一种防伪热敏标签加工方法与流程
- 国知局
- 2024-06-21 14:19:18
本发明涉及热敏标签,特别是一种防伪热敏标签加工方法。
背景技术:
1、热敏纸是一种加工纸,其制造原理就是在优质的原纸上涂布一层热敏涂料,即热敏变色层,在日常使用中起着信息记录等作用,热敏纸的制作原理是在普通纸基上涂敷微粒粉末,其成分是无色染料苯酚类或其他酸性物质,热敏纸被置于70℃以上环境时,热敏涂层开始变色。现有技术中,利用这种热敏纸制成的热敏标签仅具有预热变色的作用,其作为防伪标签使用时,倘若热敏纸被揭除,则无法起到防伪作用,可见现有热敏纸防伪标签存在易于揭除、可靠性差等缺陷。
2、现有的热敏标签制备方法如专利号cn 104900140 a公布的了一种热敏标签,其包括有热敏纸,所述热敏纸背向其热敏涂层的一侧涂布有隔离层,所述隔离层上印制有预设图文的油墨层,所述油墨层上涂布有胶水层,所述胶水层上贴合有离型纸。上述热敏标签在使用时,先将离型纸揭除,再将该热敏标的胶水层一侧粘贴于产品上,其中,热敏纸位于表层,其热敏涂层受热时发生变色,可起到信息指示和标识作用,当热敏纸被揭除时,油墨层在胶水层的作用下牢固粘贴于产品上,油墨层呈现预设的图文,进而达到一定的防伪效果,并且该热敏标签的油墨层和胶水层难以去除,使得本发明更具可靠性。
3、该热敏标签的制备方法中是利用油墨层呈现预设的图文,进而达到一定的防伪效果,其成本较高,无法满足实际需求。
技术实现思路
1、本发明的目的是提供一种防伪热敏标签加工方法,以解决背景技术中提出的问题。
2、本发明的技术解决方案是:一种防伪热敏标签加工方法,包括以下步骤,
3、步骤一,在热敏纸基材上背面涂布一层离型剂;
4、步骤二,利用涂布装置在离型剂上涂覆一层pva溶液,并利用辅助烘干装置烘干成薄膜;
5、步骤三,在薄膜上印刷防伪标志;
6、步骤四,将离型纸纸表面涂胶后与薄膜压合。
7、进一步的,所述薄膜的厚度为0.3-0.5μm。
8、进一步的,所述辅助烘干装置包括至少两个间隔设置的压辊,所述压辊内间隔开设有滚动腔和加热腔,所述滚动腔内设有滚动组件,所述加热腔内设有推拉加热组件,所述滚动组件通过向联动组件施加作用力,带动所述推拉加热组件动作并加热,同时在所述加热腔对应所述压辊的表面提供振动。
9、进一步的,所述滚动组件包括和所述滚动腔内壁滑动配合的冲击杆、对称设在所述冲击杆两端的导向杆、设在所述滚动腔内壁的导向槽。
10、进一步的,所述加热组件包括和所述加热腔内壁滑动密封连接的活塞、用于推动所述活塞在所述加热腔内移动的推拉杆、连接所述活塞和所述加热腔内壁的第一弹簧。
11、进一步的,还包括间隔设在所述加热腔内壁的直杆、沿所述直杆表面阵列分布的连接板、设在所述连接板一端的撞击球、对应所述撞击球设在所述加热腔内壁的受力球。
