一种金属陶瓷复合柱钉制备方法及使用方法与流程
- 国知局
- 2024-06-20 15:03:11
本发明涉及镶铸用柱钉领域,具体是一种金属陶瓷复合柱钉制备方法及使用方法。
背景技术:
1、随着建材、电厂、矿山、砂石骨料、机制砂、建筑垃圾等行业生产规模大型化和智能化的发展,对其生产中的破碎及挤压研磨关键装备主要易损件的耐磨性能提出了更高的要求,现有的金属耐磨材料只能部分满足。如目前水泥生产中的破碎、挤压研磨设备的核心耐磨产品如破碎机锤头、板锤、球磨机衬板、立式磨的磨辊和碾盘等大多为金属耐磨材料,如高铬铸铁、中铬钢、高锰钢和超高锰钢等,大部分采用铸造工艺生产。而水泥、电厂、矿山等行业生产所需矿物原料的硬度高,磨蚀性大,传统金属耐磨产品在服役过程中,易因过快磨损而失效,难以满足破碎及挤压研磨设备长时间稳定工作的需求。
2、目前市场上应用比较成熟的柱钉镶铸复合锤头、板锤、磨辊等耐磨产品,主要采用tic钢结合金柱钉,以高锰钢为粘结相,tic为耐磨相,1350~1400℃高温真空烧结。采用消失模或砂型工艺生产,将tic钢结合金柱钉固定在砂型指定部位,浇注高锰钢钢液镶铸复合成型。生产制作过程中发现,浇注温度高时柱钉容易被钢水过多熔化,高锰钢晶粒粗大,韧性降低。浇注温度低时柱钉表面与钢水熔合差,镶铸复合强度降低。生产运转过程中,高锰钢基体硬度较低,加工硬化层薄,不能很好支撑tic钢结合金柱钉,容易被冲击脱落或挤压剥落,使用寿命大大降低。
3、现有技术申请号为202310824215 .4的中国专利:一种镶铸tic钢结合金柱钉的立磨磨辊的制备方法,其公开了采用粉末冶金工艺制备得到正六棱柱型的tic柱钉,并在柱钉下端对称面分别开设两个沟槽,该tic柱钉用于固定在磨辊型腔工作部位,该tic柱钉由70~80%tic微粉和20~30%fe-cr-mn-mo-v系高熵合金粉均匀混合后再经湿法球磨、沉淀干燥过筛后模压成正六棱柱钉型,然后通过脱胶预烧结和真空烧结成型。该专利公开的tic钢结合金柱钉存在的问题是柱钉镶铸复合强度低,抗弯强度偏低,生产运转过程中,柱钉容易被冲击脱落或挤压剥落失效,使用寿命大大降低。
技术实现思路
1、本发明提供了一种金属陶瓷复合柱钉制备方法及使用方法,以解决现有柱钉镶铸复合强度低、抗弯强度偏低,易被冲击脱落或挤压剥落失效问题。
2、为了达到上述目的,本发明所采用的技术方案为:
3、一种金属陶瓷复合柱钉制备方法,包括以下步骤:
4、步骤1、配置铁基自熔合金粉、tic钢结合金粉、wc硬质合金粉,其中:
5、铁基自熔合金粉包括以下重量百分比的各组分:
6、铁 52%~72%,
7、铬 10%~25%,
8、硅 1%~5%,
9、钼 0~3%,
10、镍 5%~10%,
11、硼 2%~5%;
12、tic钢结合金粉包括预合金粉和tic粉,tic钢结合金粉中预合金粉的重量占tic钢结合金粉总重量的50%~70%,tic粉的重量占tic钢结合金粉总重量的30%~50%,tic钢结合金粉中预合金粉包括以下重量百分比的各组分:
13、铁 70%~90%,
14、锰 6%~15%,
15、铬 0~5%,
16、钼 2%~5%,
17、镍 2%~5%;
18、wc硬质合金粉包括预合金粉和wc粉,wc硬质合金粉中预合金粉的重量占wc硬质合金粉总重量的10%~30%,wc粉的重量占wc硬质合金粉总重量的70%~90%,wc硬质合金粉中预合金粉包括以下重量百分比的各组分:
19、钴 85%~100%,
20、钼 0~5%,
21、镍 0~10%;
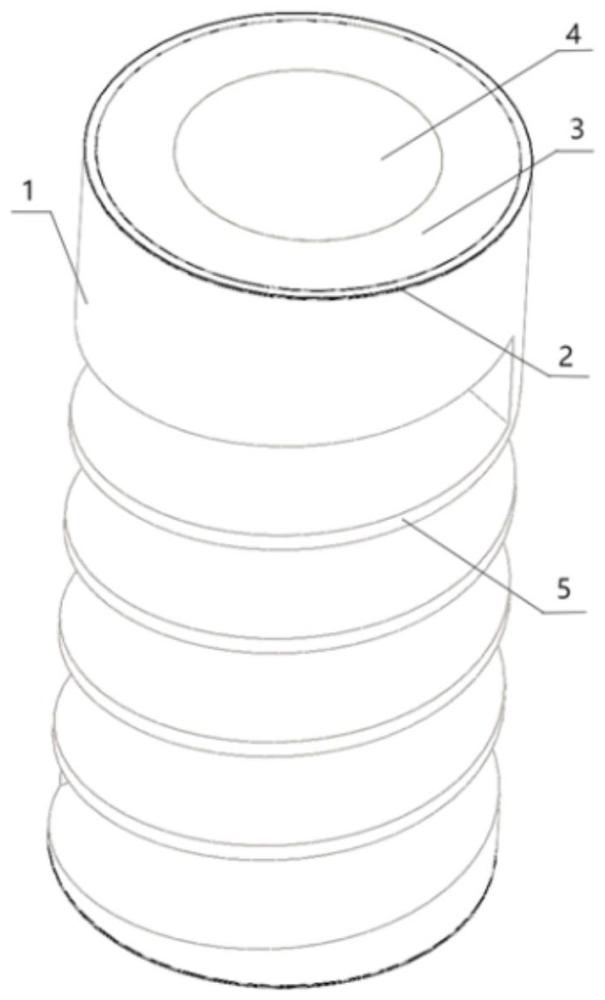
