一种注塑成型模具的制作方法
- 国知局
- 2024-08-01 04:16:30
本技术涉及一种注塑成型模具,具体涉及一种小型断路器手柄的注塑成型模具。
背景技术:
1、小型断路器又称微型断路器,适用于交流50/60hz额定电压230/400v,额定电流至63a线路的过载和短路保护之用,也可以在正常情况下作为线路的不频繁操作转换之用。小型断路器包括外壳、电磁脱扣器、操作机构、触头系统,在生产过程中,操作机构的手柄需要通过注塑成型模具制成,然而,现有的用于小型断路器手柄的注塑成型模具容易发生装模错误,装模效率较低,导致该注塑成型模具的生产效率较低。且该成型模具还存在结构复杂、性能不可靠的缺陷。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺陷,提供一种结构简单、性能稳定可靠、生产效率高、装模效率高的注塑成型模具。
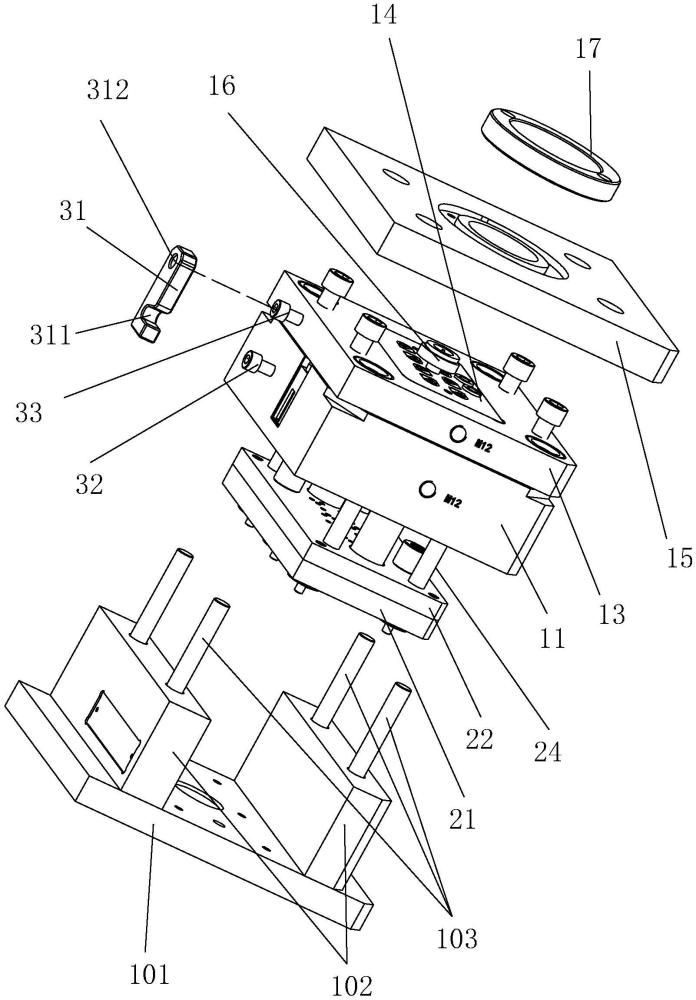
2、为实现上述目的,本实用新型采用一种注塑成型模具,包括动模架、活动设置在动模架上的动模板、设置在动模板内的动模芯、设置在动模板上的静模板、设置在静模板内的静模芯、设置在静模板上的静模座板、设置在动模架内的顶针组件,所述的动模架包括动模座板、对称设置在动模座板上的两个模脚、分别设置在两个模脚上的四根导向柱,所述的动模板滑动设置在四根导向柱上,所述的动模芯与静模芯之间形成有模型腔,所述的静模座板上设置有浇口杯,浇口杯上设置有与模型腔相连通的注料孔,其中一个模脚一侧上设置有装模切角,所述的动模板、静模板上分别设置有与装模切角相对齐的第一切角,所述的动模座板、静模座板上对应装模切角一侧处分别设置有第二切角。
3、上述结构的有益效果是:第一切角、第二切角、装模切角可起到标识装模方向的作用,在装模时,将动模板、静模板的第一切角与模脚的装模切角对齐,动模座板、静模座板的第二切角与模脚的装模切角朝向相对应,即可完成该注塑成型模具的装配,可避免该注塑成型模具的装模错误,装模效率更高,有利于提高该注塑成型模具的生产效率。从而该注塑成型模具具有结构简单、性能稳定可靠、生产效率高、装模效率高的优点。
4、特别地,所述的静模板一侧上设置有与动模板相配合的锁模组件,所述的锁模组件包括转动设置在静模板上的锁板、设置在动模板上的锁定螺栓,所述的锁板一端具有与锁定螺栓相配合的锁槽,所述的锁槽卡合在锁定螺栓上,且构成锁板与锁定螺栓的卡接配合。锁模组件可将静模板与动模板锁定,从而可保证动模板与静模板能够可靠合模,且锁板与锁定螺栓采用卡接配合方式装配,从而便于该锁模组件的锁定或解锁,操作更便捷。
5、特别地,所述的静模板上对应锁板另一端处设置有定位螺栓,所述的锁板另一端上设置有定位孔,所述的定位螺栓穿过定位孔且连接在静模板上,且构成锁板与定位螺栓的转动连接配合。锁板通过定位螺栓连接在静模板上,从而便于锁板与静模板的装配,装配效率更高。
6、特别地,所述的静模座板上对应浇口杯处设置有定位环。定位环可与注塑机相配合,从而便于该注塑成型模具与注塑机的安装,安装效率更高。
