一种钢板送料机用纠偏装置的制作方法
- 国知局
- 2024-08-01 05:20:50
本技术属于板材加工领域,尤其涉及一种钢板送料机用纠偏装置。
背景技术:
1、钢材卷板主要是片状钢材卷绕后获得的,它满足了不同工业部门生产各种机械或金属产品。
2、在钢材卷板送料时,一般是由人工进行送料,然后切割机对钢材进行切割,因人工送料有很大误差,所以市面上出现了一些钢板送料机,解决了人工送料的误差问题。但由于钢材卷板切割时会产生震动,机器会产生误差,并在切割时需要不断移动,所以误差越来越大,导致钢材卷板发生偏移,切割时端部发生倾斜,影响产品质量。
3、如公告号为cn218904314u公开了一种具有纠偏功能的板材切割装置,装置采用纠偏传感器和两个纠偏机构,其中一个纠偏机构作为一个纠偏基准先对钢材进行纠偏,另一纠偏机构推动钢材进行纠偏,两个纠偏机构将钢材推动至运输机构中部。该纠偏方式需要两个纠偏机构有很高的配合度,并且需要停机处理,影响生产效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种钢板送料用纠偏装置,装置采用夹紧模组对钢材卷板进行夹紧定位,测距模组实时监测传送机构的偏移情况,若传送机构发生偏移,测距模组将偏移量发送给平移模组,平移模组控制传送机构移动相应距离,使钢材卷板对正。
2、具体的,本实用新型公开了一种钢板送料机用纠偏装置,包括:
3、钢板送料机;
4、传送机构,所述传送机构设在钢板送料机的一侧;
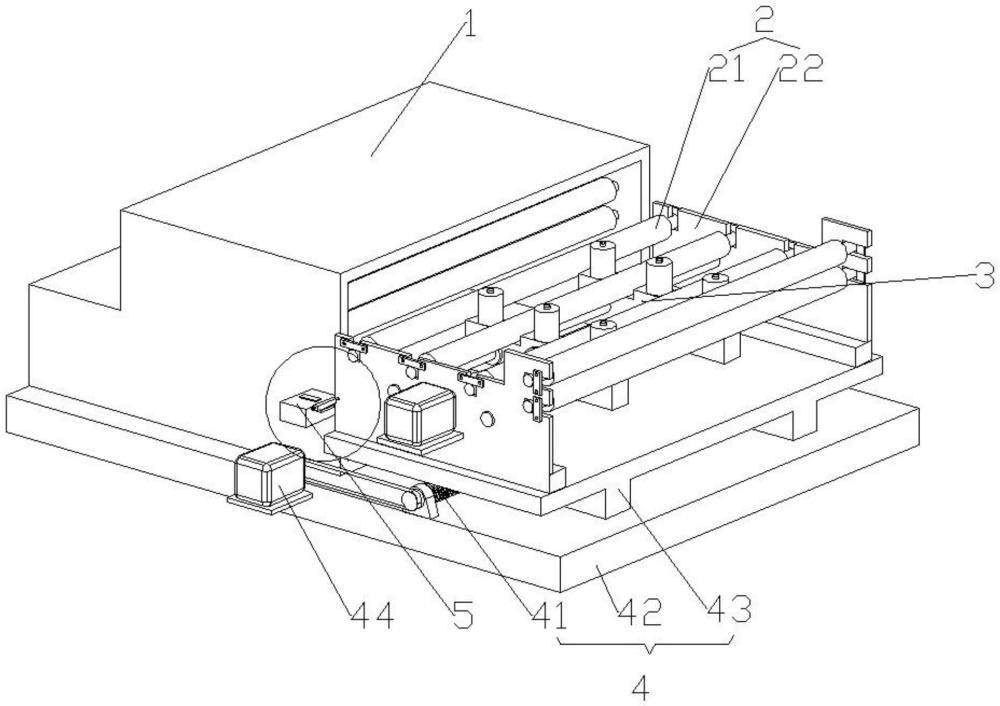
5、纠偏机构,所述纠偏机构包括夹紧模组、平移模组、测距模组,所述夹紧模组安装在平移模组的上方,用于夹紧钢材卷板,所述平移模组控制夹紧模组运动,所述测距模组安装在钢板送料机上,测量传送机构移动的距离,并与平移模组电连接。
6、通过采用上述方案,夹紧模组对钢材卷板进行夹紧定位,测距模组实时监测传送机构的偏移情况,若传送机构发生偏移,测距模组将偏移量发送给平移模组,平移模组控制传送机构移动相应距离,使钢材卷板对正。
7、进一步的,所述传送机构包括传送辊筒及传送辊筒两侧的安装板。
8、更进一步的,所述测距模组为高精度测量仪,所述高精度测量仪的测量端与安装板的一侧接触,测量安装板移动的距离。
9、钢材卷板在切割时会产生震动,震动通过钢材卷板传递给传送机构和夹紧模组,使钢材卷板在传输、切割时造成误差,误差会不断累计,直至钢材卷板发生偏移,通过安装高精度测量仪,可实时监控传送机构偏移情况。
10、进一步的,所述夹紧模组包括第一丝杆、夹紧滑块、导向轴,所述第一丝杆设在两个所述安装板之间,两个所述夹紧滑块与第一丝杆螺纹连接,所述导向轴贯穿夹紧滑块与两个安装板连接,所述夹紧滑块的上方还设有可转动的套筒,所述套筒设在所述传送辊筒之间。
11、通过采用上述方案,第一丝杆带动两个夹紧滑块相对运动,夹紧钢材卷板,两侧的套筒增强了钢材卷板运动的平稳性,避免出现卡顿的情况。
12、进一步的,所述平移模组包括平移滑块、第二丝杆、底座,所述第二丝杆可转动的安装在底座上,所述平移滑块与第二丝杆螺纹连接。
13、通过采用上述方案,第二丝杆带动平移滑块运动,从而带动传送机构与夹紧模组运动,使钢材卷板对正。
