,所述成形至少包括所述混合物的压实、例如压实成最终期望的厚度。所述成形还可以包括尺寸调整成矩形或正方形形状,其尺寸大约是面板的最终尺寸的一倍,或者大约是面板的最终尺寸的整数倍,和/或可以包括在基底材料的一个或更多个主要表面上形成浮凸部和/或可以包括在基底材料的一个或更多个侧面上形成成形边缘。如上所述,此类成形边缘可以例如包括联接部或其部分。[0058]优选地,所述成形和固化所述混合物包括在0.1mpa至6mpa、优选1mpa或更高的压力下压制所述混合物。优选地,所述成形和固化通过开闭压机执行。此类开闭压机可以包含一个或更多个结构化压机元件,以用于在基底材料的一个或两个主要表面上提供浮凸部。根据变型,所述成形和固化包括通过模具(例如,平模具)挤压所述混合物。所述挤压之后可以进行结构化操作,例如通过一个或更多个辊或者通过连续操作的压机在一个或两个主要表面上提供浮凸部。根据又一个变型,所述成形和固化所述混合物包括例如通过一个或更多个分散站将所述混合物沉积在输送装置上并且通过连续操作的压机例如在钢带压机的多个带之间压缩所述混合物。可以构造一个或两个钢带或者可以在压机中引入额外的构造材料,以便在基底材料的一个或两个主要表面上形成浮凸部。附加的结构化材料可以是压箔或压板。[0059]通常,优选地,所述成形和/或固化在操作时在封闭的模具腔体(即,在所有方向上围绕待成形和/或固化的混合物的腔体)中进行。此类模具腔体可以例如被包括在如上所述的开闭压机中或者被包括在注射成形设备中。[0060]根据替代实施方式,所述成形可以包括添加制造技术,诸如材料喷射,其中至少混合物以不平整或空间变化的方式沉积。[0061]优选地,所述混合物包含以下量的至少以下组分:[0062]-100重量份的混合物,其中所述混合物包含30%至60%的不饱和聚酯,优选双环戊二烯树脂(例如,cas#77-73-6),25%至55%的乙烯基单体,优选苯乙烯(例如,cas#100-42-5)和可能5%至20%的聚苯乙烯(例如,cas#9003-53-6);[0063]-0至600重量份,优选200至500重量份的填充材料,优选碳酸钙;[0064]-0至50重量份,优选10至35重量份的增强纤维,优选短切玻璃纤维;[0065]-0.1至5重量份,优选0.5至2.5重量份的有机过氧化物,优选过氧苯甲酸叔丁酯(例如,cas#614-45-9)或过苯甲酸叔丁酯;并且优选[0066]-0至8重量份,优选2至6重量份的金属盐,诸如硬脂酸锌(例如,cas#557-05-1)。[0067]根据最优选的实施方式,所述混合物至少包含以下量的下列组分:[0068]-100重量份的混合物,其中所述混合物包含44%至48%的不饱和聚酯、42%至46%的苯乙烯(例如,cas#100-42-5)和9%至11%的聚苯乙烯(例如,cas#9003-53-6);[0069]-400重量份碳酸钙;[0070]-30重量份短切玻璃纤维;[0071]-1重量份的tbpb或过氧苯甲酸叔丁酯(例如,cas#614-45-9);以及[0072]-4.5份硬脂酸锌(例如,cas#557-05-1)。[0073]硬脂酸锌或金属盐可以在混合物的成形过程中用作脱模剂。[0074]优选地,所述成形和固化包括将所述基底的所述部分形成为具有板形状,且在所述板的至少一个主要表面上具有装饰浮凸部。如结合第一方面所解释的,基底的变形可以用于模仿较大的表面不平整,诸如撕裂的木材部或木材裂缝,或者石头的较低位置区域。[0075]优选地,所述方法还包括向所述基底提供装饰表面的步骤。如结合第一方面所解释的,可以为此实践几种可能性,例如上面提到的第一种或第二种可能性。优选地,所述提供装饰表面的步骤包括将纸片施加到所述基底,其中所述纸片含有三聚氰胺甲醛树脂和/或不饱和聚酯树脂。在所述装饰表面包括形成在基底上的印刷图案的情况下,例如在底漆层和/或背景层的中间的情况下,此类印刷图案优选地与形成在基底的相应主表面中的任何浮凸部配准施加。为此目的,向印刷设备提供关于要印刷的基底的数据,使得待施加的印刷可以与所形成的浮凸部对齐。例如,表面的浮凸部可以借助于光学检查(例如,通过一个或多个相机)或借助于要印刷的物体上可用的标记来识别。