一种具有双层微观结构的高深宽比精密烫金版制作方法与流程
- 国知局
- 2024-06-21 14:19:25
本发明属于烫金工艺,尤其涉及一种具有双层微观结构的高深宽比精密烫金版制作方法。
背景技术:
1、烫金是包装上常用的印后工艺,起到画龙点睛作用。传统的烫金版的加工为化学腐蚀方法或者机械雕刻方法。
2、传统的腐蚀版加工工艺材料主要是紫铜在过氧化氢与三氯化铜溶液里经过腐蚀,将非图文部分腐蚀掉,留下图文部分。腐蚀主要存在以下问题:1.腐蚀过程中很难控制腐蚀程度,造成图文精度较差,腐蚀线条的误差在0.04mm以上,很难做精细线条,容易断线;2.腐蚀过程中图文边缘为斜坡结构,烫金过程中容易糊版3.图文的边缘光洁度较差,并且腐蚀版因为浓度问题以及材料问题等版材缺陷较多;4.废料污染环境。
3、传统的电雕加工工艺材料主要是黄铜,通过电雕机,刀在高速旋转下,铣去非图文部分。电雕版主要存在以下问题:1.雕刻过程中,线条的粗细是由刀决定的,刀磨细后容易断刀,刀不够细,雕出来的线条偏粗,因此传统的电雕线条粗细最细为0.03mm;2.雕刻过程中,刀为锥型状,虽然刀尖细但雕的深度有限,比如宽0.03的线条精细线条的深度最深为0.015mm,版的深度很难做刀高的深宽比;3.雕刻版图文的边缘毛糙,不光洁,很难做出镜面版
4、因此,现有工艺制作的烫金版的图文处理比较粗糙,一般为点,线,面,因为工艺落后,即使是折光线条精度只能达到0.05mm,很难表达图形图像的精密效果,更难起到防伪的作用。
5、在烫金工艺中,传统的烫印效果为线条及烫凹一次成型,然而由于精度的限制烫金很难表达图形图像的烫金效果。精密烫金可以通过微观结构的变化,来表达图像的明暗,层次等关系,因此,精密烫金可以解决传统烫金工艺的精度不高的问题,但是精密版同样遇到一个问题,在同一平面很难通过结构表达图像的主次及亮哑强对比,尤其是很难在大视角,获得图像的更多的信息。
技术实现思路
1、本发明目的在于提供一种具有双层微观结构的高深宽比精密烫金版制作方法,以解决上述的技术问题。
2、为解决上述技术问题,本发明的一种具有双层微观结构的高深宽比精密烫金版制作方法的具体技术方案如下:
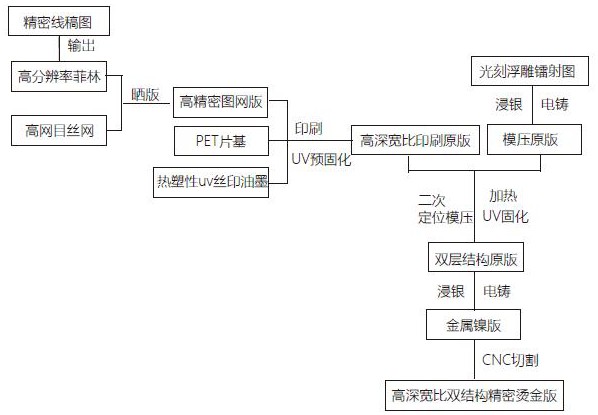
3、一种具有双层微观结构的高深宽比精密烫金版制作方法,包括如下步骤:
4、步骤1:将烫金图案用矢量软件将图形处理成精密线稿图;
5、步骤2:将精密线稿图矢量文件导入菲林机输出高精度的菲林片;
6、步骤3:选择高网目网纱用于与高精度菲林片进行晒版;
7、步骤4:绷好高网目网纱后涂显影胶,并干燥;
8、步骤5:将高精度菲林片与高网目网纱贴合并曝光晒版,制作成高精密图网版;
9、步骤6:采用步骤5的高精密图网版,选用触变性低的热塑性丝印油墨,在pet薄膜上印出图案,并预uv固化,形成pet片材;
10、步骤7:制作高精度光学模压原版;
11、步骤8:将印好的pet片材与光学模压原版定位进行二次模压,并二次uv固化;
12、步骤9:将二次模压后的pet片材进行喷银,电铸处理,制作双层微观结构的金属版。
13、进一步的,步骤1的精密线稿图的线条粗细0.02mm--0.05mm,线宽与间隙1:1,该线宽间隙比用于改变光的方向。
14、进一步的,步骤3:高网目网纱的网纱为高张力聚酯网或钢丝网,优选为钢丝网,高网目网纱为420目及以上。
15、进一步的,步骤6的触变性低的热塑性丝印油墨配方为:改性聚氨酯丙烯酸脂70%;tmpta单体5-10%; iboa单体 5-8%;二苯甲酮衍生物3-6%; tpo光引发剂1-2%;活性胺 6%;消泡流平剂1-2%。
16、进一步的,步骤6印刷时压力为4-6mp,墨量控制方法:胶刮刀选择硬度80度或者90度,刮刀角度90度,半固化的uv固化灯功率为8kw,半固化时走纸速度为30米每分钟。
17、进一步的,步骤6的pet薄膜为50um以上。
18、进一步的,步骤7包括如下步骤:
19、步骤7.1:采用光刻技术将烫金图案光刻成具有微纳结构图像的光刻版,微纳结构深度在1um-10um;利用微观结构的不同,通过光的衍射产生不同的光感及纹理质感,采用微观结构表达图形图像视觉特性;