12、进一步的,所述连接板的中部设有弹性板。
13、进一步的,所述联动组件包括和滚动腔连通的安装槽、和所述安装槽滑动密封配合的拉杆、连接所述拉杆和所述推拉杆的加固杆、连接所述拉杆和所述安装槽底部的第二弹簧、设在所述滚动腔内且和所述拉杆连接的按压部。
14、进一步的,所述按压部包括和所述拉杆铰接的中间连杆、和所述中间连杆另一端铰接的按压板、设在所述滚动腔内壁用于支撑所述按压板的支撑架板、连接所述支撑架板和所述滚动腔内壁的支撑斜板、连接所述支撑斜板和所述按压板的第三弹簧。
15、进一步的,所述支撑架板和所述按压板的接触点到所述按压板和中间连杆接触点的距离小于所述支撑架板和所述按压板的接触点到所述按压板和第三弹簧接触点的距离。
16、本发明有益效果是:
17、与现有技术相比,本发明通过在热敏纸基材上涂布离型剂以及pva溶液,并在薄膜上印刷防伪标志,降低了热敏纸防伪标签的成本;在滚动腔内设置滚动组件,在压辊对pva溶液压平的过程中,滚动组件在滚动腔内往复滚动,将作用力通过压辊多次作用到pva溶液表面,从而实现对pva溶液的多次压平,提高成膜的平整性,保证防伪标志的印刷效果;通过在设置加热腔内设置推拉加热组件,在压辊对pva溶液压平后即可利用推拉加热组件进行烘干,一步到位,提高加工效率,同时,推拉加热组件可为pva溶液提供振动,配合压辊的压平动作,使得pva溶液在离型剂上的分布更加均匀。
技术特征:1.一种防伪热敏标签加工方法,其特征在于:包括以下步骤,
2.根据权利要求1所述的防伪热敏标签加工方法,其特征在于:所述薄膜的厚度为0.3-0.5μm。
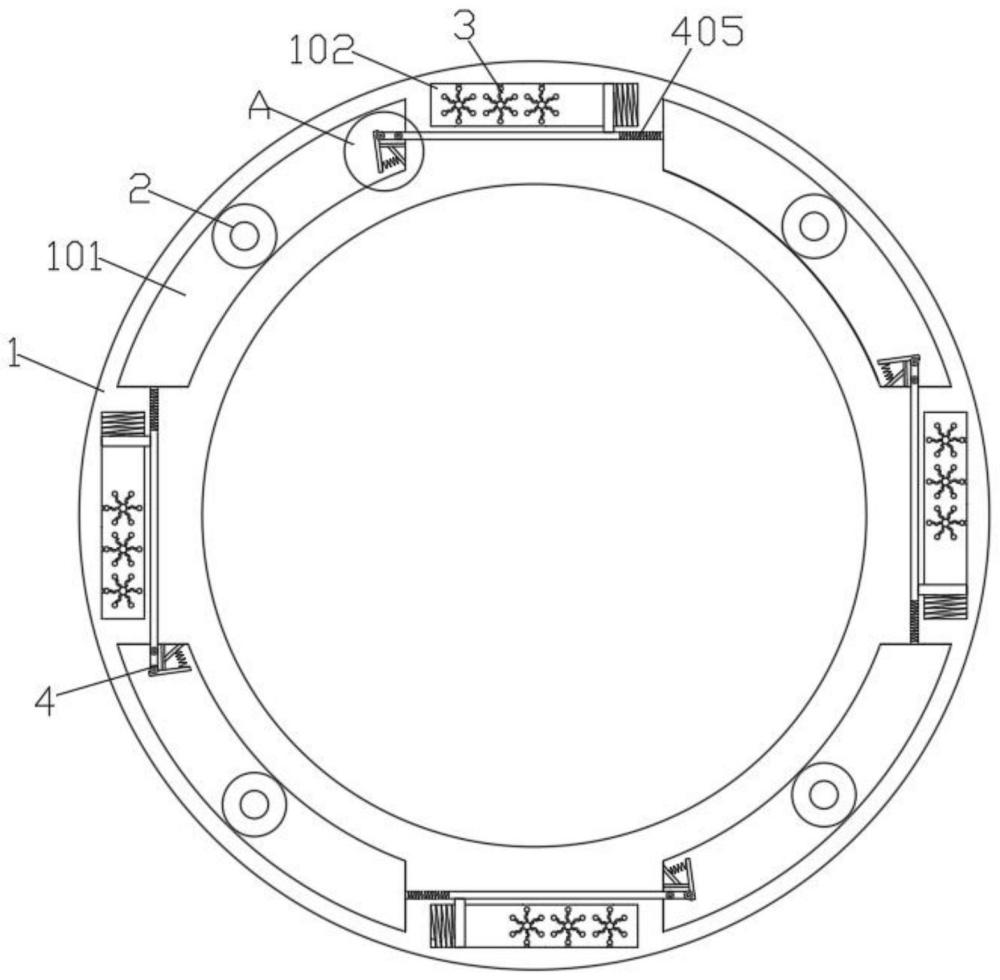
3.根据权利要求1所述的防伪热敏标签加工方法,其特征在于:所述辅助烘干装置包括至少两个间隔设置的压辊(1),所述压辊(1)内间隔开设有滚动腔(101)和加热腔(102),所述滚动腔(101)内设有滚动组件(2),所述加热腔(102)内设有推拉加热组件(3),所述滚动组件(2)通过向联动组件(4)施加作用力,带动所述推拉加热组件(3)动作并加热,同时在所述加热腔(102)对应所述压辊(1)的表面提供振动。
4.根据权利要求3所述的防伪热敏标签加工方法,其特征在于:所述滚动组件(2)包括和所述滚动腔(101)内壁滑动配合的冲击杆(201)、对称设在所述冲击杆(201)两端的导向杆(202)、设在所述滚动腔(101)内壁的导向槽(203)。
5.根据权利要求3所述的防伪热敏标签加工方法,其特征在于:所述加热组件(3)包括和所述加热腔(102)内壁滑动密封连接的活塞(301)、用于推动所述活塞(301)在所述加热腔(102)内移动的推拉杆(302)、连接所述活塞(301)和所述加热腔(102)内壁的第一弹簧(303)。