优选地,印刷设备包括数字控制的印刷机,诸如喷墨印刷机。[0076]根据上述任何方面,面板的基底优选具有2毫米至10毫米的最大厚度。面板优选具有2毫米至15毫米的最大厚度。[0077]优选地,所述基底材料具有至少450千克/立方米的平均密度。优选地,所述平均密度在每立方米500千克至900千克之间。根据另一优选实施方式,所述平均密度在1500千克/立方米至2400千克/立方米之间、更具体地在1850千克/立方米至2150千克/立方米之间。当所述填充材料以每重量份共聚物至少3重量份或至少4重量份的比率施用时,尤其获得此类优选实施方式。[0078]根据本发明的第一和/或第二方面的特定实施方式,所述共聚物或合成复合材料被发泡,优选在一定程度上使得包含所述共聚物或合成复合材料的层的重量减少至少10%,或使得基底材料作为一个整体的重量减少至少7%。[0079]通常,在本发明的上下文中,面板的基底是没有胶合层的材料,胶合层延伸到面板顶部的下方,可能在顶层的下方,并且优选形成相应面板的至少一半厚度和/或相应面板的一半重量。如前所述,基底可以由均匀或几乎均匀组成的单层形成,或者可以由多个层形成,每个层具有自己的均匀或几乎均匀的组成。在后一种情况下,各个层在没有中间胶合层的情况下彼此粘附,而是例如彼此热层压,或者在彼此顶部固化或固结。一个或更多个此类层可以包含增强片,诸如例如呈织造或非织造玻璃纤维层的形式的玻璃纤维层。优选地,这些层不含纺织层。如前所述,优选地,基底包括在单层或多层中单独且松散分布、优选均匀或几乎均匀分布的增强纤维。[0080]如前所述,根据前述任何方面,本发明的基底材料可以是单层的,或者可以形成为包括多层,例如三层或五层,其中所述层中的至少一层是基于所述不饱和聚酯树脂实现的。多层的基底可以显示以下两种或多种性质中的一种、或者两种或更多种的组合:[0081]-至少两层,并且优选所有层,包含所述共聚物和/或由所述合成复合材料形成。很明显,共聚物和/或合成复合材料可以显示上述优选组合物和其他性能;[0082]-至少一层包含不同于所述共聚物的热固性树脂。优选地,此类层不含所述共聚物。所述热固性树脂可以选自由热固性聚氨酯、三聚氰胺甲醛、脲甲醛、苯酚甲醛(酚醛,phenol formaldehyde)、热固性丙烯酸树脂及其混合物组成的列表。此类层可以包含织造或非织造片状材料,诸如纸片、纸板片或织物层。在热固性丙烯酸树脂的情况下,可以应用wo 2020/095196中公开的树脂;[0083]-至少一层包括热塑性聚合物。优选地,此类层不含所述共聚物。所述热塑性聚合物可以是聚烯烃、诸如聚乙烯或聚丙烯,聚酯、诸如聚对苯二甲酸乙二醇酯,或乙烯基聚合物、诸如聚氯乙烯或聚丁酸乙烯酯。优选地,此类层还包括填充材料,优选无机填充材料,诸如caco3;[0084]-至少一层是木质的或包含木材。相应的层可以包含例如按重量计至少10%的木纤维和/或木颗粒。纤维和/或木材颗粒可以通过不同于或相同于所述共聚物的热塑性或热固性材料彼此粘附。相应的层可以例如是或具有木质纤维板(诸如mdf)或木质刨花板的组合物。根据变型,相应的层可以基本上由天然木材层形成。此类天然木材层可以例如由于由不存在的木螺母形成的孔的自然存在或者由于机械加工被穿孔。此类穿孔可以允许相邻层的材料延伸到并且可能穿过所述天然木材层,从而使得此类层在基底材料中的良好结合;[0085]-至少一层具有与多层基底内的另一层的颜色不同的颜色。优选地,此类层使用着色颜料或染料着色;[0086]-至少一层包含一体的图案。此处意味着该层包括形成图案的不同颜色的区域。例如,可以通过相应层的厚度对层进行着色以代表木材纹理图案或石头纹理图案。[0087]在单层基底的情况下,在基底材料的至少一层中存在不同颜色的区域以形成一体图案也是令人感兴趣的。在单层和多层基底的情况下,此类一体图案优选至少存在于基底的顶表面处,并且优选延伸到所述基底的厚度中至少0.5mm。因此,此类一体图案可以形成相应面板的装饰,和/或增加设置在所述表面上的装饰顶层的真实印象。在后一种情况下,一体图案优选具有与所述装饰顶层相匹配的颜色。