一种9.8级非调冷镦钢高强热轧盘条的制造方法与流程
- 国知局
- 2024-06-20 15:20:53
本发明属于冷镦钢热轧盘条,具体涉及一种9.8级非调冷镦钢高强热轧盘条的制造方法。
背景技术:
1、紧固件的生产制造往往需要经过多次热处理,尤其是9.8级及以上高强度紧固件的生产制造往往通过多次球化退火和冷镦成型后的调质热处理,进行性能调控才能达到相应性能等级要求,但同时带来了生产效率低、能耗高、成本高等问题。随着新能源汽车行业发展和市场使用需要,高强度紧固件螺栓的加工工序多且周期长、多次热处理能源消耗大、高成本低效生产的通病不断显现,开发9.8级非调冷镦钢高强热轧盘条,以免除退火及调质处理,仅在拉拔和冷镦后经过时效处理,实现9.8级紧固件的绿色高效生产,是目前急需解决的问题。
2、为了省去退火和调质工序,需要非调冷镦钢热轧盘条具有强度较高的成分体系,以保证经过时效处理后能达到9.8级性能等级,故相较于8.8级非调冷镦钢热轧盘条,9.8级非调冷镦钢热轧盘条在成分设计基础上具有更高的塑性提升难度,同时需要盘条具有较高的强度和塑性匹配,以避免拉拔和冷镦过程中的开裂。现有技术中的9.8级非调冷镦钢热轧盘条一般采用轧制吐丝后的斯太尔摩控冷工艺设计,例如:专利cn115261727b公开的一种9.8级紧固件用mnv系非调质冷镦钢盘条及其生产方法,采用c-si-mn-v-cr-al成分设计,结合低温轧制和斯太尔摩缓慢冷却工艺,获得f+p比例≥99%的盘条组织,抗拉强度为750~800mpa、断面收缩率≥50%,但一方面,以降低盘条成本为目的的降低mn、v、cr含量会严重降低盘条强度,另一方面,以降低轧线磨损、提高轧速和轧制效率为目的的提高轧制温度,会由于斯太尔摩冷却的最高冷却能力有限,明显延长盘条在斯太尔摩线的在线时间,而即使采用低温轧制,盘条仅能冷却到铁素体与珠光体的软相相变温度区间,会造成盘条强度不足,由于斯太尔摩冷却的最低冷却能力有限,盘条在持续的缓慢降温过程中只能维持短暂的高温状态,珠光体孕育后已处于无法熔断球化碳化物的低温状态,进而对盘条塑性提升有限。
3、现有技术中虽然公开了采用吐丝后的盐浴处理,来改善强化元素和微合金化元素对非调质钢盘条限制的,例如:专利cn117327883b公开的非调质钢盘条及其生产方法,采用c-si-mn-ti-al成分设计,结合吐丝后400~500℃、180~250s的盐浴槽处理,获得贝氏体含量占比≥85%以及铁素体含量占比<15%的金相组织,无珠光体、马氏体等其它异常组织,抗拉强度为620~725mpa,断面收缩率为75~85%,但一方面,以提高盘条塑性为目的的降低碳含量,会导致盘条强度下降,较低的抗拉强度在9.8级紧固件的制造过程中,由于需要大拉拔变形、冷变形强化强度来达到9.8级强度等级要求,过程中对塑性的损失较大,会加剧冷镦开裂风险;另一方面,碳作为较经济的强化元素,以提高盘条强度、减少盘条成本、满足9.8级非调冷镦钢成分体系需求为目的的保持中碳钢含量,会加剧盐浴过程中碳化物的粗化和长大的风险,抑制碳化物在等温过程的球化,使盘条的塑性提升有限。
