一种印刷品表面微成膜上光装潢方法与流程
- 国知局
- 2024-07-05 15:44:55
本发明涉及印刷处理,具体涉及一种印刷品表面微成膜上光装潢方法。
背景技术:
1、当下彩印刊报或包装物表面装潢保护采用塑料薄膜覆膜工艺,导致大量覆膜废弃纸制品,这种纸制品上的塑料薄膜不仅比单纯的塑料制品废弃物更加难以回收利用,同时导致天量本可再生的纸制品无法循环利用。
2、此外其他上光工艺例如:机械上光压光工艺、uv上光工艺,前者普光产品光泽度差、高光泽工艺需要两次以上工序,效率低,产品不耐折、不耐水、易折裂、易起皱、易产生条纹,压光工艺容易挤出变色、气泡、麻点等局部不良,报废率高;后者产品不耐折,易爆线,影响产品的美观,活性稀释剂有挥发和刺激性,有机物排放不达标,容易影响环境,uv光油及上光工艺未获得食品药品行业认可,不能直接用于食品药品类包装;产品单价较高,生产设备能耗高。
3、综上,研发一种新的上光装潢方法,成为亟需解决的问题。
技术实现思路
1、针对现有技术的不足,本发明提供一种印刷品表面微成膜上光装潢方法,可以取代vu光油、覆膜等不可降解、不环保的工艺技术,有效实现印刷品表面保护和美化装潢。
2、本发明解决技术问题采用如下技术方案:
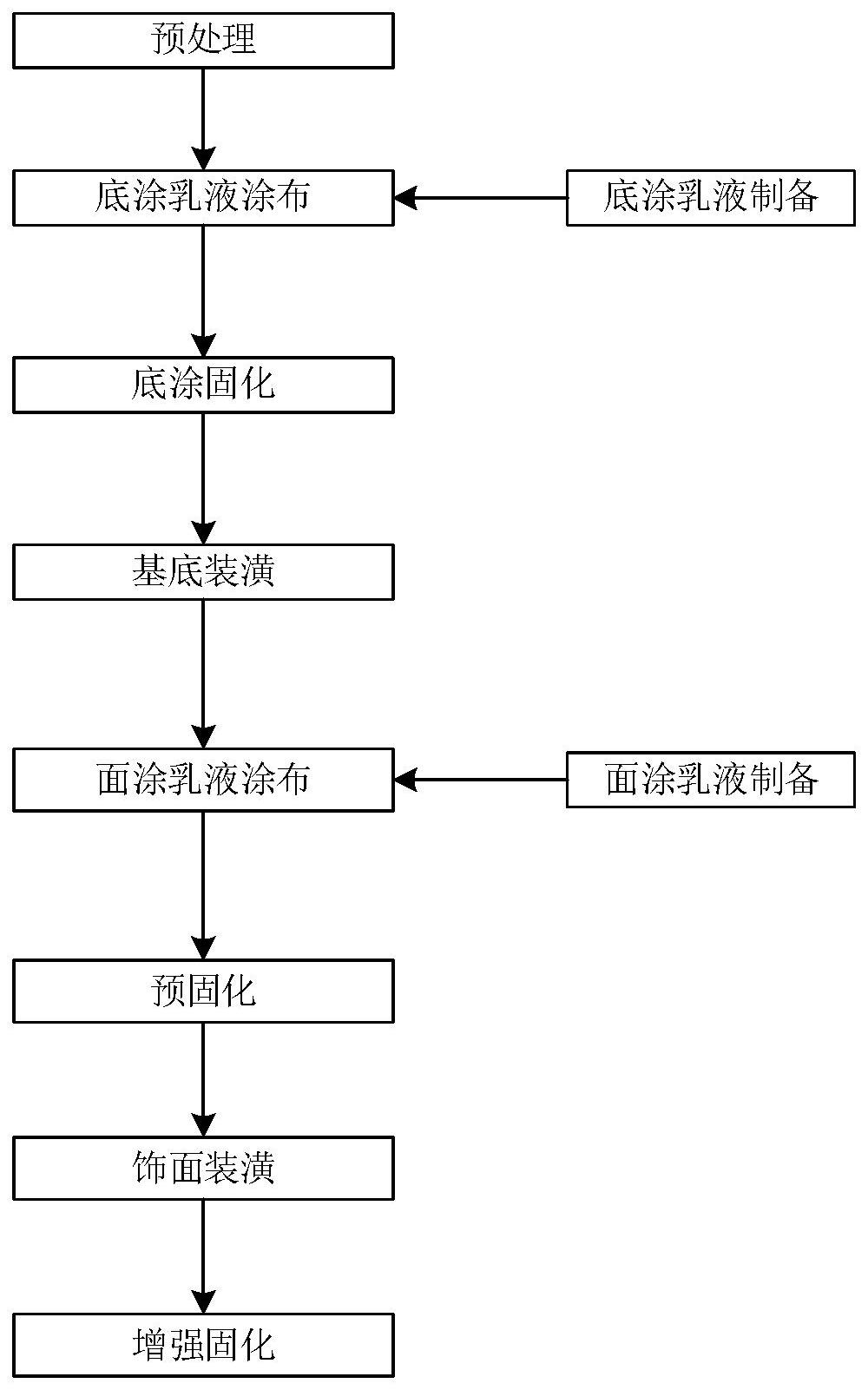
3、本发明提供一种印刷品表面微成膜上光装潢方法,包括以下步骤:
4、对待印品进行底涂乳液涂布操作;
5、底涂乳液涂布完成后进行底涂固化操作;
6、底涂固化完成后进行基底装潢操作;
7、基底装潢操作完成后进行面涂乳液涂布操作;
8、面涂乳液涂布完成后进行预固化操作;
9、预固化完成后进行增强固化操作。
10、优选地,所述底涂乳液或面涂乳液的制备方法均包括以下步骤:
11、预先制备水性高分子微成膜分散体乳液,所述水性高分子微成膜分散体乳液由包括聚己内酯多元酯、聚四氢呋喃醚、tdi、hdi、二羟甲基丁酸、己二醇、二甘醇、丙烯腈-丁二烯-苯乙烯共聚物、三乙胺、去离子水在内的组分混合制备而成;
12、选用包括封闭型异氰酸酯、碳化二亚胺在内的组分混合制备交联剂;
13、选用包括dmpa、dmba和去离子水在内的组分混合制备亲水溶剂;
14、选用己二醇和二甘醇中的一种或几种作为扩链剂;
15、将上述制备得到的水性高分子微成膜分散体乳液、交联剂、亲水溶剂、扩链剂混合制备即可。
16、优选地,所述底涂乳液涂布操作步骤前还包括对待印品执行预处理操作,所述预处理操作包括升温、干燥、加湿、修整中的一种或几种;
17、所述预固化操作和增强固化操作步骤间还包括饰面装潢操作;
18、所述底涂固化包括亲和固化、附着固化和去黏固化中的一种或几种。