当从面板的侧面观察时,一体图案可以显示分别与木材设计或大理石或花岗岩设计相匹配的木材纹理线或石头纹理的图像。在任何情况下,可以获得增强的耐磨性,这是因为例如在一体图案内较大的磨损深度可以保持为用户所接受。根据特定实施方式,本发明的面板包括具有完整图案的基底,即在其整个厚度或基本上在其整个厚度上包括不同颜色区域的基底。不同颜色的区域在基底表面上形成图案。在穿过基底厚度的任何水平截面中,可以存在相同或不同的图案。优选地,图案在整个基底材料厚度或基本上整个基底材料厚度上从一个水平截面到另一个水平截面连续变化,即没有突然变化。连续变化优选地产生连续穿过基底厚度的着色区域并且优选地在所述厚度上轻轻地侧向扫描。所述侧向扫描可以包括着色区域边界的水平位置变化,该水平位置变化小于变化自身显现的厚度的两倍。此类面板的顶表面可以至少用透明层(诸如清漆层或三聚氰胺层)以使基底的顶表面和由所述着色区域形成的图案保持可见的方式来完成。不排除某些颜色增强或装饰特征被额外印刷在所述基底的表面上。然而,优选地,至少30%、甚至更好地至少75%的基底表面面积在最终面板中保持可见。[0088]例如根据上述,具有集成在基底中的图案的装饰面板可以使用所谓的数字干装饰方法来制造,其中不同颜色的基底材料的粉末以受控的方式沉积。例如,一个或更多个分散单元可以横向延伸地应用在输送装置的至少一部分上,其中分散单元包括多个单独可控的开口,粉末可以通过这些开口离开分散单元。相应的开口可以被控制为根据要在基底厚度的相应部分中优选地至少在所述基底的表面上形成的图案打开和关闭。[0089]根据本发明的根据其第一和/或第二方面的特定实施方式,所述面板的基底可以包含在至少两个正交方向上与所述共聚物或合成复合材料相邻的内部材料。内部材料可以例如具有矩形棱柱形状,该矩形棱柱形状在一对两个相对的小边缘的两个边缘处邻近所述共聚物或合成复合材料。此外,此类内部材料可以在另一对两个相对的小边缘的两个边缘处、在其底部处和/或其顶部表面处与所述共聚物相邻。本特定实施方式为本发明的面板提供了几种额外的可能性,其中三种可能性在下面更详细地描述,但不是详尽的。[0090]根据第一种可能性,内部材料可以用于限制待模制的共聚物的量,潜在地使得制造过程加速。在此类情况下,可以将内部材料预成形并且放置在模具中。然后,可以将共聚物固化并且成形为在两个或更多个正交方向上与内部材料相邻。可以将共聚物固化并且成形为完全包围所述内部材料。[0091]根据第二种可能性,内部材料可以是可在所述基板的表面处获得的板材料。例如,内部材料可以是木质板,诸如mdf或hdf板(中密度或高密度纤维板)。此类板在表面处的可用性(其中,此类板形成基底的实际表面的主要部分、例如至少80%)可以实现有利的精整可能性,诸如通过三聚氰胺树脂浸渍的纸容易层压。此类内部材料可以在所有其他正交方向上与所述共聚物相邻。目前的可能性还可以实现改进的抗压痕性。[0092]根据第三种可能性,内部材料可以为所述基底或面板提供附加功能。例如,内部材料可以由比所述共聚物更软的材料制成,以便提供一些声音吸收。[0093]从上文可以清楚地看出,根据第一独立方面和/或根据第二独立方面制造的具有以下组合特征的面板形成本发明的特别优选的实施例:[0094]-装饰面板,包括基底和装饰表面,该装饰面板的特征是所述基底包含不饱和聚酯和乙烯基单体(诸如,苯乙烯)的共聚物;以及[0095]-其中基底还包含相对于每份共聚物至少3重量份、优选至少4重量份的填充材料,例如caco3颗粒;以及[0096]-其中基底还包含在基底的厚度上松散且分开地分布的增强纤维,例如短切玻璃纤维;[0097]-其中面板在至少两个相对的边缘处设置有机械联接部,这些机械联接部或者基本上成形为舌部和具有上下凹槽唇的凹槽,或者成形为外凸部和内凹部,其中所述内凹部包括从面板的底部部分突出的唇,其中所述下凹槽唇或内凹部的所述唇包含所述增强纤维、所述填充材料和所述共聚物(视情况而定);[0098]-其中视情况而定,所述下凹槽唇或内凹部的所述唇在其最薄部分的厚度的至少50%由包含所述共聚物、所述填充材料和所述增强纤维的材料实现。