一种热吹风式徽标焊接装置的制作方法
- 国知局
- 2024-08-01 03:47:08
本技术涉及汽车徽标焊接装置,特别涉及一种热吹风式徽标焊接装置。
背景技术:
1、现有dab(驾驶员安全气囊)模板上的徽标(汽车品牌logo)与饰盖的材质及生产工艺有所区别,因此饰盖与徽标的装配通常是采用焊接工艺,使得徽标与饰盖进行连接。由于徽标的下侧为驾驶员安全气囊,该气囊在点爆的瞬间会产生强烈的冲击力,因此徽标的焊接质量最为重要。现行业内最为常见的两种焊接方式为:超声焊的冷压方式和热压成型的方式。这两种方式相对现有生产工艺较为成熟且可靠,但是经过长时间的应用也发现其较多的缺点。
2、超声波焊接方式的原理是利用纵波的波峰位传递振幅至塑料件的缝隙,在加压的情况下,使得两个塑料件或其他件与塑料件接触部分的分子相互碰撞产生融化,使其接触位的塑料融合,达到目的。其中焊头的作用最为重要,由于超声波是不停的以20khz左右高频振动,所以对材料的要求非常高,与被焊接件的形状必须一致,加工精度要求也非常高,其费用相对较高。由于此类工装无通用性,每种产品必须单独配置一套,成本较高。另外,由于高频振动的原因在工作时会产生较大噪声污染,对人体损害较大。
3、热压成型方式的原理是将热熔头进行加热,利用热熔头的形状对徽标热熔柱进行热压成型。其优点是成本较低,使用灵活。其缺点是热熔头的材料一般使用铍铜导热材料,内部加热方式使用加热电阻丝进行加热,通过温控仪表进行控制温度的高低,很难保证热熔风头的温度保持恒温状态,热熔效果不太理想。另外,热熔柱的受热方式是由外向内,加之塑料本身导热性较差,很容易发生外侧已经融掉而内部断裂的现象。
4、为此,本申请提出了一种热吹风式徽标焊接装置。
技术实现思路
1、本实用新型要解决的是超声波焊接方式成本高和热压成型方式容易发生外侧已经融掉而内部断裂等问题,对此提供一种热吹风式徽标焊接装置解决上述问题。
2、针对现有技术中的上述不足,本实用新型提供了一种热吹风式徽标焊接装置,包括工作台,所述工作台下侧四角处分别连接设有支撑腿,所述工作台上方相对两侧分别安装设有安装块,两组所述安装块之间连接设有两组横杆,两组所述横杆外侧滑动套有两组底槽,所述底槽底部设有凹槽,所述凹槽底部中心处安装设有支撑轴,所述支撑轴上端穿出凹槽并且安装设有放置板,所述放置板下侧设有多组换热孔,所述工作台上侧安装设有吹热风机构,所述工作台下侧安装设有吹冷风机构。
3、所述吹热风机构包括热风制造机、送风管一、罩体和调节开关一。
4、所述吹冷风机构包括冷风制造机、调节开关二和两组送风管二。
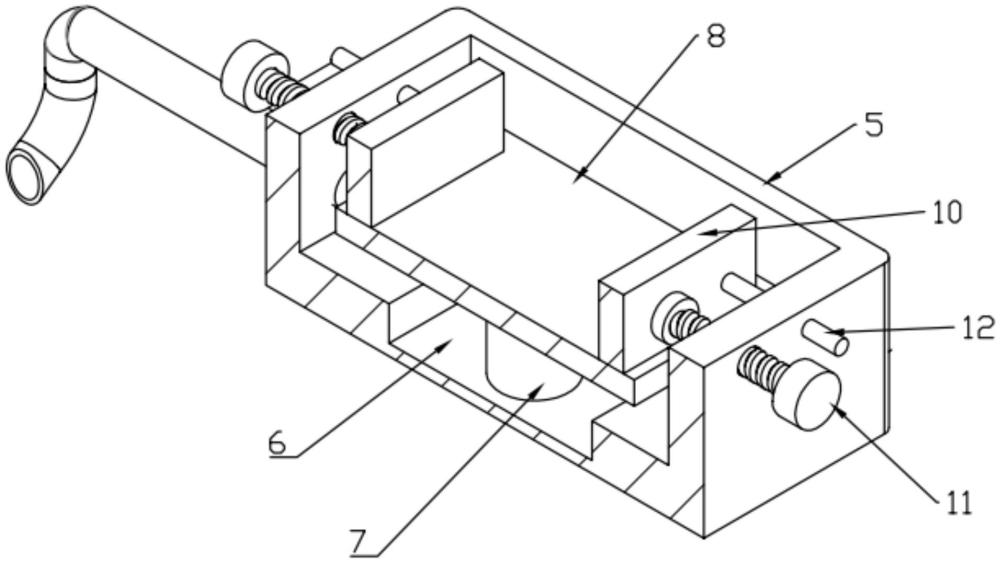
5、作为改进:所述底槽相对两侧分别设有限位机构,所述限位机构包括位于放置板上侧的限位夹板,所述限位夹板上转动连接设有螺纹轴,所述螺纹轴配合螺纹转动穿出底槽侧壁。
6、作为改进:所述限位夹板上安装有两组限位滑杆,所述限位滑杆滑动穿出底槽侧壁。
7、作为改进:所述吹热风机构还包括热风制造机上侧安装的支撑架,所述送风管一下部安装在支撑架内侧,所述一侧安装设有支撑横板,所述送风管一另一端从上至下穿过支撑横板,所述罩体套接在送风管一另一端外侧。
8、作为改进:所述罩体上侧与支撑横板下侧的对应位置上分别安装设有磁铁块。
9、作为改进:所述冷风制造机上设有两组出风口,两组所述送风管二一端分别与对应的出风口连接,所述送风管二另一端与底槽侧壁穿过连接,所述送风管二另一端位于放置板下侧。