19、优选地,所述底涂固化操作具体包括:
20、将底涂乳液涂布完成后印刷品送入固化装置中,顺序进行以下操作:
21、在预设波长和光强的紫光或者紫外辐射光场,快速完成底涂膜面去黏固化操作;
22、在预设参数的红外光场和光强辐射下解封封闭型异氰酸酯,控制固化装置中的温度为70-80℃,采用红外光源辐射使涂层内部产生共振扩链,进行聚合反应,采用热效应和抽风装置进行水分去除操作;
23、在预设波长和光强的紫光或者紫外辐射光场,执行增强固化底涂全涂层操作。
24、优选地,所述面涂乳液的制备方法中还包括在最后的制备步骤中添加定制表面呈现效果需求的工艺颜料或饰面原料组分;
25、所述预固化操作具体包括:
26、在预设波长和光强的紫光或者紫外辐射光场中,以底涂温度为基础,通过光敏固化作用实现面涂涂层底面与底涂涂层表面快速粘结;
27、在预设参数的红外光场和光强辐射下解封封闭型异氰酸酯,控制固化装置中的温度为70-80℃,使面涂乳液中的全部分散单体进行扩链和聚合反应,采用多红外光源使涂层内部产生共振扩链聚合反应,采用热效应和抽风装置进行水分去除操作,直至在印刷品表面形成膜层;
28、所述增强固化操作具体包括:在预设波长和光强的紫光或者紫外辐射光场,光敏增强固化面涂全涂层。
29、优选地,所述饰面装潢操作包括高光工艺、哑光工艺和触感工艺中的一种或几种;
30、所述基底装潢操作包括自选底纹、自选暗纹操作中的一种或几种。
31、优选地,采用乳液涂布装置对待印品进行底涂乳液涂布操作或者面涂乳液涂布操作,所述乳液涂布装置包括基座和可拆卸安装在其两侧的安装板,所述安装板上依次转动设置有相互匹配的承托辊、涂装辊、敷料辊和取料辊;
32、所述承托辊和敷料辊均与设置在安装板上的调位机构转动连接;
33、所述安装板顶部安装有料槽和给料机构,所述基座上位于所述涂装辊两侧分别设置有第一传送机构。
34、优选地,所述承托辊、涂装辊、敷料辊和取料辊依次相邻设置;
35、所述取料辊和涂装辊的转轴均贯穿所述安装板一侧并连接有传动齿轮;
36、所述调位机构包括从下往上依次固定连接的伸缩部件、固定部件和复位部件,所述承托辊和敷料辊的转轴两端均与固定部件转动连接;其中所述伸缩部件为第一油缸,所述固定部件为h型轴承座,所述复位部件为复位弹簧,所述第一油缸顶部和复位弹簧底部分别与h型轴承座两端固定连接,所述承托辊和敷料辊的转轴两端均与h型轴承座中部转动连接,所述第一油缸底部和复位弹簧顶部分别与所述安装板固定连接;
37、所述承托辊设置在所述涂装辊正下方,所述承托辊为橡胶辊,所述敷料辊为陶瓷网纹辊、蚀纹钢辊或硅胶辊中的一种,所述涂装辊和取料辊为硅胶辊,所述取料辊下方设置有装料盘,所述装料盘两端与所述安装板可拆卸连接;
