一种阀门用封装设备及其封装工艺的制作方法
- 国知局
- 2024-08-01 05:04:19
本技术涉及封装设备,尤其是涉及一种阀门用封装设备及其封装工艺。
背景技术:
1、阀门是一种用于开闭管路、控制流向、调节输送介质的管路附件。通常,阀门在生产完成后,需要对其进行封装处理;例如利用塑料膜或者包装袋对其进行包裹封装,从而在运输的过程中起到了防污、防潮和防尘等保护效果。
2、相关技术中,一种阀门用封装工艺是由工人将塑料包装袋撑开,然后将阀门等待包装的工件放置于撑开的塑料包装袋中,并进行捆扎束口封装。
3、针对上述中的相关技术,发明人发现:传统人工的捆扎束口封装的操作方式十分繁琐,且整体过程费时费力,故有待改善。
技术实现思路
1、为了改善人工捆扎封装费时费力的问题,本技术提供一种阀门用封装设备及其封装工艺。
2、第一方面,本技术提供的一种阀门用封装设备,采用如下的技术方案:
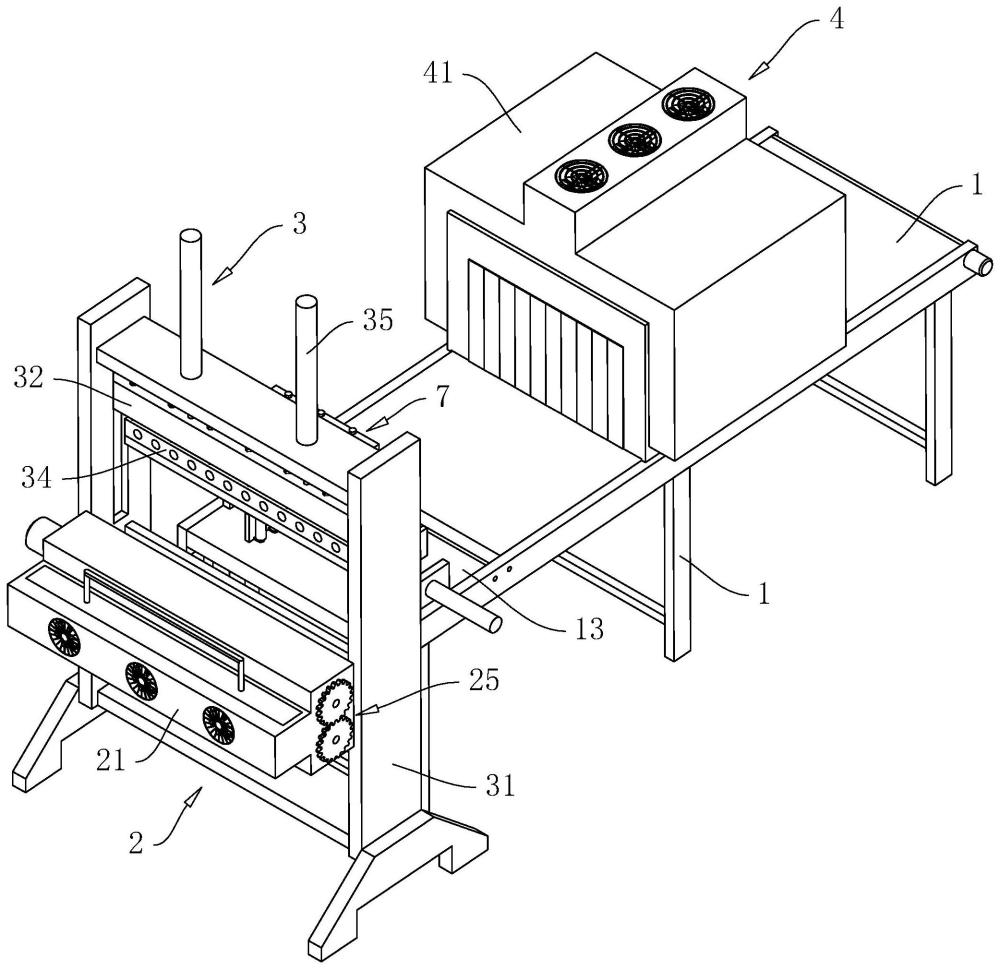
3、一种阀门用封装设备, 包括用于承载包装袋的机架,所述机架上设置有用于运输包装袋的传送带;所述机架的一端设置有与包装袋相抵的定位板,所述定位板远离机架的一侧设置有用于束缚包装袋袋口的束缚组件,所述机架上设置有用于封闭并裁剪包装袋袋口的封口组件,所述机架上设置有用于热缩包装袋的热封组件。
4、通过采用上述技术方案,定位板对包装袋进行定位并限制包裹有阀门的包装袋脱离机架,束缚组件对包装袋的袋口进行快速束缚,封口组件对包装袋的袋口进行封闭,并将多余的袋口与封闭完毕的袋身进行分离,最后通过传送带将封闭后的包装袋转移至热封组件内部,使得包装袋热缩紧密贴合至其内部阀体上,实现了阀体的便捷封装,并减少了人工操作的流程和劳动力。
5、作为优选,所述束缚组件包括安装通道、引风扇、两组转动辊、防滑刷毛和驱动件;所述安装通道设置于定位板远离机架的一侧,所述引风扇设置于安装通道内部,以用于引导包装袋袋口进入安装通道;两所述转动辊均转动设置于安装通道内部,且所述转动辊位于引风扇朝向机架的一侧,所述防滑刷毛设置于每一组转动辊的周壁上,以用于接触包装袋;所述驱动件设置于安装通道上,以用于驱使两组转动辊相向转动。
6、通过采用上述技术方案,引风扇通过气流引导,对包装袋的袋口施加了牵引力,使得包装袋柔软的袋口朝向安装通道内部进行移动;驱动件驱使两组转动辊进行相向移动,转动的转动辊利用防滑刷毛对包装袋的抵触,使得包装袋的袋口稳定束缚至安装通道内部,从而便于后续对包装袋进行封口,并剪除多余的袋口部分。
7、作为优选,所述安装通道内部滑动设置有用于拦截包装袋废料的拦截网架,所述拦截网架朝向转动辊的侧壁设置有两组限位板,且两所述限位板相互远离的侧壁均与安装通道的侧壁相贴合;所述安装通道的侧壁上贯穿开设有供拦截网架和限位板通过的通行口,所述拦截网架顶部设置有握持把。
