一种供热锅炉给水除氧工艺及其控制系统的制作方法
- 国知局
- 2024-08-01 02:49:20
本申请属于化工控制,尤其涉及一种供热锅炉给水除氧工艺及其控制系统。
背景技术:
1、在供热装置中,多采用滚筒冷渣机来回收渣的物理热和降低锅炉底渣温度,为除渣提供安全的工作环境。冷渣机多采用脱盐水作为冷却介质,既可回收渣中热量,又可提高脱盐水温度,减少除氧工序加热蒸汽消耗,经过冷渣机加热后的脱盐水送到除氧器脱除氧气后作为锅炉给水使用。
2、但自滚筒冷渣机问世以来,冷渣机出口温度较难控制稳定,如换热冷却水温度过高,会急剧产生大量蒸汽,压力骤升,如超过冷渣机冷却水腔承受压力时,会有大量能量瞬间释放并转化为机械能,从而发生爆炸。
3、在脱盐水进入并联冷渣机换热,操作人员需根据锅炉负荷调节流量控制器fic001水量,而冷渣机换热温度既由排渣量决定,又与冷渣机换热水量有关。
4、当冷渣机换热水量一定时,渣量突然增大,换热温度上升较快,存在人为调节不及时情况,导致冷渣机存在超温爆炸风险,实现其联动减少安全隐患是必要的。
技术实现思路
1、本申请实施例提供了一种供热锅炉给水除氧工艺及其控制系统,可以能充分回收渣中余热和大幅减少除氧器蒸汽耗量的锅炉给水除氧工艺,对于冷渣机安全运行和降低装置能耗。
2、第一方面,本申请实施例提供了一种供热锅炉给水的除氧工艺,包括4台冷渣机、4台锅炉和2台除氧器,除氧器还包括除氧器,步骤为:
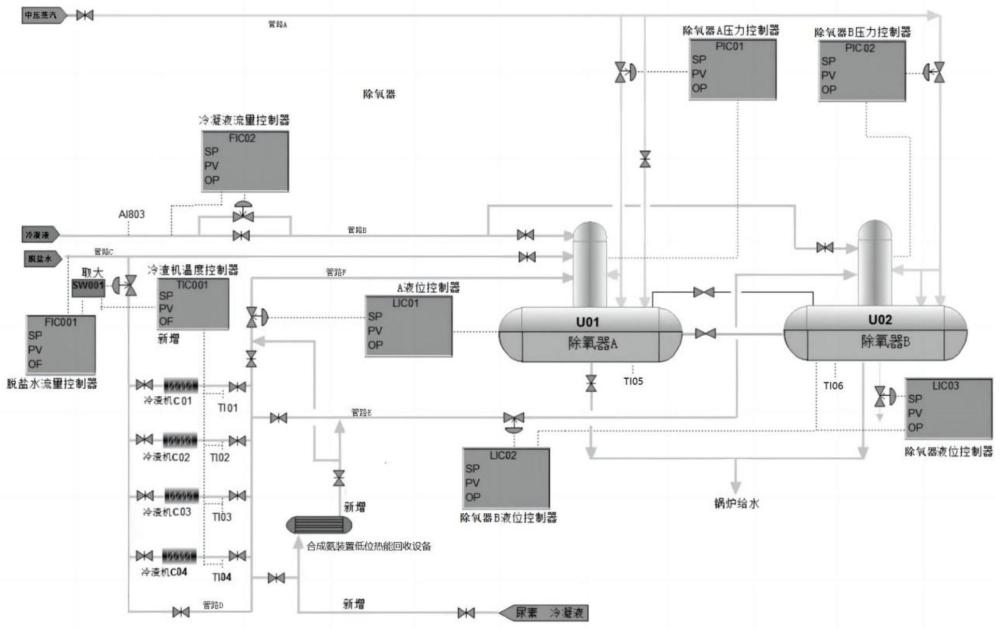
3、加入中压蒸汽,经过管路a减压成低压蒸汽,分两路分别进入除氧器a和除氧器b,
4、冷凝液经过管路b分别进入除氧器a和除氧器b;
5、加入脱盐水,经过管路c,管路c分两路,一路进入除氧器a,另一路经过并联的4台冷渣机换热后汇合再分两路,一路经过管路f进入除氧器a,另一路经管路e进入除氧器b。
6、加入尿素冷凝液的管路与脱盐水管路d单向阀连通混合后进入合成氨装置低位热能回收设备进行换热再送出,进入管路f和管路e;
7、除氧器a与除氧器b之间设有气相、液相连通,除氧器a与除氧器b处理后流出作为给锅炉给水;
8、经过冷渣机换热后的脱盐水与尿素装置送来的冷凝液混合后,先送到合成氨装置与低变气进行换热,温度提高到110℃,再送往除氧器进行氧的脱除。
9、第二方面,本申请还提供了一种实现第一方面工艺的控制系统,包括:
10、与除氧器a、管路a上分别设有压力计,以及与压力计通信连接的除氧器a压力控制器pic01,
11、与除氧器b、管路a分别设有压力计,以及与压力计通信连接的除氧器b压力控制器pic02;
12、在除氧器a内部的除氧器a、管路f前段分别设有液位传感器,以及与液位传感器通信连接的除氧器a液位控制器lic01,
13、在管路e上设有除氧器b液位控制器lic02,
14、在除氧器b的除氧器b设有液位传感器,以及与所述液位传感器通信连接的除氧器液位控制器lic03;除氧器液位控制器lic03与除氧器b液位控制器li02进行参数关联;