38、所述料槽包括水平依次相邻设置的底涂乳液槽、若干添加剂槽和稀释剂槽,所述底涂乳液槽、添加剂槽和稀释剂槽上均设置有出料嘴。
39、优选地,所述给料机构包括受控往复平移部件和给料部件,所述给料部件安装在所述往复平移部件上;
40、所述往复平移部件包括平移伺服电机、第一滑轨、同步带和移动座,所述第一滑轨通过第一滑轨安装架与所述安装板连接,所述平移伺服电机设置在所述第一滑轨一端,所述移动座与第一滑轨滑动连接,所述同步带与移动座固定连接,所述同步带通过同步带轮与所属平移伺服电机转动连接,所述给料部件可拆卸安装在所述移动座上;
41、所述给料部件为与所述料槽匹配设置的蠕动泵,所述蠕动泵上设置有与所述出料嘴对应的入料嘴,所述出料嘴与入料嘴通过软管连通,所述蠕动泵上位于所述取料辊上方开设有下料口;
42、所述第一传送机构包括第一传送带,所述第一传送带转动设置在基座中部。
43、优选地,采用隧道式热烘机对待印品执行底涂固化操作、预固化操作或增强固化操作,所述隧道式热烘机包括第一机架、第二传送机构和固化箱,其中,
44、所述第二传送机构安装在所述第一机架上,在所述第二传送机构上方间隔安装有若干固化箱,所述固化箱中安装有加热部件、除湿部件和固化部件的一种或几种。
45、所述加热部件为远红外辐射加热器,所述除湿部件为抽风扇,所述固化部件为led光源。
46、所述远红外辐射加热器均匀间隔设置在所述固化箱底部,所述红外辐射加热器包括红外加热罩以及设置在所述红外加热罩下方的若干红外加热管;
47、所述抽风扇安装在所述固化箱顶部;
48、所述led光源安装在所述固化箱底部位于所述远红外辐射加热器的两侧,所述led光源点阵式错位布置有若干不同波长的发光二极管。
49、与现有技术相比,本发明具有如下的有益效果:
50、本发明的上光装潢方法能够实现处理后的印刷制品具有高张力、高拉力、膜面强韧、耐磨、耐折防暴、防水、耐老化的特点,通过底涂乳液和面涂乳液的二次涂布,可以有效改善油墨密著性,印刷后的产品不回粘、粘结性优良,分步涂布,多次固化,实现了一体化高光、哑光、触感的表面处理加工,并且同步实现雷射全息图文、3d成像、激光、凸纹、镜面、雾面等增益处理功能,此外本发明提供的涂布装置其自动化程度高,能够实现自动化、智能化的生产加工作业。
51、关于本发明相对于现有技术,其他突出的实质性特点和显著的进步在实施例部分进一步详细介绍。
本文地址:https://www.jishuxx.com/zhuanli/20240618/38295.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种热转印机的制作方法
下一篇
返回列表