8、通过采用上述技术方案,拦截网对剪除后的包装袋袋口进行拦截,减少了包装袋干扰引风扇进行运作的现象发生;使用者通过提拉握持把,可牵引拦截网架逐渐通过通行口脱离安装通道,并利用两组限位板将拦截的包装袋废料留存至限位板和拦截网架围成的区域内,以便于对安装通道内部的包装袋废料进行清洁处理;另外,当拦截网架位于安装通道内部时,限位板可对通行口进行封闭,减少了安装通道内部的包装袋废料通过通行口排出的现象发生。
9、作为优选,所述封口组件包括定位架、移动架、刀座、热封刀和升降件;所述定位架设置于机架朝向定位板的端部,所述定位板与定位架相连;所述移动架滑动设置于定位架上,所述刀座设置于移动架上,所述热封刀设置于移动架朝向刀座的侧壁;所述升降件设置于定位架上,以用于驱使移动架靠近或者远离刀座。
10、通过采用上述技术方案,当束缚组件对包装袋的袋口进行束缚的过程中,包装袋的袋口穿过刀座和热封刀之间的间隙;控制升降件的输出端伸出,使得移动架带动热封刀逐渐靠近刀座,热封刀将包装袋的袋身稳定按压至刀座上,利用热封刀的热熔作用,实现包装袋的封口,并对包装袋的袋口和袋身进行切割,减少了阀体外部包装袋的多余部分,以便于对阀体进行更加紧密和美观的保障。
11、作为优选,所述热封组件包括热风仓、通风管、进风管、进风扇、加热件和导风板;所述热风仓罩设于机架上,且所述传送带贯穿热风仓;所述通风管套设于热风仓上,所述热风仓上贯穿开设有若干组与通风管内部相连通的通风口,且所有所述通风口均沿着通风管的长度方向间隔分布;所述进风管连通设置于通风管上,所述进风扇设置于进风管内部,以用于对进风管内部鼓吹气流;所述加热件设置于进风管内部,以用于加热进风管内部的气流;所述导风板倾斜设置于通风管与进风管的连通处,以用于引导气流分散至通风管内部。
12、通过采用上述技术方案,传送带将包裹有包装袋的阀体运输至热风仓内部,加热件对通过进风管的气体进行加热,进风扇引导外部的气体逐渐穿过进风管、通风管和通风口,并进入热风仓内部,以对热风仓内部的阀体外部的包装袋进行热烘,使得包装袋逐渐热缩并紧密贴合至阀体上,实现了阀体的便捷封装,并提高了阀体封装的美观度。
13、作为优选,所述机架朝向定位板的端部转动设置有用于承载包装袋的承载板,且所述承载板位于定位板和传送带之间;所述承载板和机架之间转动设置有伸缩件,所述伸缩件用于驱使承载板朝向背离定位板的方向进行转动。
14、通过采用上述技术方案,刚上料的包装袋和阀体暂时性的滞留于承载板上,以便于通过束缚组件和封口组件对包装袋进行封口加工;包装袋封口完毕后,控制伸缩件的输出端伸出,使得承载板靠近定位板的端部朝向靠近传送带的方向进行翻转,以将封口后的包装袋和阀体倾倒至传送带上,从而便于传送带对包装袋和阀体进行转运。
15、作为优选,所述承载板上设置有用于定位包装袋的定位组件,所述机架端部设置有用于包装袋打孔的打孔组件。
16、通过采用上述技术方案,定位组件对刚上料的包装袋和阀体进行定位,以便于对包装袋进行加工处理;打孔组件对包装袋进行打孔处理,以便于后续包装袋热缩过程中,袋内的空气排出包装袋,减少了包装袋人工打孔的需求,从而保障了包装袋稳定的热缩并包裹阀体。
17、作为优选,所述定位组件包括两组推动板、若干组导向辊和两组推动件;两所述推动板均滑动设置于承载板上,所有所述导向辊均转动设置于两组推动板相互朝向的侧壁,所述推动件相对于推动板的两侧,且所述推动件与推动板分别一一对应设置,以用于驱使两组推动板相互靠近或者相互远离。