[0099]如上所解释,这些特征的协同组合可以令人惊讶地产生可维修的、易于安装的、稳定的覆盖物,例如地板覆盖物,该覆盖物通过至少所述机械联接装置由多个此类面板组装而成。当然,此类装饰面板可以进一步显示已经结合本发明的第一和/或第二方面描述的优选特征。[0100]为了更好地示出根据本发明的特征,在下文中,参考附图描述一些实施方式作为实施例而不作为限制性特征,在附图中:[0101]图1以立体图示出了根据本发明的装饰面板;[0102]图2以较大比例示出了沿着图1的线ii-ii截取的截面;[0103]图3以类似的视图示出了两个此类面板之间的连接;[0104]图4以较大比例给出了图2中用f4表示的区域的视图;[0105]图5示意性地示出了用于制造根据本发明的面板的方法中的一些步骤;[0106]图6表示图5中f6所示的区域的替代方案;[0107]图7和图8示意性地示出了用于制造根据本发明的面板的替代方法中的一些步骤;[0108]图9以较大比例给出了图5中用f9表示的区域的视图;[0109]图10表示根据图9中箭头f10的视图;[0110]图11以类似的视图示出了替代方案;[0111]图12至图15以与图9的视图类似的视图示出了替代方案;[0112]图16以与图3的视图类似的视图示出了变型;[0113]图17以较大比例表示图16的区域f17的视图;以及[0114]图18展示了用于制造根据本发明的面板的替代方案。[0115]图1示出了根据本发明的装饰面板1。在该实施例中,装饰面板1具有正方形或接近正方形的形状,该正方形或接近正方形的形状具有两对相对的边缘2-3-4-5。根据变型,装饰面板1可以是矩形和长方形的,具有一对相对的长边和一对相对的短边。[0116]图2清楚地示出了面板1包括基底6并且在这种情况下包括形成装饰表面8的顶层7。在面板1的底部9处还设置有背衬层10。[0117]面板1至少在两个相对的边缘2-3处设置有联接装置或联接部11,两个此类地板面板1可以用这些联接装置或联接部在相应的边缘2-3处联接。在矩形面板和长方形面板的未示出的实施例中,这些相应的边缘可以例如是至少一对相对的长边。优选地,面板1在两对相对的边缘2-3-4-5的边缘处设置有相同类型或不同类型的联接部11。[0118]如图3所示,两个此类面板1可以在垂直于相应边缘2-3且在地板面板1的平面内的水平方向h1上以及在垂直于地板面板1的平面的竖直方向v1上锁定在一起。很明显,此类地板面板1可以被应用于构成所谓的浮动地板覆盖物,其中地板面板1在其边缘相互连接,但是自由地铺设在底层地板上。[0119]在所展示的实施例中,设置在所述两个相对边缘2-3处的联接部11基本上成形为在一个边缘2处的舌部12和在相对的边缘3处的凹槽13。凹槽由上唇14和下唇15界定。舌部12和凹槽13基本上负责在所述竖直方向v1上的所述锁定。舌部12和凹槽13还包括锁定装置,当处于联接状态时,锁定装置防止舌部12和凹槽13的偏移分开。锁定装置包括位于下唇的上侧上的突起16,以用于与位于舌部12底部处的陷凹17配合。所表示的联接装置11允许面板1在相应的边缘2-3处通过一个面板1相对于另一个面板1的转动运动w以及通过一个面板1朝向另一个面板1以基本水平方式的移位运动s变得彼此连接。[0120]根据本发明的面板1的特性在于基底6(在这种情况下为单层基底)包括不饱和聚酯的共聚物。在该实施例中,基底是单层的并且由包含所述共聚物、填充材料和增强纤维的合成复合材料形成。[0121]图3示出了基底6的材料允许联接部11的一个或更多个部分(在这种情况下,至少下凹槽唇15,如虚线18所示)的挠性。在执行所述转动运动w或移动运动s时,下凹槽唇15挠曲并且朝向其原始位置返回。在联接状态下,下凹槽唇15可能不是完全返回到其原始位置,而是相反,可以保持弯曲例如小距离,即,百分之几毫米。在这样做时,在所述锁定装置之间(即在突起16与陷凹17之间)的接触位置处,下唇15可以主动推压在舌部12的下侧上,并且迫使舌部12与所述凹槽13更紧密地接合,其中例如可以限制地板面板1之间的接头处的可能的接缝的宽度。下唇15的此类动作本身被称为“预张紧”并且在例如wo’97/47834中公开。