一种空预器双金属热补偿密封装置的制作方法
- 国知局
- 2024-08-01 01:25:49
本技术涉及一种空预器双金属热补偿密封装置,属于密封。
背景技术:
1、回转式空预器是大型燃煤电厂普遍采用的尾部烟气换热设备,帮助系统提高传热效率、减少热损失,具有体积小、换热面密度高、重量轻、利于安装布置及低温腐蚀较管式换热器轻等特点。在空预器运行时,由于烟气侧和空气侧之间存在较大的压力差,空气会通过转子和壳体之间的间隙向烟气侧泄漏,导致锅炉热效率降低、煤耗增加,锅炉达不到额定负荷,从而影响电厂的经济效益。漏风量极大时还会降低锅炉出力,影响电厂的安全运行。减少漏风的主要方法是在漏风位置安装密封,常用的密封可分为刚性密封和柔性密封两类。
2、传统空预器密封技术是采用刚性有间隙的密封技术。这种密封技术是预先计算得出转子热态膨胀间隙,在空预器转子格仓板上直接安装刚性密封板,转子转动过程中密封板之间形成许多气仓,压差随转动方向依次减小,达到减小漏风率的目的。由于设定的间隙值是按满负荷运行状态计算的,半负荷运行时仍漏风较大;当运行异常(如烟温异常)时,容易造成转子卡死的情况。
3、柔性密封主要采取密封合页加弹簧的形式,长时间运行会导致弹簧变形失效,弹性降低,影响空预器转速。这种密封片可以根据磨损情况在一定范围内补偿磨损,但运行过程中噪音极大,且弹簧片容易疲劳断裂,难以保证密封片的强度和使用寿命,影响空预器安全运行,带来诸多不利影响。
4、虽然空预器密封技术一直在发展,但都有一些如噪音太大、使用寿命短、更换困难的问题。为能较好地满足锅炉运行要求,有效降低空预器漏风率及厂用电率,提高锅炉效率,达到节能减排的目的,亟需开发应用一套能够长期满足工程应用的密封装置。
技术实现思路
1、本实用新型提供一种空预器双金属热补偿密封装置,安装在空预器转子的热端径向隔板上,用于消除空预器因受热而产生的三角漏风区域,显著降低空预器漏风率,且噪音小、使用寿命长、容易更换。
2、为解决上述技术问题,本实用新型所采用的技术方案如下:
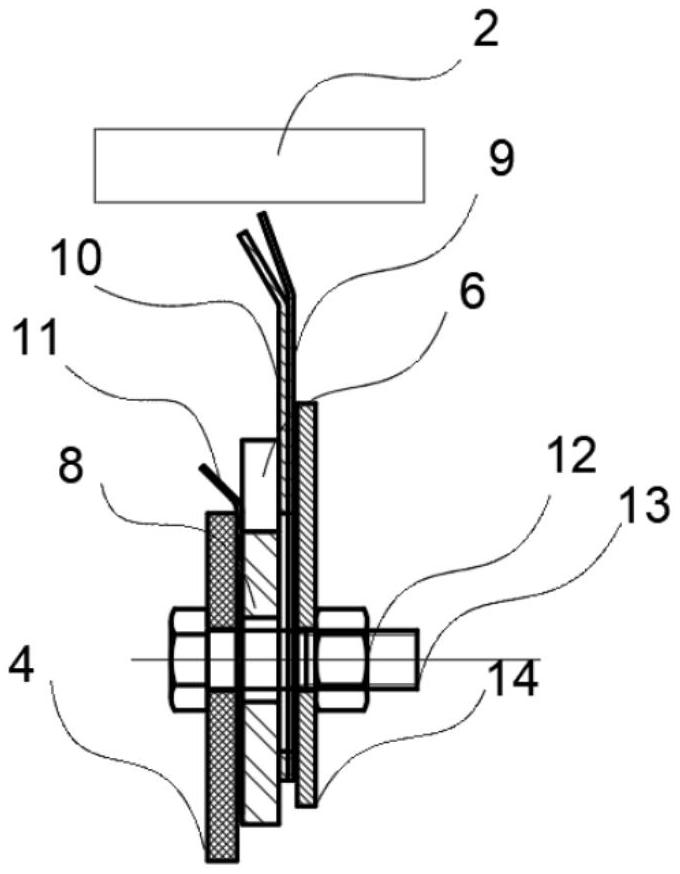
3、一种空预器双金属热补偿密封装置,安装在空预器转子的热端径向隔板上,一端靠近转子中心筒、另一端靠近转子外缘角钢,至少包括沿厚度方向设置的密封叠片和驱动板,驱动板的线性膨胀系数大于密封叠片的线性膨胀系数,还包括垫板;隔板、垫板、驱动板和密封叠片沿厚度方向依次设置,隔板、垫板和驱动板的顶部均低于密封叠片的顶部,垫板顶部高于隔板顶部,垫板顶部高出隔板的部分呈偏离驱动板的折弯。
4、上述垫板顶部高出隔板的部分呈偏离驱动板的折弯,也即垫板顶部高出隔板的部分是有折弯的,且是向着远离驱动板的方向折弯的,也即是向着隔板的方向折弯的。
5、上述设置了垫板,同时在垫板超出隔板的部分设置了折弯,可以起到有效的抵抗形变的作用,延长装置的使用寿命;垫板的设置同时可以覆盖隔板上的毛刺、焊点等,提高装置的稳定性。实践中,多次检修后,隔板上安装孔可能已扩大,本技术设置了垫板,垫板上的安装孔标准设计,提高了密封装置的稳定性。
6、上述驱动板的线性膨胀系数大于密封叠片的线性膨胀系数。这样,受热时,驱动板和密封叠片之间会产生相对胀差,密封叠片在驱动板的驱动下产生上翘形变,进而有效补偿漏风间隙,而当密封叠片的上翘过量时,密封叠片具备缓冲和过渡作用。
7、本技术没有采用密封合页、弹簧等结构,而是采用垫板、驱动板和密封叠片相结合的结构,兼顾了刚性和柔性的特点,不仅能有效降低空预器漏风率,且噪音小,使用寿命长,运行稳定安全。
8、本技术转子中心筒、转子外缘角钢、隔板、扇形板等,均为空预器的常规部件,本技术不再赘述。
9、为了便于加工,同时确保装置的稳定性,作为其中一种优选的具体实施方案,垫板的折弯为一次折弯,垫板的折弯角度为35~60°。
10、进一步优选,垫板的厚度为1-2mm,垫板采用与隔板膨胀系数偏差不大于30%的金属材料。如垫板可采用碳钢等材料。
