一种切边植物纤维制品的输送理料方法及系统与流程
- 国知局
- 2024-08-01 04:53:15
本申请涉及植物纤维制品加工领域,特别是涉及一种切边植物纤维制品的输送理料方法及系统。
背景技术:
1、植物纤维制品指的是以植物纤维作为原材料生产的各种产品,这意味着成型的植物纤维制品会保留植物纤维原料的天然颜色和纹理,例如木纤维原料制成的植物纤维制品可能呈现出自然的棕色或灰色,且植物纤维制品的表面会较为粗糙。
2、为了提高植物纤维制品的功能性和外观观赏性则经常需要对加工完成的植物纤维制品进行喷涂处理,比如一些植物纤维制品需要有良好的防水性能则需要在植物纤维制品的表面喷涂防水涂层,另外有一些植物纤维制品也需要额外的保护性涂层,或者一些植物纤维制品则是单纯的外观美观需求而需要喷涂装饰层。目前针对植物纤维制品的喷涂是从整版上获取设定数量的成型的植物纤维制品,并对设定数量的植物纤维制品进行喷涂以在植物纤维制品的表面形成涂层。然而由于每次喷涂的喷涂数量是固定的,而每次加工的整版上的植物纤维制品的数量是不同的,导致实际加工过程中的喷涂总数同整版上的植物纤维制品数量并不完全匹配,经常会出现某次喷涂的植物纤维制品数量小于实际喷涂数量的情况,或者在完成喷涂之后整版上依旧残留有未被喷涂的植物纤维制品的情况,这样就会导致加工资源的浪费。
3、另外,为了便于后续的喷涂加工,目前的整版上的植物纤维制品的排列方式均是相同,而这也在一定程度上导致了加工成本的提高。具体的,比如某块整版的面积最大可放置5块植物纤维制品,但是由于每个植物纤维制品均按照相同的排列方式排布而导致该整版仅能放置4块植物纤维制品,这样的话就会导致生产成本的急剧增加。
技术实现思路
1、本申请方案提供了一种切边植物纤维制品的输送理料方法及系统,实现了紧凑排列的不同整版的理料输送,以便于对植物纤维制品进行喷涂,提高了生产效率的同时降低了生产成本。
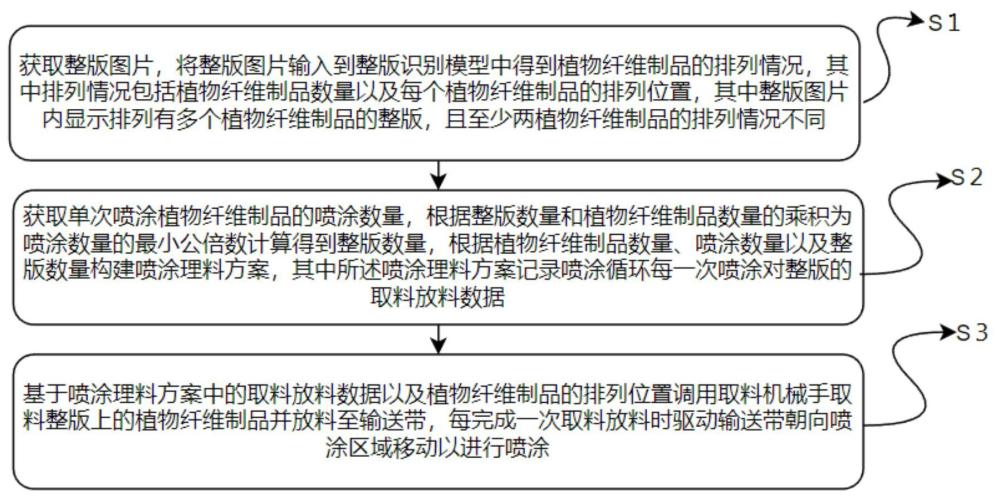
2、第一方面,本申请实施例提供了一种切边植物纤维制品的输送理料方法,包括以下步骤:s1:获取整版图片,将整版图片输入到整版识别模型中得到植物纤维制品的排列情况,其中整版图片内显示排列有多个植物纤维制品的整版,且至少两植物纤维制品的排列情况不同,其中排列情况包括植物纤维制品数量以及每个植物纤维制品的排列位置;s2:获取单次喷涂植物纤维制品的喷涂数量,根据整版数量和植物纤维制品数量的乘积为喷涂数量的最小公倍数计算得到整版数量,根据植物纤维制品数量、喷涂数量以及整版数量构建喷涂理料方案,其中所述喷涂理料方案记录喷涂循环每一次喷涂对整版的取料放料数据;s3:基于喷涂理料方案中的取料放料数据以及植物纤维制品的排列位置调用取料机械手取料整版上的植物纤维制品并放料至输送带,每完成一次取料放料时驱动输送带朝向喷涂区域移动以进行喷涂。
3、第二方面,本申请实施例提供了一种切边植物纤维制品的输送理料系统,包括:
4、排列情况识别单元,用于获取整版图片,将整版图片输入到整版识别模型中得到植物纤维制品的排列情况,其中整版图片内显示排列有多个植物纤维制品的整版,且至少两植物纤维制品的排列情况不同,其中排列情况包括植物纤维制品数量以及每个植物纤维制品的排列位置;
5、喷涂理料方案生成单元,用于获取单次喷涂植物纤维制品的喷涂数量,根据整版数量和植物纤维制品数量的乘积为喷涂数量的最小公倍数计算得到整版数量,根据植物纤维制品数量、喷涂数量以及整版数量构建喷涂理料方案,其中所述喷涂理料方案记录喷涂循环每一次喷涂对整版的取料放料数据;
6、喷涂工作单元,用于基于喷涂理料方案中的取料放料数据以及植物纤维制品的排列位置调用取料机械手取料整版上的植物纤维制品并放料至输送带,每完成一次取料放料时驱动输送带朝向喷涂区域移动以进行喷涂。