[0122]在所表示的实施例中,凹槽13的至少下唇15包含所述增强纤维。此类下唇15的整个上侧19由包含所述共聚物或合成复合材料的所述基底6形成。凹槽13的下唇15在其最薄部分20处的厚度lt的至少50%并且在此甚至至少80%由包含所述共聚物、填充材料和所述增强纤维的所述基底6形成。[0123]图4示出了装饰面板1的装饰表面8包括根据引言中提到的其第一种可能性的装饰表面8。装饰表面8包括具有印刷图案21的载体片,其中所述载体片是设置有树脂23(诸如三聚氰胺甲醛树脂和/或不饱和聚酯树脂)的纸片22。装饰表面8还包括施加在所述印刷图案21上的透明层24。透明层24还包含纸片25和与印刷纸片22相同的树脂材料。[0124]图4进一步清楚地示出了在装饰表面8中已经形成了浮凸部26。浮凸部26或结构可以根据印刷图案21来实现,其中印刷图案(在这种情况下代表石板)伴随有透明层24中匹配的陷凹27。在该实施例中,透明层24独立于基本保持平坦的基底6的表面28变形。此处未示出的是,在所述印刷图案21上方的位置处,例如至少在透明纸片25与印刷纸片21之间的树脂层23中以及/或整个在透明纸片25上方的树脂23中,顶层7可以包含硬质颗粒(例如,氧化铝颗粒)。[0125]在本发明的上下文中,可以在任何实施方式中至少在图案上方或内部的位置处使用硬质颗粒(例如,氧化铝颗粒)。[0126]图5展示了用于制造根据本发明的面板1的方法中的一些步骤。该方法至少包括提供包含不饱和聚酯的共聚物的基底的步骤。在目前的情况下,通过在未示出的步骤s0中将双环戊二烯树脂与苯乙烯混合以及通过在步骤s1中将所述混合物29成形并且固化成所述基底的至少一部分来提供所述基底。优选地,所述混合物29还包括填充材料、增强纤维、金属盐和有机过氧化物。通过在步骤s1a期间将所获得的混合物引入压机30中并且在步骤s1b中以1mpa或更高的压力压制所述混合物29来执行所述成形和固化。在所表示的实施例中,所述压机29包括结构化压机元件31,该结构化压机元件形成所述基底6的至少一部分以具有板形状,且在所述板的至少一个主要表面28中带有装饰浮凸部26。[0127]图5展示的方法还包括向所述基底6提供装饰表面8的步骤s2。在该实施例中,获得根据其第二种可能性的装饰表面8。首先,在步骤s2a中,将一个或多个(优选水基)底漆层或背景层32施加到所述基底6,接着在步骤s2b中,如此处所展示,通过例如用水基油墨工作的喷墨印刷机33在涂有底漆的表面上形成印刷的图案21。在步骤s2c中,在所述印刷图案21上施加透明层24。优选地,此类透明层24至少包括辐射可固化清漆,诸如uv可固化丙烯酸清漆。潜在地,透明层24可以包括硬质颗粒,诸如刚玉颗粒,即氧化铝颗粒。[0128]印刷图案21可以遵从基板28的不平整性或浮凸部26,并且施加在印刷图案21上的透明层24将符合印刷图案21的浮凸部,但是印刷图案也可以设置有独立于基板表面28中的陷凹27a的局部压痕或陷凹27b。此类局部压痕或陷凹27b可以使用机械和/或化学压花的方法(例如,wo 2010/070485中公开的方法)形成。[0129]在对所获得的印刷板进行可能的分割和边缘精整之后,获得根据本发明的装饰面板1。在这种情况下,地板面板1具有机械联接装置11,如图2和图3中详细展示的。[0130]图6示出了图5的方法的替代方案,其中图6的方法在两个主要特征方面有所不同,这两个特征不必然在实践中结合。[0131]第一个区别是,提供装饰表面8的所述步骤s2包括将纸片22施加到所述基底6,其中所述纸片22设置有三聚氰胺甲醛树脂23和/或不饱和聚酯树脂。在这种情况下,将都设置有所述树脂23的印刷纸片22和透明纸片25两者引入压机30中。在基底材料或混合物29的成形和固化步骤s1的同时,使设置有树脂的纸片22-25凝结、固化并粘附到基底材料6。根据未示出的替代方案,在同一压制处理期间,可以在基底材料的底侧处提供另外的设置有树脂的纸层,和/或在所述印刷纸片22与所述基底材料之间提供另外的设置有树脂的纸层,即所谓的基底。很明显,当应用本替代方案时,可以省略图5的步骤s2a、s2b和s2c。