22、步骤2、将步骤1配置的tic钢结合金粉、wc硬质合金粉分别进行湿法球磨和掺胶喷雾干燥造粒后,再填充至模具中进行模压复合,得到周向成型有螺纹的螺纹圆柱钉型,所述螺纹圆柱钉型包括同心的内外两层,内层为wc硬质合金层,外层为tic钢结合金层;
23、步骤3、将步骤2得到的螺纹圆柱钉型进行烧结成型;
24、步骤4、采用喷涂工艺向步骤3烧结成型的螺纹圆柱钉型周向外表面喷涂铁基自熔合金粉,从而在螺纹圆柱钉型周向外表面形成铁基自熔合金层,由此完成金属陶瓷复合柱钉制备。
25、进一步的步骤2中,先将tic钢结合金粉、wc硬质合金粉分别进行湿法球磨和掺胶喷雾干燥造粒。
26、进一步的步骤3中,将螺纹圆柱钉型依次进行脱胶预烧结、高温热压烧结,由此使螺纹圆柱钉型烧结成型。
27、进一步的,进行脱胶预烧结时,将螺纹圆柱钉型于800℃~1000℃温度下真空烧结45分钟~90分钟,由此完成脱胶预烧结。
28、进一步的,进行高温热压烧结时,将螺纹圆柱钉型于1400~1550℃温度、在氩气保护气氛下10mpa~20mpa压力下烧结120分钟~240分钟,由此使螺纹圆柱钉型烧结成型。
29、一种如上述制备方法制备的金属陶瓷复合柱钉的使用方法,将金属陶瓷复合柱钉表面焊接镀铜钢钉后,镶铸复合至耐磨件的指定位置,利用金属陶瓷复合柱钉的螺纹实现自锁紧。
30、进一步的,采用脉冲点碰焊接方法在金属陶瓷复合柱钉表面焊接镀铜钢钉。
31、进一步的,采用消失模或砂型生产工艺,将所述金属陶瓷复合柱钉固定在耐磨件型腔工作部位,然后往浇口杯浇注高温铁水,铁水凝固后,金属陶瓷复合柱钉镶铸复合在耐磨件工作部位。
32、本发明相比申请号为202310824215 .4的中国专利“一种镶铸tic钢结合金柱钉的立磨磨辊的制备方法”,采用了不同原料来制备金属陶瓷复合柱钉。本发明中以铁基自熔合金粉、tic钢结合金粉、wc硬质合金粉,分别对应制备铁基自熔合金层、tic钢结合金层和wc硬质合金层复合成型。
33、其中,本发明采用的铁基自熔合金粉熔点低,遇高温铁水熔融,与铁基母材冶金结合,有利于提高柱钉镶铸复合强度;本发明采用的tic钢结合金粉烧结后具有较高的硬度和冲击韧性,抗急冷急热冲击性能好,有利于提高柱钉抗冲击脱落;本发明采用的wc硬质合金粉烧结后具有较高的硬度和抗弯强度,有利于提高柱钉抗挤压剥落。故本发明相比申请号为202310824215 .4的中国专利“一种镶铸tic钢结合金柱钉的立磨磨辊的制备方法”,由于柱钉表层与基体母材冶金结合,镶铸复合强度提高。柱钉硬度和抗弯强度从外到里逐渐增加,呈梯度分布。所以具有较高的抗冲击和挤压磨损性能,解决了申请号为202310824215.4的中国专利存在的柱钉镶铸复合强度低、抗弯强度偏低,易被冲击脱落或挤压剥落失效问题。
34、综上,本发明创造性将喷涂工艺和粉末冶金工艺相结合,成功实现铁基自熔合金层、tic钢结合金层和wc硬质合金层复合成型。通过铁基自熔合金层实现金属陶瓷复合柱钉与母材冶金结合,提高金属陶瓷复合柱钉镶铸复合强度;利用 tic钢结合金层强塑韧性,降低高温钢水和热处理对金属陶瓷复合柱钉的急热急冷冲击;并充分发挥wc硬质合金层高硬度和高强度,提高金属陶瓷复合柱钉耐磨性。
35、采用本发明制得的金属陶瓷复合柱钉,具有较高的硬度、冲击韧性、和抗弯强度,与铁基母材易冶金结合,用于镶铸在耐磨件时,可提高耐磨件的抗冲击和挤压磨损性能。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11427.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表