7、第三方面, 本申请实施例提供了一种电子装置,包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器被设置为运行所述计算机程序以执行所述的切边植物纤维制品的输送理料方法。
8、第四方面,本申请实施例提供了一种可读存储介质,所述可读存储介质中存储有计算机程序,所述计算机程序包括用于控制过程以执行过程的程序代码,所述过程包括根据所述的切边植物纤维制品的输送理料方法。
9、本发明的主要贡献和创新点如下:
10、本申请实施例提供的切边植物纤维制品的输送理料方法通过整版识别模型识别放置有切边完成的植物纤维制品的整版上的植物纤维制品的排列情况,基于排列情况和喷涂数量自动计算出单次喷涂循环时需要的整版数量以及每次取料放料的情况,进而可自动调整取料机械手按照喷涂理料方案实现待喷涂的植物纤维制品的取放。该方案可以实现自动调整一个喷涂循环中所需的植物纤维制品匹配整版上的植物纤维制品总数的效果,进而避免了植物纤维制品的浪费或者工序的浪费,最大程度地提高了喷涂的加工效率。
11、本申请的一个或多个实施例的细节在以下附图和描述中提出,以使本申请的其他特征、目的和优点更加简明易懂。
技术特征:1.一种切边植物纤维制品的输送理料方法,其特征在于,包括以下步骤:s1:获取整版图片,将整版图片输入到整版识别模型中得到植物纤维制品的排列情况,其中排列情况包括植物纤维制品数量以及每个植物纤维制品的排列位置,其中整版图片内显示排列有多个植物纤维制品的整版,且至少两植物纤维制品的排列情况不同;s2:获取单次喷涂植物纤维制品的喷涂数量,根据整版数量和植物纤维制品数量的乘积为喷涂数量的最小公倍数计算得到整版数量,根据植物纤维制品数量、喷涂数量以及整版数量构建喷涂理料方案,其中所述喷涂理料方案记录喷涂循环每一次喷涂对整版的取料放料数据;s3:基于喷涂理料方案中的取料放料数据以及植物纤维制品的排列位置调用取料机械手取料整版上的植物纤维制品并放料至输送带,每完成一次取料放料时驱动输送带朝向喷涂区域移动以进行喷涂。
2.根据权利要求1所述的切边植物纤维制品的输送理料方法,其特征在于,步骤s3进一步包括步骤s31a:基于喷涂理料方案中当前的取料放料数据以确定当次取料所取的至少一待取植物纤维制品,基于植物纤维制品的排列位置获取所述待取植物纤维制品的待取植物纤维制品排列位置,若待取植物纤维制品排列位置的排列方向不同于取料方向,则旋转待取植物纤维制品直到待取植物纤维制品排列位置的排列方向同于取料方向,并驱动取料机械手获取待取植物纤维制品,其中取料方向为取料机械手取用植物纤维制品的方向。
3.根据权利要求1所述的切边植物纤维制品的输送理料方法,其特征在于,步骤s3进一步包括步骤s31b:基于植物纤维制品的排列位置确定具有相同排列方向的多组待取植物纤维制品,按照排列方向驱动取料机械手取用所有待取植物纤维制品作为备取植物纤维制品,基于喷涂理料方案中当前的取料放料数据自备取植物纤维制品中取料,其中若待取植物纤维制品排列位置的排列方向不同于取料方向,则旋转待取植物纤维制品直到待取植物纤维制品排列位置的排列方向同于取料方向,并驱动取料机械手获取待取植物纤维制品。
4.根据权利要求1所述的切边植物纤维制品的输送理料方法,其特征在于,取最小公倍数作为喷涂组数,其中整版数量为完成一个喷涂循环时所需要的整版,喷涂组数为一个喷涂循环中的喷涂次数。
5.根据权利要求2所述的切边植物纤维制品的输送理料方法,其特征在于,取植物纤维制品数量和喷涂数量的商值的整数作为每一整版的取料次数,若植物纤维制品数量和喷涂数量的商值为整数,则取商值作为每一整版的取料次数,若植物纤维制品数量和喷涂数量的商值为非整数,则取比商值大的最小整数作为取料次数,其中取料次数指的是针对于每一整版的取料次数。
