一种发电机轴瓦高程调整方法与流程
- 国知局
- 2024-06-20 14:36:52
本发明涉及发电机领域,尤其涉及一种发电机轴瓦高程调整方法。
背景技术:
1、汽轮发电机组轴系长、转速高,轴系振动问题一直是困扰发电机运行安全的问题,影响因素多、调整处理困难且严重耗费人力物力与时间。诸如动平衡、临近转速、轴承载荷等问题都是关系发电机轴系稳定性的关键问题,特别是轴承载荷,对轴瓦高程十分敏感,如果安装偏差超标或基础沉降产生变化,即使数值偏差在几十丝之内,也会造成相邻轴瓦载荷互扰,使轴承载荷严重偏离设计值,轻则产生轴瓦过热或油膜震荡问题,危害机组运行安全,严重的则可能造成轴系振动跳机,甚至无法启动运转到额定转速。
2、引起机组轴瓦高程异常的因素多,如基础沉降、二次灌浆质量不合格、垫铁支撑空虚、轴承支承结构异常磨损等。只要造成机组轴瓦高程变化,就会使轴系轴各承载荷分布发生变化,使机组轴系振动性能指标下降,危害机组运行安全,甚至超出振动允许限值,发生跳机事故。特别是汽轮发电机的汽端轴瓦,非常靠近汽轮机末端轴瓦,轴段跨距短、刚度大,即使产生轻微的相对高程偏差,也会造成明显的轴承载荷变化,对轴系稳定性产生不利影响。
3、以往技术调节汽轮发电机轴瓦高程都必须经历停机、冷却、拆联轴器、测量核对相对高程 、处理缺陷或顶起发电机定子更换调整垫片、复测错口与张口、验算相对高程,复装联轴器销钉等一系列过程。上述发电机安装和调整步骤十分复杂且耗时,原因是现代技术手段无法精确测量轴系各个轴瓦之间相对高程,所以必须拆解发电机与汽轮机之间的联轴器,通过测量联轴器之间的相对“错口”数值与“张口”数值来推算轴系各轴瓦的相对高程,使得每次验证及调整都必须重复一系列复杂的拆装过程,及其复杂耗时。特别是对于已经投入运行的发电机组,从停机到测量调整工作实施之前,还需要进行转子不间断盘车,等待形体庞大的汽轮机冷却降温到允许温度,避免汽轮机转子发生永久弯曲变形。
4、轴承支承结构异常磨损也是常见的问题,一旦异常磨损发展到影响轴系稳定阶段,就必须进行修复,以保证机组安全运行。虽然轴承支承结构的磨损修复工作并不复杂,但修复后必须进行发电机轴瓦高程调整,相当于发电机从新进行一次安装,给电厂带来严重的困扰。
技术实现思路
1、本发明的目的是提供一种发电机轴瓦高程调整方法, 调整过程不需要经历拆联轴器、测量核对相对高程、复测“错口”与“张口”数据、验算相对高程,复装联轴器销钉等一系列以往技术必须经历的过程,即可恢复或按预定数值调节汽轮发电机轴瓦高程。
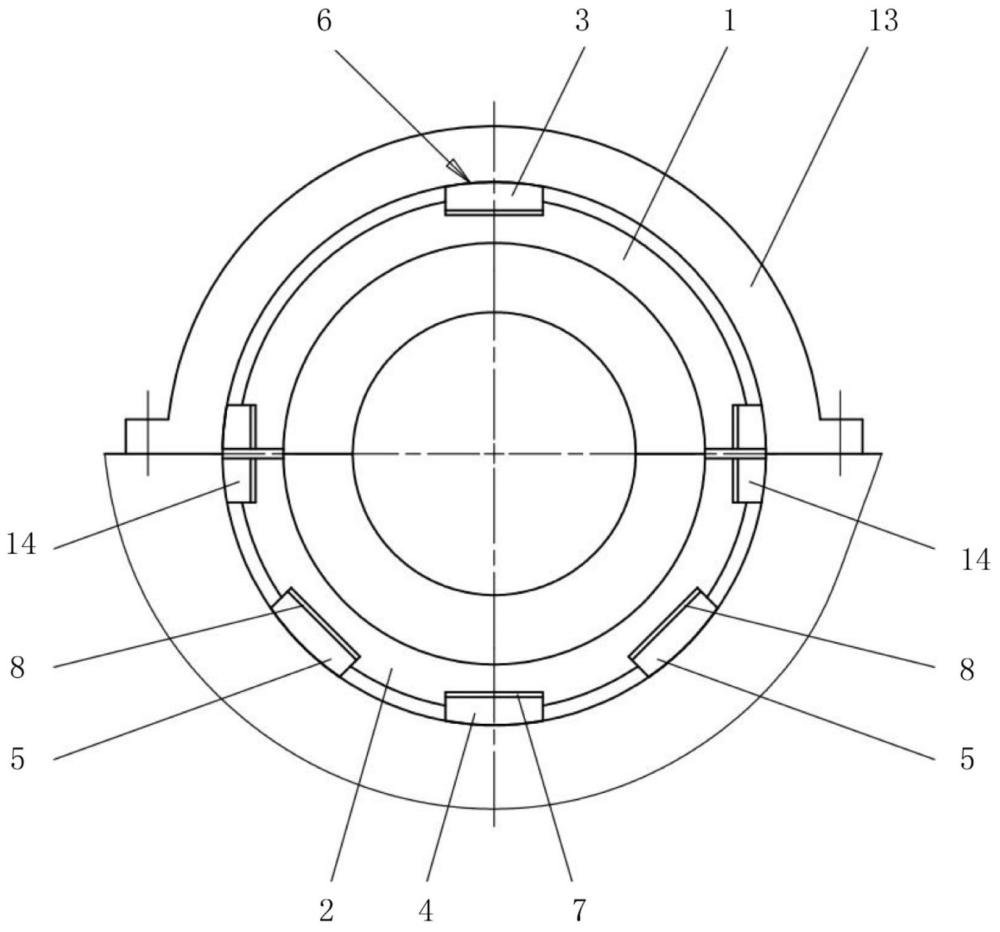
2、本发明的技术方案为:一种发电机轴瓦高程调整方法,在具备上瓦套、下瓦套、上瓦套顶部调整垫块、下瓦套底部调整垫块、下瓦套斜下方调整垫块结构的轴瓦结构中,通过测量轴瓦顶隙数值推算出轴瓦高程异常下沉量,依据所述轴瓦高程异常下沉量调整下瓦套底部垫块调整垫厚度,调整下瓦套斜下方垫块调整垫厚度,调整步骤依次为:
3、步骤一:测量轴瓦顶隙数值,对比原始数据推算出轴瓦高程异常下沉量;
4、步骤二:依据轴瓦高程异常下沉量调整下瓦套底部垫块调整垫厚度,研磨下瓦套底部调整垫块的主接触面;
5、步骤三:以完成研磨的下瓦套底部调整垫块的主接触面为参考,调整下瓦套斜下方垫块调整垫厚度,研磨下瓦套斜下方调整垫块的辅助接触面。
