一种解决塑封溢胶的模具排气槽设计方法与流程
- 国知局
- 2024-08-01 03:31:32
本发明涉及模具排气,具体为一种解决塑封溢胶的模具排气槽设计方法。
背景技术:
1、当前半导体封装越来越精密化,对产品厚度要求越来越薄,针对塑封站别塑封料的filler size选择越来越小,塑封模具排气槽深度的设计要求越来越小。
2、现有技术中,目前模具的排气槽深度一般为单层或双层排气,在作业过程中容易产生溢胶或者排气槽排气不畅造成产品内部空洞问题。
3、因此,我们需要一种解决塑封溢胶的模具排气槽设计方法,用来解决现有塑封过程中产品溢胶或者模具排气不畅造成产品内部空洞问题;可以有效解决当前塑封作业过程中遇到产品溢胶或者模具排气槽不畅造成产品内部空洞问题和有效缓解人员压力。
技术实现思路
1、本发明的目的在于提供一种解决塑封溢胶的模具排气槽设计方法,以解决上述背景技术中提出的现有塑封过程中产品溢胶或者模具排气不畅造成产品内部空洞问题;可以有效解决当前塑封作业过程中遇到产品溢胶或者模具排气槽不畅造成产品内部空洞问题和有效缓解人员压力。
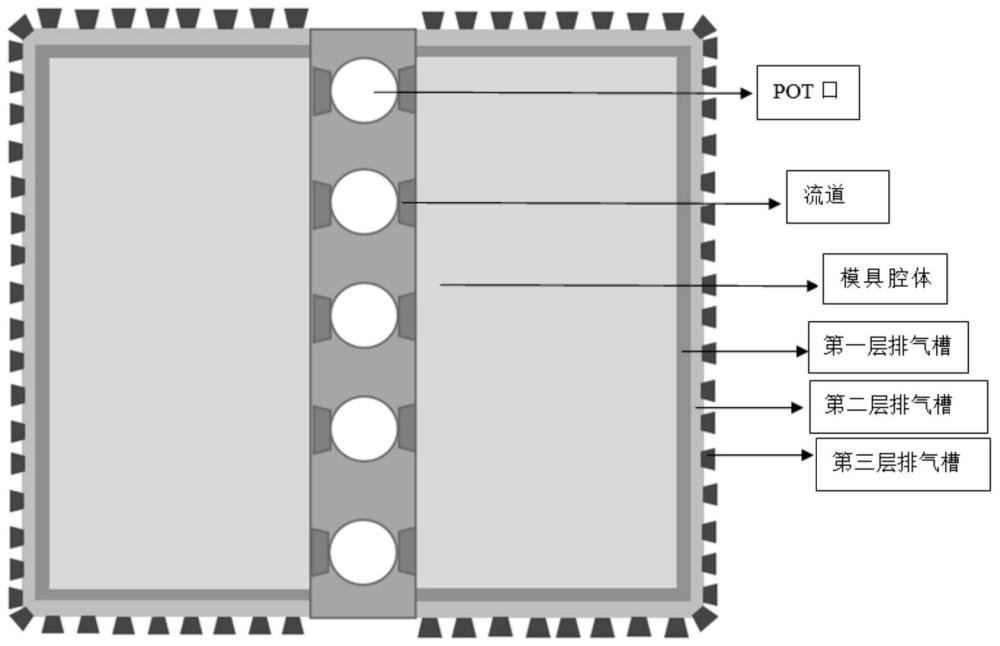
2、为实现上述目的,本发明提供如下技术方案:一种解决塑封溢胶的模具排气槽设计方法,所述方法包括以下步骤:
3、定制模具cavity区域s1;
4、在模具上开设第一层排气槽s2;
5、在模具上开设第二层排气槽s3;
6、在模具上开设第三层排气槽s4。
7、优选的,定制模具cavity区域的具体操作包括:
8、建立型腔和型芯区域:利用型腔定制软件,点击抽取区域和分型线按钮,弹出抽取区域对话框,在对话框中,选择cavity region型腔区域作为操作目标;
9、创建区域:在设置中选择创建区域,并点击搜索区域,将弹出搜索区域对话框,要求选择型腔区域任意一个面;
10、确定型腔区域:在搜索区域对话框中,选择型腔区域的一个面,
11、并点击确定,完成型腔区域的创建。
12、优选的,在模具上开设第一层排气槽s2的具体操作包括:
13、在cavity区域的边缘确定第一层排气槽s2的位置,
14、根据注塑工艺和材料的流动性,确定第一层排气槽s2的深度;
15、使用设计软件绘制出排气槽的形状和路径,确保其与cavity区域平滑过渡。
16、优选的,第一层排气槽s2的深度在0.05-0.1mm。
17、优选的,在模具上开设第二层排气槽s3的具体操作包括:
18、根据第一层排气槽的设计,确定第二层排气槽s3的位置,第二层排气槽s3作为缓冲槽;
19、选择合适的深度,以减缓塑封料的流动速度;
20、设计缓冲槽的形状和结构,以优化塑封料的流动和排气效果。
21、优选的,第二层排气槽s3的深度控制在0.1-0.25mm。
22、优选的,在模具上开设第三层排气槽s4的具体操作包括:
23、根据所使用的塑封料的filler size,确定第三层排气槽s4的深度;
24、在前两层排气槽的基础上,设计第三层排气槽s4的路径和形状;
25、确保第三层排气槽s4有效地排出剩余的气体,避免气泡缺陷的产生。
26、优选的,第三层排气槽s4的深度控制在0.01-0.04mm。
27、优选的,还包括模拟与优化,具体操作如下:
28、使用注塑模拟软件对模具的排气槽设计进行模拟分析;
29、根据模拟结果,调整和优化排气槽的设计参数,如深度、宽度和形状;
30、重复模拟和优化过程,直至达到最佳的排气效果。
31、优选的,还包括加工与制造,具体操作如下:
32、根据优化后的排气槽设计,制定加工和制造方案;