11、为了兼顾密封效果和可加工性,密封叠片由密封薄片和密封厚片沿厚度方向叠合而成,密封薄片的厚度为1-2mm,密封厚片的厚度为2.5-3.5mm,密封薄片底部与密封厚片底部对齐,但密封薄片顶部高出密封厚片顶部2-6mm。
12、为了进一步提高结构稳定性,上述密封厚片与驱动板相邻,密封薄片和密封厚片顶部同一高度均设有一次折弯,密封厚片的折弯角大于密封薄片的折弯角。这样密封厚片可对密封薄片起到有效的支撑和增强效果,同时能起到双重密封效果。
13、为了兼顾密封效果和稳定性,密封薄片、密封厚片和垫板的折弯方向相同;其中,密封厚片和密封薄片的折弯角度是小于垫板的折弯角度的。这样一旦补偿量过大,发生碰磨,密封叠片可有效地弹性退让。
14、作为其中一种优选的具体实施方案,垫板的折弯角度为40~50°,密封厚片的折弯角度为25~30°,密封薄片的折弯角度为15~20°。
15、本技术折弯角为各部件偏离竖直方向的角度。
16、本技术竖直、顶部、底部、上、下等方位词,为基于附图所示的相对位置,当装置的方向发生改变时,其相对位置关系也会发生适应性的变化,因此,不能理解为对本技术的绝对限制。
17、密封薄片、密封厚片、隔板和垫板等的顶部,也即密封薄片、密封厚片、隔板和垫板等的上边沿,密封薄片、密封厚片、隔板和垫板等的低部,也即密封薄片、密封厚片、隔板和垫板等的下边沿。
18、为了进一步提高稳定性和密封效果,上述空预器双金属热补偿密封装置,还包括压板、装夹螺栓和套筒;隔板、垫板、驱动板、密封叠片和压板沿厚度方向依次设置,隔板、垫板、驱动板和压板的顶部均低于密封叠片的顶部;密封叠片上的安装孔为纵向腰形孔,驱动板上的安装孔为横向腰型孔,这样便于受热后的翘变补偿,隔板、垫板和压板上的安装孔均为与装夹螺栓匹配的圆形,装夹螺栓依次穿过隔板、垫板、套筒和压板上的安装孔后用螺母固定;靠近转子中心筒的一端为膨胀起始端、另一端为自由端,套筒位于自由端的垫板和压板之间、且同时穿过密封叠片上的纵向腰形孔和驱动板上的横向腰型孔,自由端的装夹螺栓依次穿过隔板、垫板、套筒和压板后用螺母固定,套筒的轴向长度大于驱动板和密封叠片厚度和的1.5~2.5mm。这样在螺母锁紧后,驱动板和密封叠片仍有一定的补偿空间。而膨胀起始端则是无需设置套筒的,也即在膨胀起始端,装夹螺栓依次穿过隔板、垫板、驱动板、密封叠片和压板后用螺母固定。
19、隔板、垫板和压板上的安装孔均为与装夹螺栓匹配的圆孔,套筒的外径是小于垫板和压板上安装孔的直径的,也即套筒可以定位在垫板和压板之间,套筒是不能穿过垫板和压板的安装孔的。
20、上述垫板、驱动板和压板均是沿密封叠片的长度方向设置的。厚度方向上,隔板、垫板、驱动板、密封叠片和压板依次相接,隔板、垫板、驱动板、密封叠片和压板上均设有相互对应的安装孔,这样便于装夹螺栓同时穿过隔板、垫板、驱动板、密封叠片和压板,实现安装。
21、为了更好地确保密封效果,膨胀起始端的装夹螺栓上的螺母完全拧紧固定、其余装夹螺栓上的螺母非完全拧紧固定,使得密封叠片和驱动板受热后分别向靠近转子外缘角钢的另一端自由膨胀。
22、为了更好地确保运行稳定性和密封效果,膨胀起始端下游的密封叠片和驱动板之间设置两组驱动机构,一组驱动机构靠近膨胀起始端、另一组驱动机构靠近自由端;驱动机构包括驱动中心块、起顶块和收缩块;驱动中心块位于起顶块和收缩块之间,驱动中心块固定在驱动板上,起顶块和收缩块均固定在密封叠片上。
23、本实用新型未特别限定的技术均参照现有技术。
24、本实用新型空预器双金属热补偿密封装置,采用垫板、驱动板和密封叠片相结合的结构,兼顾了刚性密封和柔性密封的优点,不仅能有效补偿空预器因受热而产生的三角漏风区域、显著降低空预器漏风率,且一旦碰磨,密封叠片可弹性退让,无需设置密封合页、弹簧等结构,噪音小,使用寿命长,运行稳定安全,容易更换。
本文地址:https://www.jishuxx.com/zhuanli/20240724/205130.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。