[0132]第二个可选的区别是,压机29的模具腔体34可以被设计成使基底材料成形和固化,使得在基底6处形成成形边缘。在这种情况下,如虚线35所示,成形边缘可以包括机械联接部11的基本形状,该基本形状在随后的操作中进一步精整以例如获得类似于图2、图3和图5所示的联接部的联接部11。[0133]图7展示了用于制造根据本发明的装饰面板1的另一种方法。例如在容器36中执行将不饱和聚酯树脂与至少乙烯基单体、优选填充材料混合的步骤s0。然后将混合物29转移到挤出机37,通过平模39挤出,以将材料成形并且固化为连续片材38。使所获得的片材38在两个步骤s1c-s1d中进一步成形。在第一进一步成形步骤s1c中,例如,如此处所示,借助于辊40对挤出的片材38进行压延。在辊40中,可以获得片材38的期望厚度的校准。作为替代方案,挤出的片材38的厚度的校准也可以至少借助于沿着挤出的片材材料的轨迹定位的一个或更多个板来执行。根据另一种替代方案,厚度的校准至少可以通过带式压机获得。在校准期间,对片材38的冷却可以通过使所述辊40、板、带中的一个或多个(视情况而定)冷却来执行。在第二进一步成形步骤s1d中,挤出的片材38可以形成为在其主要表面之一中进行结构化。在这种情况下,结构化压花辊41用于形成挤出的片材38。另外一定量的基底材料可以设置在压花辊41的上游,如此处用虚线42所示,其中该材料通过压花辊41固化和成形,使得可以获得更明显的结构或浮凸部26。固化和成形的整个步骤s1在与挤出同一条生产线中以连续操作进行,其中挤出的片材38材料呈两端连接的形状。根据提供所述另外量的基底材料并且用压花辊41使基底材料成形的未示出的替代方案,可以以不均匀的方式添加另外量的材料,例如通过增材制造技术,其中相应的材料以空间变化的方式沉积,以便产生所述浮凸部26的至少一部分。[0134]图7示出了该方法还可以包括向所述基底6提供装饰表面8的步骤s2。在该实施例中,获得根据其第二种可能性的装饰表面8。首先,在步骤s2a中,将一个或多个(优选水基)底漆层或背景层32施加到所述基底6,接着在步骤s2b中,如此处所展示,通过例如用水基油墨工作的喷墨印刷机33在涂有底漆的表面上形成印刷的图案21。在步骤s2c中,在所述印刷图案21上施加透明层24。优选地,此类透明层24包括辐射可固化清漆,诸如uv可固化丙烯酸清漆。[0135]在图7中,进行进一步的数字印刷操作s2d,并且进行随后的固化s2e,目的是在施加的透明层中形成陷凹27b。喷墨印刷机33在要固化的清漆层上印刷固化抑制物质43。在固化步骤s2f之后,在步骤s2e中执行刷洗操作,其中除去未固化的清漆和固化抑制物质43。在这样做时,在印刷固化抑制物质43的位置获得形成浮凸部或结构的陷凹27b。此类形成结构的方法可以被称为化学压花的实施例。由此获得的浮凸部或结构独立于基底6的主表面28中的浮凸部或结构26。基底表面28中可用的最大变形的深度和/或面积分别大于透明层24的表面中可用的最大独立变形的深度和/或面积。[0136]在对所获得的印刷和结构化的板进行可能的分割和边缘精整之后,可以获得根据本发明的装饰面板1。[0137]图8展示了用于制造根据本发明的装饰面板1的另一种方法。在这种情况下,执行一个或更多个分散操作44,通过该分散操作,要固化和成形的材料沉积在输送装置45上,然后至少在双带压机30a的两个带46之间成形和固化。分散材料可以是由至少不饱和聚酯和乙烯基单体的混合物29以及可能的填充材料和/或增强纤维形成的预制颗粒。根据变型,分散材料可以是至少包含不饱和聚酯和乙烯基单体并且可能包含填充材料和/或增强纤维的粉末混合物。[0138]图8进一步展示了根据引言中提到的第一种可能性,通过将至少印刷载体片47连同基底材料进给到双带压机30a中,可以形成装饰表面8。[0139]关于图5、图7和图8所展示的方法,应注意的是,成形和固化步骤s1独立于提供装饰表面8的步骤s2。例如,如图5和图7所展示的步骤s2可以由根据引言中提到的第一种可能性的印刷载体片47和/或透明层24的胶合或无胶合层压来代替,或者可以整体省略步骤s2,以便获得根据引言中提到的第三种可能性的实施方式。