6、在上述发电机轴瓦高程调整方法中,所述测量轴瓦顶隙数值过程可以在上瓦盖与下半端盖结合面之间衬垫塞规、在上瓦套与上瓦盖配合面之间设置锡铅合金棒,按规定把和力矩压紧上瓦盖后再拆除,取出锡铅合金棒测量残余厚度,塞规厚度数值与锡铅合金棒残余厚度数值即为轴瓦顶隙数值。
7、在上述发电机轴瓦高程调整方法中,所述研磨下瓦套底部调整垫块的主接触面过程将下瓦套侧部调整垫块做为横向限位支撑,下瓦套底部垫块调整垫采用多种厚度垫片组合衬垫。
8、在上述发电机轴瓦高程调整方法中,所述调整过程,以下瓦套侧部调整垫块以及研磨合格的下瓦套底部调整垫块的主接触面为基准研磨两侧下瓦套斜下方调整垫块的辅助接触面,下瓦套斜下方垫块调整垫采用多种厚度垫片组合衬垫。
9、与现有技术相比,本发明的有益效果是:不必经历冷却、拆联轴器,以及复测“错口”与“张口”数据、验算相对高程,复装联轴器销钉等一系列以往技术必须经历的复杂冗长的过程,即可恢复或按预定数值调节汽轮发电机轴瓦高程。
技术特征:1.一种发电机轴瓦高程调整方法,其特征是:在具备上瓦套(1)、下瓦套(2)、上瓦套顶部调整垫块(3)、下瓦套底部调整垫块(4)、下瓦套斜下方调整垫块(5)的轴瓦结构中,通过测量轴瓦顶隙(6)数值推算出轴瓦高程异常下沉量,依据轴瓦高程异常下沉量调整下瓦套底部垫块调整垫(7)厚度,调整下瓦套斜下方垫块调整垫(8)厚度,调整步骤依次为:
2.根据权利要求1所述的一种发电机轴瓦高程调整方法,其特征是:测量轴瓦顶隙(6)数值过程中,在上瓦盖(13)与下半端盖结合面之间衬垫塞规(11)、在上瓦套(1)与上瓦盖(13)配合面之间设置锡铅合金棒(12),把合固定力矩压紧上瓦盖后再拆除,取出锡铅合金棒(12)测量残余厚度,塞规(11)厚度数值与锡铅合金棒(12)残余厚度数值之差即为轴瓦顶隙(6)数值。
3.根据权利要求1所述的一种发电机轴瓦高程调整方法,其特征是:所述步骤三,研磨下瓦套底部调整垫块(4)的主接触面(9),将下瓦套侧部调整垫块(14)做为横向限位支撑,下瓦套底部垫块调整垫(7)采用多种厚度垫片组合衬垫。
4.根据权利要求1所述的一种发电机轴瓦高程调整方法,其特征是:以下瓦套侧部调整垫块(14)以及研磨合格的下瓦套底部调整垫块(4)的主接触面(9)为基准研磨两侧下瓦套斜下方调整垫块(5)的辅助接触面(10),下瓦套斜下方垫块调整垫(8)采用多种厚度垫片组合衬垫。
技术总结本发明涉及发电机领域,公开一种发电机轴瓦高程调整方法,通过测量轴瓦顶隙数值推算出轴瓦高程异常下沉量,依据轴瓦高程异常下沉量增加下瓦套底部垫块调整垫厚度,调整下瓦套斜下方垫块调整垫厚度,不必经历拆联轴器、复测“错口”与“张口”数值、验算相对高程,复装联轴器销钉等一系列以往技术必须经历的过程,即可恢复或按预定数值调节汽轮发电机轴瓦高程。技术研发人员:邢文杰,曹尚阳,曹泽伦,王文天,闫征受保护的技术使用者:哈尔滨电机厂有限责任公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10551.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表