VOCs及NOx协同脱除的CO焚烧炉一体化废气处理系统的制作方法
- 国知局
- 2024-08-01 01:13:04
本发明涉及工业有机废气治理,尤其涉及vocs及nox协同脱除的co焚烧炉一体化废气处理系统。
背景技术:
1、vocs污染排放对大气环境影响突出。vocs是形成细颗粒物(pm2.5)和臭氧(o3)的重要前体物,主要存在于企业原辅材料或产品中,大部分易燃易爆,部分属于有毒有害物质,加强vocs治理是现阶段控制o3污染的有效途径,也是帮助企业实现节约资源、提高效益、减少安全隐患的有力手段。近年来,我国pm2.5污染控制取得积极进展,尤其是京津冀及周边地区、长三角地区等改善明显,但pm2.5浓度仍处于高位,超标现象依然普遍,京津冀及周边地区源解析结果表明,当前阶段有机物(om)是pm2.5的最主要组分,占比达20%-40%,其中,二次有机物占om比例为30%-50%,主要来自vocs转化生成。
2、我国对vocs污染源的治理工作已从“十三五”期间的粗放型治理向精细化、专业化深度治理的方向发展。要实现污染源的深度净化,末端治理技术是关键,vocs末端治理技术体系复杂,关键核心技术包括吸附技术、焚烧技术、催化技术、冷凝技术、吸收技术、生物治理技术等。
3、燃烧法包括催化燃烧法与热力焚烧法,通过燃烧将碳氢化合物彻底分解,不产生二次污染,操作简单。催化燃烧法借助催化剂,在较低温度下实现有机物的氧化,反应温度仅为250~500℃。燃烧法去除有机物的效率可高于95%,与热力焚烧法比,催化燃烧法温度较低,因此运行费用较低。
4、有机废气经过co焚烧炉处理后可达标排放,满足大气污染物排放标准。《催化燃烧法工业有机废气治理工程技术规范》(hj2027—2013)规定,当催化燃烧后产生二次污染物时应进行处理后达标排放。处理vocs废气时,废气中可能还有较多含氮化合物,使用co焚烧炉进行燃烧处理vocs废气时,可能造成废气中的nox浓度超标。
5、综上所述,现有处理vocs废气过程中存在nox浓度超标的问题,因此工业有机废气治理技术领域需要开发出一种高效率、低成本处理vocs协同脱除nox的co焚烧炉一体化废气处理系统。
技术实现思路
1、本发明针对现有技术存在的不足,提供了vocs及nox协同脱除的co焚烧炉一体化废气处理系统,具体技术方案如下:
2、vocs及nox协同脱除的co焚烧炉一体化废气处理系统,包括依气体流动方向依次设置有废气总风管、主风机、热交换器以及co焚烧炉,所述主风机的出气口连接至所述热交换器的冷媒输入口,所述热交换器的冷媒输出口连接至co焚烧炉的进气口,所述co焚烧炉出气口与所述热交换器的热媒输入口连接,所述主风机的入气口连通设置有新风管道,所述co焚烧炉内部设置有催化模块,所述co焚烧炉上设置有用于输送还原剂的还原剂管道,所述还原剂通过所述还原剂管道进入co焚烧炉内,使得废气中的nox与还原剂在催化模块作用下发生还原反应。
3、上述技术方案中,工业工艺过程中收集的vocs废气由废气总风管进入vocs协同脱除nox的废气处理系统,废气总风管上安装有总风阀,用于调节系统风量,洁净空气或净化处理后空气由新风管道进入vocs协同脱除nox的废气处理系统,新风管道安装有新风阀,用于调节新风量,使得新风与有机废气混合,降低有机废气浓度于爆炸极限之下,混合后的废气,由主风机提供动力,将混合后的废气经过阻火器进入到热交换器中,低温混合废气与所述co焚烧炉排放的高温废气在所述热交换器中进行热量交换,经过换热升温的混合废气进入所述co焚烧炉中进行催化氧化分解,脱除vocs,还原剂管道喷射还原剂进入所述co焚烧炉,nox与还原剂在所述催化模块作用下还原分解为h2 o和n2,其中还原剂为氨气、氨水、尿素中的一种或多种的组合,催化模块内填充具有催化分解vocs及催化还原nox的双功能催化剂,使用nh3作为还原剂对nox进行还原脱除;经过换热的废气进入co焚烧炉,有机物在催化剂作用下分解,nox与nh3在催化剂作用下发生还原反应,将废气中的nox转化为h2 o和n2。
4、作为上述技术方案的改进,还包括阻火器,所述阻火器的入气口与主风机出气口连通设置,所述阻火器的出气口与热交换器的冷媒输入口连通设置。
5、作为上述技术方案的改进,所述co焚烧炉的出口处设置有nox浓度监测传感器,用于连续监测所述co焚烧炉出口废气中的nox浓度。
6、作为上述技术方案的改进,所述还原剂管道上布置电动喷氨阀,用于调整喷氨量,所述nox浓度监测传感器与所述电动喷氨阀电性连接。
7、作为上述技术方案的改进,所述催化模块填充具有催化分解vocs及催化还原nox的双功能催化剂,且所述催化模块治理温度区间为200℃-300℃。
8、作为上述技术方案的改进,所述热交换器为板式换热器。