例如,如图8所展示的步骤s2可以通过在是否已经固化和成形的基底材料上,即在带式压机30a之前或之后,以与结合图5和/或图7中的步骤s2所展示的相同的方式提供印刷图案21来代替。图8的方法也可以应用于例如使用所谓的数字干式装饰方法制造具有集成在基底6中的图案21的装饰面板1。在这种情况下,不同颜色的基底材料的粉末以受控的方式沉积。可以应用一个或更多个分散单元44,其中这些分散单元44包括多个单独各种可控的开口,粉末可以通过这些开口离开分散单元44。相应的开口可以被控制为根据要在基底6的厚度的相应部分中(优选地至少在所述基底6的表面28处)形成的图案而敞开和关闭。然后可以省略目前如图8所展示的步骤s2。潜在地,集成的图案仍然可以由施加在一体图案顶部的印刷图案21例如通过喷墨印刷来补充。[0140]图9示出了根据本发明的优选实施方式的装饰面板1可以包括在基底6的底表面49处的陷凹48。如此处和图10所展示,所述基底6在其底表面49处包括多个陷凹48。在虚线50中展示了此类陷凹48可以通过垫衬材料(例如泡沫材料,诸如ixpe)或者施加在装饰面板1的底部9的另一个背衬层10覆盖。[0141]如图9以及图10的变型所展示,根据引言中提到其第一种可能性,所述陷凹48形成为仅朝向基底6的底表面49敞开的凹穴。陷凹48不与装饰面板1的边缘2-3-4-5相交,使得可以充分利用包括联接装置的成形边缘。多个陷凹48通过肋51彼此分离,其中所述一个或多个陷凹48一起形成在基底6的整个后表面或底表面49的至少40%并且在当前情况下至少60%上延伸的凹进的后表面。多个陷凹48是居中或大约居中定位的陷凹48的型构。所述型构是均匀的,在基底6的底表面49的平面中,在一个或两个正交方向o1-o2上,各个陷凹48之间的距离是固定的。[0142]通过图9中的虚线52,展示了实现陷凹48的第二种可能性,如引言中所述。在第二种可能性的情况下,所述陷凹48形成为朝向基底6的底表面49和朝向面板1的侧边缘4-5中的至少一个侧边缘敞开的狭缝。在这种情况下,每个狭缝仅朝向面板1的侧边4-5中的一个侧边缘敞开,但是交替地朝向相对的侧边缘4-5中的任一个侧边缘。另外两个相对的边缘2-3不被此类狭缝中断。[0143]图9至图11展示了陷凹48被限定为除了在深度方向d1上延伸之外,还在两个正交的主方向o1-o2上延伸,其中限定所述陷凹48的相对两侧壁53之间的距离l1在正交的主方向o2上(其中陷凹48具有最小的范围)大于面板1的厚度t1,甚至更好地达到所述面板1的厚度t1的至少2倍,面板包括可能的顶层7和背衬层10。在所示的情况下,陷凹48在深度方向d1上延伸超过基底6的厚度t2的30%或更大的距离l2。[0144]优选地,陷凹28具有由距离l2表示的最大深度,该最大深度为面板1的厚度t1的至少20%。陷凹48在其最深点54处具有定位在限定所述陷凹48的两个相对的侧壁53的顶部上的圆顶形几何形状。[0145]在使基底材料固化和成形的步骤s1期间,例如在图5和图6所展示的压机30中,可以获得类似于图9至图11所展示的陷凹48或类似物。替代地,可以通过在固化和成形步骤s1之后加工基底6的底表面49来获得陷凹48。[0146]图12和图13展示了根据引言中提到的特定实施方式的实施方式,其中装饰面板1的基底6包含内部材料55,该内部材料在至少两个正交方向上与所述共聚物或合成复合材料相邻。内部材料55具有矩形棱柱形状,其至少在一对两个相对的小边缘56的两个边缘处与所述共聚物或合成复合材料相邻。此外,图12的内部材料55完全由所述共聚物或合成复合材料包围,这是因为内部材料在另一对两个相对的小边缘的两个边缘处以及其表底面57处和顶表面58处与所述共聚物相邻。[0147]在图13的实施例中,内部材料55是在所述基底6的表面28处可用的板材料。在这种情况下,mdf或hdf板(中密度或高密度纤维板)作为内部材料55施加。内部材料55形成基底6的实际表面28的主要部分、例如至少80%。[0148]图14示出了多层板的可能的几何形状,在这种情况下,三层板可以表现出在此类多层板的引言中列出的一种或多种性能。优选地,正如此处情况,舌部12的突起部分完全形成于中心层59。