大厚板双曲面冷加工一次成型胎具的制作方法
- 国知局
- 2024-07-17 13:52:14
本技术涉及船舶领域的大厚板,特别是涉及大厚板双曲面冷加工一次成型胎具。
背景技术:
1、目前,船厂针对大厚板双曲面加工,一直是采用人工进行重复多次的水火弯+油压机矫正,成形精度不高,生产加工效率低下。由于主要依赖操作人员的技术和经验,技术复杂,工作条件差,成形精度控制困难。曾有面积约1㎡大厚板的复杂线型成型采用传统加工方式加工用时近一个月,几乎是绣花式的反复矫正加工,虽然最终满足了公差要求,但反复冷热加工降低了工件的力学性能并产生了不均匀的内部应力,对外板使用寿命和后道工序加工精度控制造成了很大影响。传统双曲面成形工艺急需转型升级,以突破传统模式下的加工质量和效率瓶颈。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对取代传统双曲面成型工艺,提高现场施工效率,降低生产成本的问题,本实用新型提供了大厚板双曲面冷加工一次成型胎具。该成型胎具控制胎具弧面半径,并修正余量曲线,解决大厚板双曲面成型的技术问题。
2、本实用新型解决技术问题所采用的方案是:
3、大厚板双曲面冷加工一次成型胎具包括上胎具和下胎具;
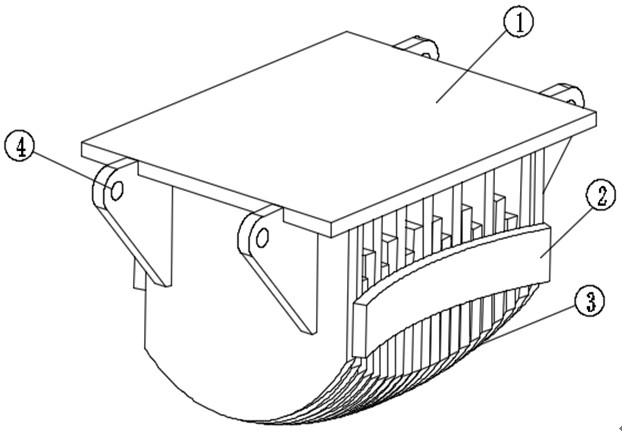
4、上胎具包括上胎具顶板、上胎具加强板、上胎具双曲面成形面和上胎具吊耳;
5、在上胎具顶板下部设置有上胎具双曲面成形面,上胎具双曲面成形面由加强肋板排列组成,垂直于加强肋板的两端设有上胎具加强板,平行于加强肋板的两端设有上胎具吊耳;
6、下胎具包括下胎具底板、下胎具加强板、下胎具双曲面成形面和下胎具吊耳;
7、在下胎具底板上部设置有下胎具双曲面成形面,下胎具双曲面成形面由加强肋板排列组成,垂直于加强肋板的两端设有下胎具加强板,平行于加强肋板的两端设有下胎具吊耳;
8、板厚δ=50~75mm时,上胎具双曲面成形面与下胎具双曲面成形面的胎具弧面半径为r0,r0=(r+40.9)/1.07,其中,r为成品工件半径。
9、为了进一步解决本实用新型所要解决的技术问题,本实用新型提供的上胎具双曲面成形面与下胎具双曲面成形面中,上胎具与下胎的加强肋板装配在曲面上存在坡口,这个坡口将根据曲面线型在不同的位置有不同的角度。
10、积极效果,由于本实用新型采用r0=(r+40.9)/1.07,并修正余量曲线,简化了施工工艺流程,并减少了工装用料,降低了成本,提高了工作效率。适宜作为大厚板双曲面冷加工一次成型胎具使用。
技术特征:1.大厚板双曲面冷加工一次成型胎具,其特征是:
2.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
3.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
4.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
5.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
6.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
7.根据权利要求1所述的大厚板双曲面冷加工一次成型胎具,其特征是:
技术总结本技术提出的是大厚板双曲面冷加工一次成型胎具。包括上胎具和下胎具;上胎具包括上胎具顶板、上胎具加强板、上胎具双曲面成形面和上胎具吊耳;在上胎具顶板下部设置有上胎具双曲面成形面,上胎具双曲面成形面由加强肋板排列组成,垂直于加强肋板的两端设有上胎具加强板,平行于加强肋板的两端设有上胎具吊耳;下胎具包括下胎具底板、下胎具加强板、下胎具双曲面成形面和下胎具吊耳。上胎具双曲面成形面与下胎具双曲面成形面的胎具半径为r<subgt;0</subgt;,r<subgt;0</subgt;=(R+40.9)/1.07,R为成品工件半径。本技术采用胎具半径于成品工件半径对应,并修正余量曲线,简化施工工艺流程,提高了工作效率。适宜作为双曲面一次加工成型胎具使用。技术研发人员:刘伟,郭知峰,刘绍军,徐巍巍,李如玉,张同新,秦俊波受保护的技术使用者:中国船舶集团渤海造船有限公司技术研发日:20231115技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/111981.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表