6.根据权利要求5所述的防伪热敏标签加工方法,其特征在于:还包括间隔设在所述加热腔(102)内壁的直杆(304)、沿所述直杆(304)表面阵列分布的连接板(305)、设在所述连接板(305)一端的撞击球(306)、对应所述撞击球(306)设在所述加热腔(102)内壁的受力球(307)。
7.根据权利要求6所述的防伪热敏标签加工方法,其特征在于:所述连接板(305)的中部设有弹性板(308)。
8.根据权利要求5所述的防伪热敏标签加工方法,其特征在于:所述联动组件(4)包括和滚动腔(101)连通的安装槽(401)、和所述安装槽(401)滑动密封配合的拉杆(402)、连接所述拉杆(402)和所述推拉杆(302)的加固杆(403)、连接所述拉杆(402)和所述安装槽(401)底部的第二弹簧(405)、设在所述滚动腔(101)内且和所述拉杆(402)连接的按压部(404)。
9.根据权利要8所述的防伪热敏标签加工方法,其特征在于:所述按压部(404)包括和所述拉杆(402)铰接的中间连杆(40401)、和所述中间连杆(40401)另一端铰接的按压板(40402)、设在所述滚动腔(101)内壁用于支撑所述按压板(40402)的支撑架板(40403)、连接所述支撑架板(40403)和所述滚动腔(101)内壁的支撑斜板(40404)、连接所述支撑斜板(40404)和所述按压板(40402)的第三弹簧(40405)。
10.根据权利要9所述的防伪热敏标签加工方法,其特征在于:所述支撑架板(40403)和所述按压板(40402)的接触点到所述按压板(40402)和中间连杆(40401)接触点的距离小于所述支撑架板(40403)和所述按压板(40402)的接触点到所述按压板(40402)和第三弹簧(40405)接触点的距离。
技术总结一种防伪热敏标签加工方法,包括以下步骤,步骤一,在热敏纸基材上背面涂布一层离型剂;步骤二,利用涂布装置在离型剂上涂覆一层PVA溶液,并利用辅助烘干装置烘干成薄膜;步骤三,在薄膜上印刷防伪标志;步骤四,将离型纸纸表面涂胶后与薄膜压合。本发明通过在热敏纸基材上涂布离型剂以及PVA溶液,并在薄膜上印刷防伪标志,降低了热敏纸防伪标签的成本;在滚动腔内设置滚动组件,在压辊对PVA溶液压平的过程中,滚动组件在滚动腔内往复滚动,将作用力通过压辊多次作用到PVA溶液表面,从而实现对PVA溶液的多次压平,提高成膜的平整性,保证防伪标志的印刷效果。技术研发人员:龚秦萍,邹利宏受保护的技术使用者:浙江越宏新材料有限公司技术研发日:技术公布日:2024/3/27本文地址:https://www.jishuxx.com/zhuanli/20240618/37175.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表