技术实现思路
1、本发明旨在至少在一定程度上解决上述技术问题之一,本发明提供一种9.8级非调冷镦钢高强热轧盘条的制造方法,能够兼顾制造成本,实现盘条高强度和塑性匹配,满足9.8级非调高强度紧固件螺栓等应用领域的绿色高效生产需求。
2、本发明解决其技术问题所采用的技术方案是:
3、一种9.8级非调冷镦钢高强热轧盘条的制造方法,其特征在于,所述热轧盘条的化学成分及质量百分比包括:c:0.30%~0.38%、si:0.20%~0.40%、mn:0.65%~0.85%、p≤0.020%、s≤0.020%、mo:0.15%~0.30%,其余为fe和不可避免杂质;其制造方法包括:热轧吐丝后的盘条经过在线熔盐控冷,使盘条以≥30℃/s的冷却速度淬火为淬火贝氏体,并促使淬火贝氏体等温回火软化为回火贝氏体,再经过辊道缓冷,制为组织包括以回火贝氏体为主、少量铁素体和准球化碳化物混合组织的热轧盘条。
4、上述热轧盘条的化学成分及质量百分比设计依据包括:
5、(1)碳:c是钢中最基本有效且经济的强化元素,随着碳含量增大,能显著提高钢材的抗拉强度,有利于通过提高淬透性促进奥氏体向淬火贝氏体转变,但会导致钢材塑性降低,使脱碳敏感性和碳化物粗化风险增大,为了兼顾钢的高塑性和冷加工性能,以及保证9.8级非调紧固件的最终强度级别,因此c的质量百分比控制为0.30%~0.38%。
6、(2)硅:si是铁素体的形成元素,可以作为固溶体硬化元素有助于强度的提高,并抑制在线熔盐控冷阶段的晶粒粗化,进而抑制渗碳体形成和碳化物的粗化,对碳化物向球化转变有利,进而有助于通过等温回火软化基体组织;但硅过量对钢的冷塑性变形不利,使冶炼困难和易形成夹杂物,因此si的质量百分比控制为0.20%~0.40%。
7、(3)锰:mn元素可通过固溶强化作用提高盘条的强度级别,显著提高钢的淬透性,但mn含量过高会增加钢的过热敏感性和粗晶风险,对钢的塑性、组织控制均产生不利影响,为了兼顾钢的强度和冷加工性能,因此mn的质量百分比控制为0.65%~0.85%。
8、(4)钼:mo在钢中可明显提高淬透性,提高盘条的回火稳定性,使得相变过程中的奥氏体向珠光体的转变被抑制、更易得到贝氏体组织,且能够有效抑制在线熔盐控冷前期碳化物的粗化,以及抑制钢中碳化物长大,进而促进回火贝氏体的碳化物在回火等温过程的球化,有利调控盘条的组织状态,但过高的mo含量将使盘条生产成本提高,因此mo的质量百分比控制为0.15%~0.30%。
9、(5)磷、硫:p元素和s元素属于杂质元素,越低越好,因此控制p≤0.020%、s≤0.020%。
10、综上,为了保证非调质处理后能够得到9.8级紧固件的性能等级,采用上述c-si-mn-mo成分设计;在此的基础上,采用吐丝后盘条直接熔盐处理进行在线熔盐控冷,一方面,相较现有斯太尔摩风冷工艺可以显著提高盘条冷却速度,避免出现软相珠光体组织,促进吐丝后盘条组织中的奥氏体组织快速淬火为淬火贝氏体,相较现有盐浴槽处理工艺,再在进一步的熔盐高温等温过程中回火软化为回火贝氏体组织,既保留淬火贝氏体高强度的特征,来弥补不加成本较高的cr、v等元素带来的强度损失,显著强化最终盘条强度,又通过回火改善淬火贝氏体的塑性,得到塑性较高的回火贝氏体组织。