20、步骤7.2:将光刻版浸银,电铸复制出镍板,即光学模压原版。
21、进一步的,步骤8包括如下步骤:
22、步骤8.1:印刷原版图案与光学模压原版准确套位;
23、步骤8.2:进行二次模压,二次加热固化,形成双层结构原版,二次uv固化的uv固化灯功率12kw,二次固化时走纸速度15米每分钟。
24、进一步的,步骤9包括如下步骤:
25、步骤9.1:将带有双层微观结构图案的pet片材经浸银,电铸复制出镍板得到烫金原版;
26、步骤9.2:将镍板经cnc切割加工,将非图文部分铣去,形成高深宽比双层精密烫金版。
27、本发明的一种具有双层微观结构的高深宽比精密烫金版制作方法具有以下优点:
28、传统精密版,深度为1-2um在实际压印过程中调机时间长,压印条件要求较高,压印后图的亮度较差。本发明方法制作的高深宽比精密烫金版具有高深宽比,烫金版深度越深越容易复制,烫印效果质感更强,亮度越高。
29、采用热塑性丝印油墨有利于二次模压微观结构的镜面复制,通过与光刻版镜面模压后,版材表面微结构得到镜面效果,成品版在烫印过程中提升亮度。
30、二次模压工艺中利用光学原版与丝印pet印刷版进行二次定位模压,将光学微观结构复制在印刷版上,能呈现出特殊的光感与质感,也可以起到防伪效果。
31、版材加工采用电铸复制工艺,版材加工方便经济。
技术特征:1.一种具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤1的精密线稿图的线条粗细0.02mm--0.05mm,线宽与间隙1:1,该线宽间隙比用于改变光的方向。
3.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤3:高网目网纱的网纱为高张力聚酯网或钢丝网,优选为钢丝网,高网目网纱为420目及以上。
4.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤6的触变性低的热塑性丝印油墨配方为:改性聚氨酯丙烯酸脂70%;tmpta单体5-10%; iboa单体 5-8%;二苯甲酮衍生物3-6%; tpo光引发剂1-2%;活性胺 6%;消泡流平剂1-2%。
5.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤6印刷时压力为4-6mp,墨量控制方法:胶刮刀选择硬度80度或者90度,刮刀角度90度,半固化的uv固化灯功率为8kw,半固化时走纸速度为30米每分钟。
6.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤6的pet薄膜为50um以上。
7.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤7包括如下步骤:
8.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤8包括如下步骤:
9.根据权利要求1所述的具有双层微观结构的高深宽比精密烫金版制作方法,其特征在于,步骤9包括如下步骤:
技术总结本发明属于烫金工艺技术领域,公开了一种具有双层微观结构的高深宽比精密烫金版制作方法,采用高精密丝网印刷出具有高深宽比的原版,丝印油墨采用高亮热塑性油墨,丝网印刷后预固化,呈不完全固化状态,再经过高精度光学模压原版二次模压,热塑性油墨在加热状态下与高精度光学模压原版定位模压,将复制出特定的微观结构,最后在UV光源下固化,完成双层结构原版的制作,再经过浸银电铸等工序复制成金属镍板,最后通过CNC机械加工铣去非图文部分,完成双层微观结构的高深宽比精密烫金版的加工。采用本发明烫金版烫金出来的图案效果,具有丰富的图案层次信息,能够很好的表达图像的主次及亮哑强对比,层次表达清晰且精度高,且满足了防伪需求。技术研发人员:胡爱军,莫正戎,杨卫平,崔凤,王翔受保护的技术使用者:杭州新耀激光科技有限公司技术研发日:技术公布日:2024/3/27本文地址:https://www.jishuxx.com/zhuanli/20240618/37192.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表