18、通过采用上述技术方案,控制推动件的输出端伸出,使得两组推动板逐渐相互靠近,推动板对包装袋和阀体进行推动,实现对包装袋和阀体的定位;导向辊减少了推动板与包装袋之间的摩擦阻力,从而便于承载板倾斜状态对包装袋的转移。
19、作为优选,所述打孔组件包括延展板、若干组打孔针、调节螺母、弹性件和防脱环;所述延展板设置于移动架朝向机架的侧壁,所有所述打孔针均穿设于延展板上,所述调节螺母螺纹连接于每一组打孔针远离承载板的端部,且每一组调节螺母均可与延展板背离承载板的侧壁相抵;所述防脱环设置于每一组打孔针上,且所述防脱环位于延展板朝向承载板的一侧;所述弹性件套设于每一组打孔针上,所述弹性件的一端与延展板相抵,所述弹性件的另一端与防脱环相抵,且所述弹性件的伸缩方向平行于打孔针的滑动方向。
20、通过采用上述技术方案,升降件的输出端带动移动架逐渐靠近承载板的过程中,移动架带动延展板和打孔针逐渐靠近包装袋,利用打孔针对包装袋的穿刺,实现了对包装袋的打孔处理,减少了人工打孔的需求,并保障了包装袋的稳定热缩;
21、打孔针穿刺包装袋的过程中,打孔针抵触到阀体时,弹性件受到压力进行弹性形变,减少了打孔针与阀门的硬性碰撞,从而减少了打孔针对阀门的损坏;
22、通过转动调节螺母,调节了防脱块与延展板之间的距离,实现调节弹性件的长度,从而调节了弹性件对打孔针提供的弹力,以便于打孔针对不同厚度的包装袋进行穿刺。
23、第二方面,
24、本技术提供一种阀门用封装设备的封装工艺,包括如下步骤:
25、上料:将装有阀门的包装袋放置于机架上,并与定位板相抵;
26、束缚:利用束缚组件对包装袋的袋口进行束缚;
27、封口:利用封口组件对包装袋的袋口进行封口和切割;
28、热封:利用热封组件对封口的包装袋进行热烘。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1.通过设置束缚组件对包装袋的袋口进行快速束缚,封口组件对包装袋的袋口进行封闭,并切除多余的袋口,最后通过传送带和热封组件,使得包装袋热缩紧密贴合至其内部阀体上,实现了阀体的便捷封装,并减少了人工操作的流程和劳动力;
31、2.通过设置承载板对刚上料的包装袋和阀体提供了滞留处,以便于通过束缚组件和封口组件对包装袋进行封口加工;利用伸缩件的驱动,使得承载板将封口后的包装袋和阀体倾倒至传送带上,从而便于传送带对包装袋和阀体进行转运;
32、3.通过设置定位组件对刚上料的包装袋和阀体进行定位,以便于对包装袋进行加工处理;打孔组件对包装袋进行打孔处理,以便于后续包装袋热缩过程中,袋内的空气排出包装袋,减少了包装袋人工打孔的需求,从而保障了包装袋稳定的热缩并包裹阀体。
本文地址:https://www.jishuxx.com/zhuanli/20240723/218094.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表