11、另一方面,盘条经过熔盐会迅速降至熔盐温度,相较斯太尔摩风冷工艺,能更长时间的保持高温等温状态而非缓慢冷却,可以使少量奥氏体组织转变为塑性较高的铁素体组织,有利于促使淬火贝氏体等温回火软化为回火贝氏体,以及在淬火贝氏体转化为回火贝氏体后,片层越细越容易球化,相较现有盐浴槽处理工艺,通过含mo化学成分设计,能够有效抑制在线熔盐控冷前期碳化物的粗化,以及抑制钢中碳化物长大,长时间高温以及较细的回火贝氏体组织,能够有利于回火贝氏体向准球化碳化物转变,进一步软化回火贝氏体调控盘条组织,提高盘条最终塑性,接着通过辊道缓冷,可以利用盘条经过在线盐浴控冷后还处于高温状态,延续在线熔盐控冷后期的回火软化效果,促进回火贝氏体熔断球化和进一步韧化,来提高盘条基体组织的软化效果,相较延长在线熔盐控冷时间,辊道缓冷可以避免过度软化带来的强度损失,且能耗更低、更经济,从而最终实现成分设计基础上的组织调控,实现盘条高强度和塑性匹配,具有良好的工业适应性。
12、优选的,所述热轧工序控制终轧温度≥920℃,相较现有斯太尔摩风冷工艺,由于在线熔盐控冷具有更高冷速,且能够更稳定地冷却到贝氏体相变温度区间,可以避免斯太尔摩强冷带来的马氏体脆性缺陷,以及以更长时间的高温状态回火软化,因此可以打破低温轧制对9.8级非调冷镦高热轧盘条的制造限制,以相对较高的终轧温度降低对轧机的磨损,提高轧制速度和效率。
13、优选的,所述吐丝工序控制吐丝温度≥880℃,可以使盘条组织完全奥氏体化,为后续组织转变提供基础。
14、优选的,所述在线熔盐控冷工序的熔盐温度为570~640℃,等温时间为350~700s;在熔盐温度区间内,温度越低,则回火贝氏体含量越高,盘条强度明显上升,但温度过低会引起回火马氏体产生,造成盘条塑性明显下降;反之,温度越高,则组织中铁素体含量增加,由于铁素体塑性高于回火贝氏体但强度显著下降,会引起盘条塑性提高、强度明显下降;等温时间越短,则回火贝氏体的软化效果下降,准球化碳化物含量下降,引起塑性损失,等温时间过短,淬火贝氏体未完全回火转化会显著降低盘条塑性,等温时间过长则能耗和制造成本升高、伴有一定程度的强度损失;因此,通过进一步控制熔盐温度和等温时间,可以在兼顾制造成本的基础上,调控混合组织中的组织比例,实现盘条强塑性匹配。
15、优选的,所述在线熔盐控冷工序控制熔盐温升≤10℃,可以通过控制熔盐循环量进一步控制熔盐温升,提高组织调控精度,降低盘条力学性能波动。
16、优选的,所述辊道缓冷工序控制盘条冷却速度为0.3~1.5℃/s,可以采用辊道输送盘条进入保温罩,在保温罩内缓慢行走缓冷,避免盘条冷却速度过高、盘条处于高温状态的时间较短,而降低辊道缓冷的高温软化效果,避免盘条冷速速度过低而使辊道输送速度过低、影响生产效率,因此进一步控制盘条冷却速度,可以在兼顾生产效率的基础上具有适当的基体组织软化效果。