15、在管路c前段设有流量计,以及与流量计通信连接的脱盐水控制器fic001;
16、在冷渣机后端设有四个温度传感器ti01、ti02、ti03和ti04,以及与冷渣机温度控制器tic001连接通信;
17、还包括在管路b上设有冷凝液电导ai803,在其后端设有冷凝液流量控制器fic02;
18、在除氧器a和除氧器b还设有温度传感器ti05和温度传感器ti06;
19、ti05和ti06接入系统。
20、该系统还包括:冷渣机超温控制是在冷渣机温度控制器达到安全预警设置后作用于管道c脱盐水流量控制。
21、该系统还包括除氧器a和除氧器b的压力控制在0.02~0.04mpa,水温≥100℃。
22、该控制系统,包括设置在管道用于控制中所应用的阀门或电磁阀。
23、本申请实施例与现有技术相比存在的有益效果是:
24、该锅炉给水除氧工艺实现了解决锅炉给水、冷渣机换热温度联动控制,既能够平稳地控制冷渣机换热温度,确保冷渣机安全运行,又能充分回收炉渣预热和合成氨装置低变多余热量。通过余热回收后的除氧器进水温度达到了110℃,能够实现除氧器无须额外添加蒸汽即可达到脱除氧气的目的。
25、操作人员可通过操作界面上的冷渣机换热温度控制器设定相关控制逻辑,实现自动切换控制锅炉给水量,本锅炉给水除氧工艺具有自动化水平高,使用方便,控制稳定、余热回收利用率高等特点,能有效消除冷渣机超温爆炸问题,并可大幅降低装置能耗。
技术特征:1.一种供热锅炉给水的除氧工艺,包括4台冷渣机、4台锅炉和2台除氧器,其特征在于,步骤为:
2.一种实现如权利要求1的控制系统,其特征在于,包括:
3.根据权利要求2所述的控制系统,其特征在于,还包括:冷渣机超温控制是在冷渣机温度控制器达到安全预警设置后作用于管道c脱盐水流量控制。
4.根据权利要求2所述的控制系统,其特征在于,还包括除氧器a和除氧器b的压力控制在0.02~0.04mpa,水温≥100℃。
5.根据权利要求2所述的控制系统,其特征在于,包括设置在管道用于控制中所应用的阀门或电磁阀。
技术总结本申请适用于化工技术领域,提供了一种供热锅炉给水除氧工艺及其控制系统,本申请实现了解决锅炉给水、冷渣机换热温度联动控制,既能够平稳地控制冷渣机换热温度,确保冷渣机安全运行,又能充分回收炉渣预热和合成氨装置低变多余热量。通过余热回收后的除氧器进水温度达到了110℃,能够实现除氧器无须额外添加蒸汽即可达到脱除氧气的目的。技术研发人员:周泽广,李天明,姚文金,王玉川,向红,刘伦凯,田源受保护的技术使用者:云南水富云天化有限公司技术研发日:技术公布日:2024/2/21本文地址:https://www.jishuxx.com/zhuanli/20240723/210380.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表