14、进一步的,所述钢板送料机的出口高度与传送机构中传送辊筒的高度相同。
15、通过采用上述方案,钢板送料机的出口与传送辊筒的高度相同,提高了钢材卷板的传送精度。
16、进一步的,所述第一丝杆通过步进电机控制。
17、通过采用上述方案,步进电机控制第一丝杆转动,使两个夹紧滑块相对运动。
18、进一步的,所述第二丝杆通过伺服电机控制,所述伺服电机与高精度测量仪电连接。
19、通过采用上述方案,伺服电机精度高,适用于精密场合,高精度测量仪将测量结果发送至伺服电机,驱动平移滑块,使钢材卷板对正。
技术特征:1.一种钢板送料机用纠偏装置,其特征在于,包括:
2.根据权利要求1所述的钢板送料机用纠偏装置,其特征在于,所述传送机构(2)包括传送辊筒(21)及传送辊筒(21)两侧的安装板(22)。
3.根据权利要求2所述的钢板送料机用纠偏装置,其特征在于,所述测距模组(5)为高精度测量仪,所述高精度测量仪的测量端与安装板(22)的一侧接触,测量安装板(22)移动的距离。
4.根据权利要求3所述的钢板送料机用纠偏装置,其特征在于,所述夹紧模组(3)包括第一丝杆(31)、夹紧滑块(33)、导向轴(34),所述第一丝杆(31)设在两个所述安装板(22)之间,两个所述夹紧滑块(33)与第一丝杆(31)螺纹连接,所述导向轴(34)贯穿夹紧滑块(33)与两个安装板(22)连接,所述夹紧滑块(33)的上方还设有可转动的套筒(32),所述套筒(32)设在所述传送辊筒(21)之间。
5.根据权利要求4所述的钢板送料机用纠偏装置,其特征在于,所述平移模组(4)包括平移滑块(43)、第二丝杆(41)、底座(42),所述第二丝杆(41)可转动的安装在底座(42)上,所述平移滑块(43)与第二丝杆(41)螺纹连接。
6.根据权利要求5所述的钢板送料机用纠偏装置,其特征在于,所述钢板送料机(1)的出口高度与传送机构(2)中传送辊筒(21)的高度相同。
7.根据权利要求6所述的钢板送料机用纠偏装置,其特征在于,所述第一丝杆(31)通过步进电机(35)控制。
8.根据权利要求7所述的钢板送料机用纠偏装置,其特征在于,所述第二丝杆(41)通过伺服电机(44)控制,所述伺服电机(44)与高精度测量仪电连接。
技术总结本技术公开了一种钢板送料机用纠偏装置,包括:钢板送料机;传送机构,所述传送机构设在钢板送料机的一侧;纠偏机构,所述纠偏机构包括夹紧模组、平移模组、测距模组,所述夹紧模组安装在平移模组的上方,用于夹紧钢材卷板,所述平移模组控制夹紧模组运动,所述测距模组安装在钢板送料机上,测量传送机构移动的距离,并与平移模组电连接。本技术中的测距模组实时监测传送机构的偏移情况,若传送机构发生偏移,测距模组将偏移量发送给平移模组,平移模组控制传送机构移动相应距离,使钢材卷板对正。技术研发人员:连保琳,戴秋,耿福强,王蔚,王广受保护的技术使用者:岳正激光科技(常熟)有限公司技术研发日:20230926技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240722/219281.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。