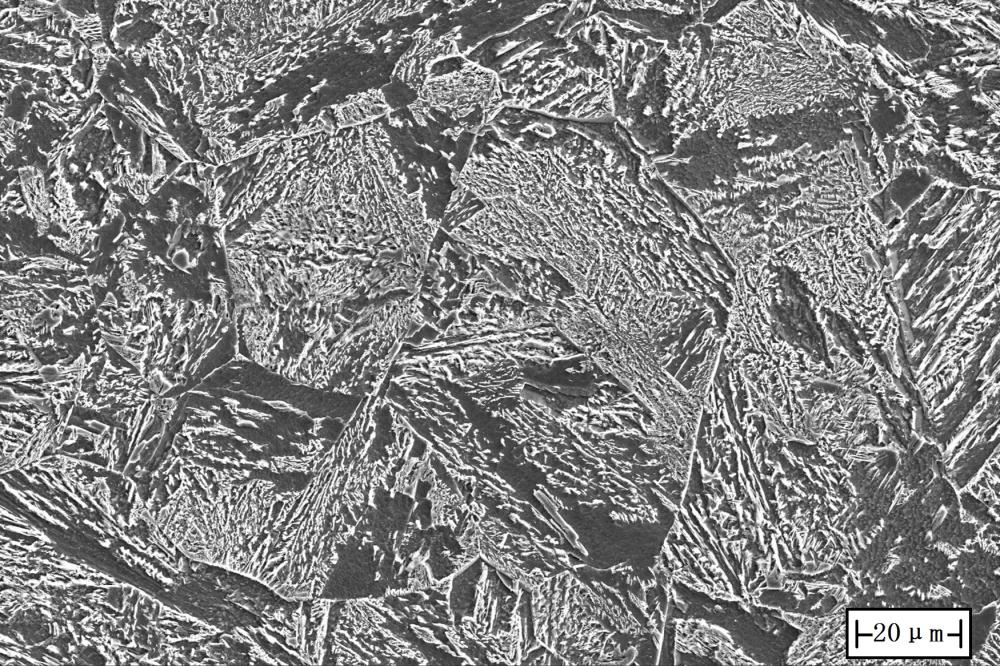
17、优选的,所述热轧盘条的组织中回火贝氏体的体积百分比占80%~84%、铁素体的体积百分比占15%~19%;回火贝氏体保留了淬火贝氏体的强度特征,强度明显高于铁素体,同时明显改善了淬火组织的塑性缺陷,塑性低于铁素体但明显高于淬火贝氏体,因此通过进一步调控回火贝氏体、铁素体以及准球化碳化物的比例,可以进一步调控盘条强塑性匹配。
18、一种9.8级非调冷镦钢高强热轧盘条,所述热轧盘条根据上述任意一项所述9.8级非调冷镦钢高强热轧盘条的制造方法获得。
19、优选的,所述热轧盘条的直径为6.5~16.0mm,抗拉强度为830~860mpa,断面收缩率为61~67%,相较于现有斯太尔摩风冷工艺获得的9.8级非调冷镦钢热轧盘条,具有明显提高的塑性,表现在具有更高的断面收缩率,相较于现有轧后强冷获得的非调质钢热轧盘条,具有明显提高的抗拉强度,基础强度较高,使得热轧盘条具有无需大拉拔变形、冷变形强化强度经过短时效处理后即可达到9.8级强度等级要求的优势,避免了大拉拔变形带来的冷镦开裂问题,具有良好的市场应用前景。
20、上述9.8级非调冷镦钢高强热轧盘条的用途,用于制造9.8级非调冷镦钢紧固件。
21、与现有技术相比,本发明的有益效果是:
22、(1)针对现有9.8级非调冷镦钢热轧盘条在提高强度的同时制造成本较高、且强度和塑性不足的现状,本发明的一种9.8级非调冷镦钢高强热轧盘条的制造方法,采用c-si-mn-mo成分设计,利用熔盐高换热能力在线控冷和辊道缓冷技术工艺设计,一方面,用使盘条快速淬火为淬火贝氏体,并促使淬火贝氏体等温回火软化为回火贝氏体,来弥补不加成本较高的cr、v等元素带来的强度损失,显著强化最终盘条强度,另一方面,通过含mo化学成分设计,有效抑制在线熔盐控冷前期碳化物的粗化,结合在线熔盐控冷和辊道缓冷长时间的高温状态,促使回火贝氏体向准球化碳化物转变进一步韧化,兼顾制造成本来提高盘条基体组织的软化效果,实现盘条组织调控、盘条高强度和塑性匹配,具有良好工业适应性。
23、(2)针对低温轧制对现有9.8级非调冷镦钢热轧盘条的限制,本发明的制造方法能够以相对较高的终轧温度降低对轧机的磨损,提高轧制速度和效率。
24、(3)针对现有9.8级高强度紧固件螺栓的加工工序多且周期长、多次热处理能源消耗大、高成本低效生产的现状,本发明成功开发了一种9.8级非调冷镦钢高强热轧盘条,可以达到产品抗拉强度为830~860mpa,断面收缩率为61~67%,用于制造9.8级高强度紧固件螺栓等应用领域,可以省去退火和调质工序,通过时效处理达到9.8级紧固件的性能等级,具有良好的市场应用前景。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11916.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表