10、本实用新型与现有技术相比优点在于:通过热风吹至底槽中,进入凹槽后,可以对放置板上下侧进行同时换热,通过换热孔提高放置板的换热效率,放置板上侧放置徽标,方便徽标受热后与饰盖进行焊接,冷风送至底槽内部,使底槽内部快速冷却,也通过换热孔提高放置板的换热效率,可以使放置板快速冷却,确保徽标焊接效果。
技术特征:1.一种热吹风式徽标焊接装置,包括工作台(1),所述工作台(1)下侧四角处分别连接设有支撑腿(2),其特征在于:所述工作台(1)上方相对两侧分别安装设有安装块(3),两组所述安装块(3)之间连接设有两组横杆(4),两组所述横杆(4)外侧滑动套有两组底槽(5),所述底槽(5)底部设有凹槽(6),所述凹槽(6)底部中心处安装设有支撑轴(7),所述支撑轴(7)上端穿出凹槽(6)并且安装设有放置板(8),所述放置板(8)下侧设有多组换热孔(9),所述工作台(1)上侧安装设有吹热风机构(13),所述工作台(1)下侧安装设有吹冷风机构(14);
2.根据权利要求1所述的一种热吹风式徽标焊接装置,其特征在于:所述底槽(5)相对两侧分别设有限位机构,所述限位机构包括位于放置板(8)上侧的限位夹板(10),所述限位夹板(10)上转动连接设有螺纹轴(11),所述螺纹轴(11)配合螺纹转动穿出底槽(5)侧壁。
3.根据权利要求2所述的一种热吹风式徽标焊接装置,其特征在于:所述限位夹板(10)上安装有两组限位滑杆(12),所述限位滑杆(12)滑动穿出底槽(5)侧壁。
4.根据权利要求1所述的一种热吹风式徽标焊接装置,其特征在于:所述吹热风机构(13)还包括热风制造机(13.1)上侧安装的支撑架(13.2),所述送风管一(13.3)下部安装在支撑架(13.2)内侧,所述支撑架(13.2)一侧安装设有支撑横板(13.4),所述送风管一(13.3)另一端从上至下穿过支撑横板(13.4),所述罩体(13.5)套接在送风管一(13.3)另一端外侧。
5.根据权利要求4所述的一种热吹风式徽标焊接装置,其特征在于:所述罩体(13.5)上侧与支撑横板(13.4)下侧的对应位置上分别安装设有磁铁块(13.7)。
6.根据权利要求1所述的一种热吹风式徽标焊接装置,其特征在于:所述冷风制造机(14.1)上设有两组出风口,两组所述送风管二(14.3)一端分别与对应的出风口连接,所述送风管二(14.3)另一端与底槽(5)侧壁穿过连接,所述送风管二(14.3)另一端位于放置板(8)下侧。
技术总结本技术提供了一种热吹风式徽标焊接装置,包括工作台,工作台下侧四角处分别连接设有支撑腿,工作台上方相对两侧分别安装设有安装块,两组安装块之间连接设有两组横杆,两组横杆外侧滑动套有两组底槽,底槽底部设有凹槽,凹槽底部中心处安装设有支撑轴,支撑轴上端穿出凹槽并且安装设有放置板,放置板下侧设有多组换热孔,工作台上侧安装设有吹热风机构,工作台下侧安装设有吹冷风机构。本技术与现有技术相比优点在于:通过热风吹至底槽中,进入凹槽后,可以对放置板上下侧进行同时换热,通过换热孔提高放置板的换热效率,冷风送至底槽内部,通过换热孔提高放置板的换热效率,可以使放置板快速冷却,确保徽标焊接效果。技术研发人员:李磊,冯剑,周标受保护的技术使用者:台州美辰汽车零部件有限公司技术研发日:20231128技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213940.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表