6.根据权利要求1所述的切边植物纤维制品的输送理料方法,其特征在于,设定当前整版上剩余的植物纤维制品数量为剩余数量;若剩余数量大于喷涂数量时,则该次喷涂的取料放料数据为取当前整版上的喷涂数量的植物纤维制品;若剩余数量小于喷涂数量时,取当前整版上的剩余数量为第一数量并计算第一数量同喷涂数量的差值作为差值数量,依据差值数量和第一数量执行补齐算法直到差值数量为0,则该次喷涂的取料放料数据为取第一数量所对应的整版上的植物纤维制品,其中补齐算法为判断下一个整版的剩余数量同差值数量的差值,若下一个整版的剩余数量依旧小于差值数量时,则将该整版的剩余数量和已有的第一数量的累加值作为新的第一数量循环并计算第一数量同喷涂数量的差值作为差值数量;若下一个整版的剩余数量大于差值数量时,则将该整版的差值数量和已有的第一数量的累加值作为新的第一数量。
7.根据权利要求1所述的切边植物纤维制品的输送理料方法,其特征在于,整版识别模型包括依次连接的主干网络、颈部特征网络以及预测网络,其中主干网络包括依次自适应步长模块以及依次连接的多个不同卷积核的可变步长卷积层,颈部特征网络包括同于可变步长卷积层数量的特征分支,每一特征分支获取对应的对应可变步长卷积层输出的输出特征图并进行特征融合得到融合不同尺度的聚合特征图,预测网络包括二个分类头以分别预测植物纤维制品数量以及每一植物纤维制品的排列位置。
8.一种切边植物纤维制品的输送理料系统,其特征在于,包括:排列情况识别单元,用于获取整版图片,将整版图片输入到整版识别模型中得到植物纤维制品的排列情况,其中排列情况包括植物纤维制品数量以及每个植物纤维制品的排列位置,其中整版图片内显示排列有多个植物纤维制品的整版,且至少两植物纤维制品的排列情况不同;喷涂理料方案生成单元,用于获取单次喷涂植物纤维制品的喷涂数量,根据整版数量和植物纤维制品数量的乘积为喷涂数量的最小公倍数计算得到整版数量,根据植物纤维制品数量、喷涂数量以及整版数量构建喷涂理料方案,其中所述喷涂理料方案记录喷涂循环每一次喷涂对整版的取料放料数据;喷涂工作单元,用于基于喷涂理料方案中的取料放料数据以及植物纤维制品的排列位置调用取料机械手取料整版上的植物纤维制品并放料至输送带,每完成一次取料放料时驱动输送带朝向喷涂区域移动以进行喷涂。
9.一种电子装置,包括存储器和处理器,其特征在于,所述存储器中存储有计算机程序,所述处理器被设置为运行所述计算机程序以执行权利要求1到7任一所述的切边植物纤维制品的输送理料方法。
10.一种可读存储介质,其特征在于,所述可读存储介质中存储有计算机程序,所述计算机程序包括用于控制过程以执行过程的程序代码,所述过程包括根据权利要求1到7任一所述的切边植物纤维制品的输送理料方法。
技术总结本发明提供一种切边植物纤维制品的输送理料方法及系统,包括步骤:获取整版图片,将整版图片输入到整版识别模型中得到植物纤维制品的排列情况,其中整版图片内显示排列有多个植物纤维制品的整版,且至少两植物纤维制品的排列情况不同,基于植物纤维制品排列情况和喷涂数量自动生成喷涂理料方案,基于喷涂理料方案中的取料放料数据以及植物纤维制品的排列位置调用取料机械手取料整版上的植物纤维制品并放料至输送带,每完成一次取料放料时驱动输送带朝向喷涂区域移动以进行喷涂,实现了紧凑排列的不同整版的理料输送,以便于对植物纤维制品进行喷涂,提高了生产效率的同时降低了生产成本。技术研发人员:程明,周莎,姬中山,陈文明,梁特,郑波波,覃卫,厉宇航,郑凯乐受保护的技术使用者:浙江众鑫环保科技集团股份有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/217178.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。