33、使用数控机床或其他加工设备对模具进行精确加工,确保排气槽的尺寸和形状符合要求;
34、对加工完成的模具进行质量检验,确保排气槽的准确性和可靠性。
35、与现有技术相比,本发明的有益效果是:
36、本发明提出的解决塑封溢胶的模具排气槽设计方法,第一层排气槽s2和第二层排气槽s3在原有的基础上排气槽设计成环形排气槽,之前只有一边排气,本发明为3边连通排气更有利于产品注塑过程中气体排出,第三层排气槽s4将最外层排气槽由平口设计变成喇叭口设计在产品注塑过程中更有利于气体排出,最外层排气槽深度依据塑封料fillersize设计,可以有效解决产品溢胶问题;进一步解决了现有塑封过程中产品溢胶或者模具排气不畅造成产品内部空洞问题;可以有效解决当前塑封作业过程中遇到产品溢胶或者模具排气槽不畅造成产品内部空洞问题和有效缓解人员压力。
技术特征:1.一种解决塑封溢胶的模具排气槽设计方法,其特征在于:所述方法包括以下步骤:
2.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:定制模具cavity区域的具体操作包括:
3.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:在模具上开设第一层排气槽s2的具体操作包括:
4.根据权利要求3所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:第一层排气槽s2的深度在0.05-0.1mm。
5.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:在模具上开设第二层排气槽s3的具体操作包括:
6.根据权利要求5所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:第二层排气槽s3的深度控制在0.1-0.25mm。
7.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:在模具上开设第三层排气槽s4的具体操作包括:
8.根据权利要求7所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:第三层排气槽s4的深度控制在0.01-0.04mm。
9.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:还包括模拟与优化,具体操作如下:
10.根据权利要求1所述的一种解决塑封溢胶的模具排气槽设计方法,其特征在于:还包括加工与制造,具体操作如下:
技术总结本发明涉及模具排气技术技术领域,具体为一种解决塑封溢胶的模具排气槽设计方法,包括以下步骤:定制模具Cavity区域S1;在模具上开设第一层排气槽S2;在模具上开设第二层排气槽S3;在模具上开设第三层排气槽S4;有益效果为:本发明提出的解决塑封溢胶的模具排气槽设计方法,第一层排气槽S2和第二层排气槽S3在原有的基础上排气槽设计成环形排气槽,之前只有一边排气,本发明为3边连通排气更有利于产品注塑过程中气体排出,第三层排气槽S4将最外层排气槽由平口设计变成喇叭口设计在产品注塑过程中更有利于气体排出。技术研发人员:刘浩,聂斌,李飞,张明俊受保护的技术使用者:江苏凯嘉电子科技有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212894.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表