9、作为上述技术方案的改进,所述热交换器的热媒输出口连通设置有排气筒,用于将净化后的废气排入大气。
10、作为上述技术方案的改进,所述还原剂为氨气、氨水、尿素中的一种或多种的组合。
11、本发明的有益效果:
12、1、有机废气与新风混合后进入处理vocs协同脱除nox的co焚烧炉一体化废气处理系统,确保有机废气浓度位于爆炸极限之下,可有效保证系统的安全性。
13、2、co焚烧炉出口废气与有机废气通过热交换器进行热交换,最大限度提高co焚烧炉入口废气初始温度,可有效减少co焚烧炉燃料使用量,降低系统运行过程中的燃料消耗,提高系统的经济性。
14、3、co焚烧炉中布置具有催化分解vocs及催化还原nox的双功能催化剂,在双功能催化剂作用下,有机物氧化分解脱除,nox与nh3发生还原反应,nox转换为h2 o和n2,使用双功能催化剂可以在co焚烧炉中一体化脱除有机物与nox,提高了废气处理系统的适应性。
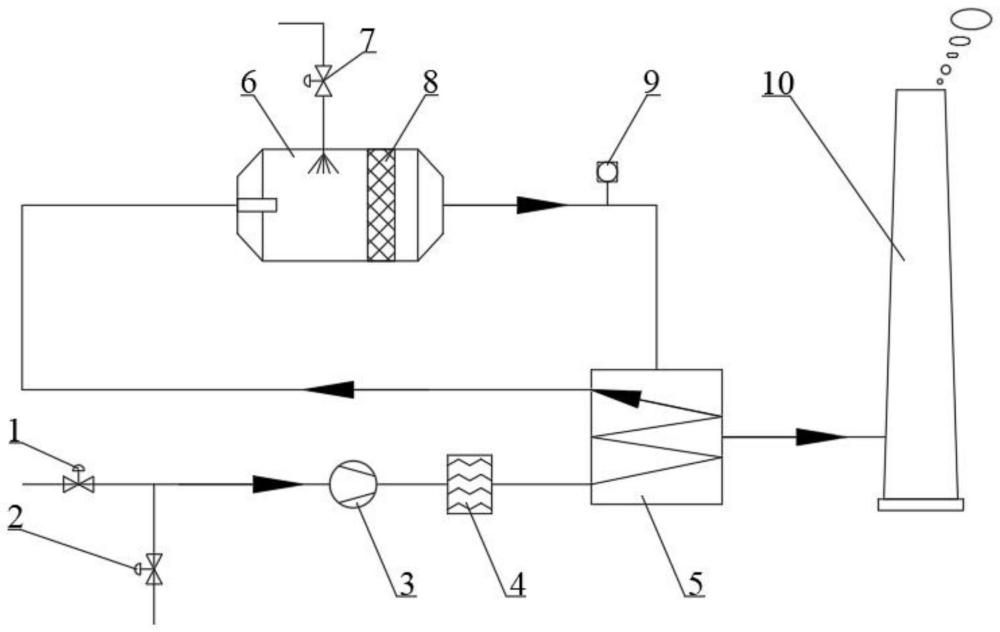
技术特征:1.vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:包括依气体流动方向依次设置有废气总风管、主风机(3)、热交换器(5)以及co焚烧炉(6),所述主风机(3)的出气口连接至所述热交换器(5)的冷媒输入口,所述热交换器(5)的冷媒输出口连接至co焚烧炉(6)的进气口,所述co焚烧炉出气口与所述热交换器(5)的热媒输入口连接,所述主风机(3)的入气口连通设置有新风管道,所述co焚烧炉(6)内部设置有催化模块(8),所述co焚烧炉(6)上设置有用于输送还原剂的还原剂管道,所述还原剂通过所述还原剂管道进入co焚烧炉(6)内,使得废气中的nox与还原剂在催化模块(8)作用下发生还原反应。
2.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:还包括阻火器(4),所述阻火器(4)的入气口与主风机(3)出气口连通设置,所述阻火器(4)的出气口与热交换器(5)的冷媒输入口连通设置。
3.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述co焚烧炉(6)的出口处设置有nox浓度监测传感器(9),用于连续监测所述co焚烧炉(6)出口废气中的nox浓度。
4.根据权利要求3所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述还原剂管道上布置电动喷氨阀(7),用于调整喷氨量,所述nox浓度监测传感器(9)与所述电动喷氨阀(7)电性连接。
5.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述催化模块(8)填充具有催化分解vocs及催化还原nox的双功能催化剂,且所述催化模块(8)治理温度区间为200℃-300℃。
6.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述热交换器(5)为板式换热器。
7.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述热交换器(5)的热媒输出口连通设置有排气筒(10),用于将净化后的废气排入大气。
8.根据权利要求1所述的vocs及nox协同脱除的co焚烧炉一体化废气处理系统,其特征在于:所述还原剂为氨气、氨水、尿素中的一种或多种的组合。
技术总结本发明涉及VOCs及NOx协同脱除的CO焚烧炉一体化废气处理系统,包括依气体流动方向依次设置有废气总风管、主风机、热交换器以及CO焚烧炉,所述主风机的出气口连接至所述热交换器的冷媒输入口,所述热交换器的冷媒输出口连接至CO焚烧炉的进气口,所述CO焚烧炉出气口与所述热交换器的热媒输入口连接,所述主风机的入气口连通设置有新风管道,本发明通过CO焚烧炉中布置具有催化分解VOCs及催化还原NOx的双功能催化剂,在双功能催化剂作用下,有机物氧化分解脱除,NOx与NH3发生还原反应,NOx转换为H<subgt;2</subgt;O和N<subgt;2</subgt;,使用双功能催化剂可以在CO焚烧炉中一体化脱除有机物与NOx,提高了废气处理系统的适应性。技术研发人员:苏龙龙,庄丁丁,郑勇受保护的技术使用者:安徽方信立华环保科技有限公司技术研发日:技术公布日:2024/4/7本文地址:https://www.jishuxx.com/zhuanli/20240724/204206.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表