7、特别地,所述的顶针组件包括设置在动模架内的顶针底板、设置在顶针底板上的顶针板、分别设置在顶针板上的多个顶针、设置顶针底板与动模板之间的四根导柱,所述的多个顶针一端依次穿过动模板、动模芯且延伸在模型腔内,所述的四根导柱上分别设置有复位弹簧。在脱模时,多个顶针可随顶针板动作延伸在模型腔内,多个顶针可将成型后的产品推出模型腔,有利于提高该注塑成型模具的生产效率。
技术特征:1.一种注塑成型模具,其特征在于:包括动模架、活动设置在动模架上的动模板、设置在动模板内的动模芯、设置在动模板上的静模板、设置在静模板内的静模芯、设置在静模板上的静模座板、设置在动模架内的顶针组件,所述的动模架包括动模座板、对称设置在动模座板上的两个模脚、分别设置在两个模脚上的四根导向柱,所述的动模板滑动设置在四根导向柱上,所述的动模芯与静模芯之间形成有模型腔,所述的静模座板上设置有浇口杯,浇口杯上设置有与模型腔相连通的注料孔,其中一个模脚一侧上设置有装模切角,所述的动模板、静模板上分别设置有与装模切角相对齐的第一切角,所述的动模座板、静模座板上对应装模切角一侧处分别设置有第二切角。
2.根据权利要求1所述的注塑成型模具,其特征在于:所述的静模板一侧上设置有与动模板相配合的锁模组件,所述的锁模组件包括转动设置在静模板上的锁板、设置在动模板上的锁定螺栓,所述的锁板一端具有与锁定螺栓相配合的锁槽,所述的锁槽卡合在锁定螺栓上,且构成锁板与锁定螺栓的卡接配合。
3.根据权利要求2所述的注塑成型模具,其特征在于:所述的静模板上对应锁板另一端处设置有定位螺栓,所述的锁板另一端上设置有定位孔,所述的定位螺栓穿过定位孔且连接在静模板上,且构成锁板与定位螺栓的转动连接配合。
4.根据权利要求1或2所述的注塑成型模具,其特征在于:所述的静模座板上对应浇口杯处设置有定位环。
5.根据权利要求1或2所述的注塑成型模具,其特征在于:所述的顶针组件包括设置在动模架内的顶针底板、设置在顶针底板上的顶针板、分别设置在顶针板上的多个顶针、设置顶针底板与动模板之间的四根导柱,所述的多个顶针一端依次穿过动模板、动模芯且延伸在模型腔内,所述的四根导柱上分别设置有复位弹簧。
技术总结本技术涉及一种注塑成型模具,包括动模架、动模板、动模芯、静模板、静模芯、静模座板、顶针组件,动模架包括动模座板、对称设置在动模座板上的两个模脚、分别设置在两个模脚上的四根导向柱,所述的动模板滑动设置在四根导向柱上,所述的动模芯与静模芯之间形成有模型腔,所述的静模座板上设置有浇口杯,浇口杯上设置有与模型腔相连通的注料孔,其中一个模脚一侧上设置有装模切角,所述的动模板、静模板上分别设置有与装模切角相对齐的第一切角,所述的动模座板、静模座板上对应装模切角一侧处分别设置有第二切角。本技术具有结构简单、性能稳定可靠、生产效率高、装模效率高的优点。技术研发人员:吴朋乐,朱孟儒,连建富,叶传田,朱孟鹏,陈龙喜,方立智受保护的技术使用者:浙江雅博电器科技有限公司技术研发日:20231101技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215453.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表