正如此处的情况,凹槽13的下唇15的突起16的高度的至少50%优选地由所述基底6的底层60形成。凹槽13的下唇15在其最薄部分20处的厚度lt的至少50%并且此处甚至至少80%由所述基底6的所述底层60形成。[0149]图15示出了具有基底6的装饰面板1,该基底具有结构化的主表面28和结构化的顶层7,其中主表面28的结构或浮凸部独立于顶层7中设置的结构。形成在顶层7中的结构包括陷凹27b,该陷凹的深度和面积小于基底表面28中可获得的最大变形的深度和面积。在这种情况下,基底6的变形可以用于模仿较大的表面不平整(诸如撕裂的木材部分或木材裂缝)以及较低的区域(诸如斜切的边缘61和其他较低的边缘区域),而顶层7的更受限制的陷凹模仿更微妙的结构(在这种情况下是木材纹理和木材孔隙)。[0150]图15的装饰面板可以例如通过图7所展示的方法获得,其中顶层7的结构或陷凹27b是使用化学压花的方法获得的。[0151]图16示出了根据如引言中所描述的其第三种可能性的具有装饰表面8的装饰面板1。如图17所示,基底6的表面28在面板1的表面处是可见的并且包括至少两个不同着色的区域62-63以形成图案。着色部在至少0.5mm的深度d2上朝向基底6的中心延伸。[0152]图16和图17所展示的装饰面板1实际上是多层板,其中至少一层64设置有不同于多层基底6内的另一层65的颜色。层64使用着色颜料着色并且包括一体的图案。即,如上所述,层64包括形成图案的不同颜色的区域62-63。[0153]图16和图17所展示的装饰面板1可以通过所谓的数字干式装饰方法获得。[0154]图18展示了用于制造根据本发明的装饰面板1的替代方法。在本文中,提供了在未示出的步骤s1中例如通过平坦模具的挤出操作和类似于图7所示的随后的厚度校准固化和成形的基板6。使用加热压机30b,包括印刷纸片22在内的树脂浸渍纸层被凝结、固化并且粘附到基底6。如此处所展示,树脂浸渍纸层还可以包括透明纸片25、衬底66和背衬层10。此处所展示的基底6是三层基底,其中外层60-67包括不同于中心层59中存在的不饱和树脂的热固性树脂。这样,可以用纸层22-25-66-10中所包含的树脂23获得增强的抗分层性,该树脂优选包含三聚氰胺甲醛、脲甲醛和/或苯酚甲醛。以虚线68展示了基底6和面板1在压制期间获得结构。为此目的,基底6的表面28可以在压制操作之前至少部分地根据要获得的结构预先形成。然而,在所示的实施例中,所提供的基底6具有基本平坦的主表面28,并且所展示的压制操作可以使基底材料6变形以获得用虚线68展示的结构。[0155]图18进一步展示装饰面板1可以在印刷图案21上方的位置处包含硬质颗粒69。在这种情况下,硬质颗粒69至少存在于透明纸片25下方的树脂23中。[0156]注意,图15、图16和图18中以虚线68示出的装饰面板在至少两个相对边缘2-3处设置有下边缘区域,在这些情况下呈斜切边缘61形式。在图15的情况下,装饰面板1的装饰表面8从装饰面板1的整体表面不间断地延伸到斜切边缘61的表面上。在具有图18中以虚线68示出的基底6的面板1的情况下,将达到类似的结果。在图16的情况下,通过机加工掉面板1的顶部边缘的一部分来获得降低的边缘区域,在这种情况下,以产生斜切表面。斜切表面被限制在有色层64并且具有与基底6的整体表面28相同的颜色或颜色变化。[0157]显然,斜切边缘61或具有不同几何形状的降低的边缘区域可以形成在一对或两对相对的边缘的一个或两个边缘处。此类斜切表面可以设置有与整体装饰表面的装饰分开的装饰,可以由与装饰面板1的整体表面相同或相似的装饰表面覆盖,例如,整体装饰表面的装饰在降低的边缘区域上不间断地延续。代替斜切成形,降低的边缘区域可以形成为具有基本上平坦和/或水平的底部区域,例如以便模仿灌浆接头。[0158]本发明绝不限于上述实施方式,而是在不脱离本发明的范围的情况下,此类装饰面板和方法可以根据几种变型来实现。
本文地址:https://www.jishuxx.com/zhuanli/20240618/31421.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表