竹片有序分选生产线及其生产方法与流程
- 国知局
- 2024-07-29 11:24:47
本发明涉及竹片生产领域,特别涉及竹片有序分选生产线及其生产方法。
背景技术:
1、竹胶合板生产要求同一块板上的色度相近,由于近青面更加坚硬和耐磨,成品竹板要求青面朝外,因此同层的竹条的近青面和近黄面朝向要一致,目前,市面上常见的竹片生产线主要存在以下问题:
2、1.传统生产的企业,必须依靠人力将竹条逐条进行4个面的检查和比色,依照竹条颜色、缺陷大小、形状来判别,将色度相近的良品依照竹条近青面朝向一致排列并做标记,清点数量后再进行捆绑,需要耗费大量人工。
3、2.现有的设备虽然将良品和缺陷品进行分离,但依然需要依靠人工将已经按色度分类好的良品竹条逐条抽出进行整理并清点数量后进行捆绑,尚未解决有序定量集料的机械化。
技术实现思路
1、(一)要解决的技术问题
2、为了解决现有技术的上述问题,本发明提供竹片有序分选生产线及其生产方法。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
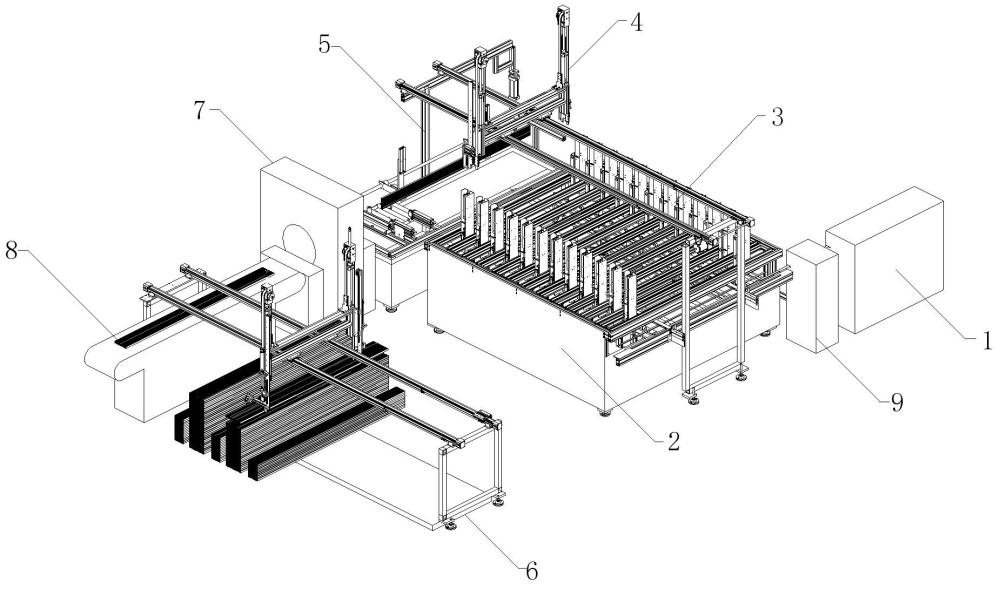
5、竹片有序分选生产线,包括排料机构、移料机构、集料机构、取料机构、翻转机构、捆扎机、传输带以及堆料机构;
6、所述排料机构用于将竹片有序排料;
7、所述移料机构连接所述排料机构,将竹片推送至集料机构内;
8、所述集料机构包括储料仓以及集料组件;
9、所述储料仓内设置有多个储存室,所述集料组件安装在所述储料仓内,用于对储料仓内的竹片进行集料;
10、所述取料机构用于将储料仓内的堆叠的竹片取出,并送至所述翻转机构上;
11、所述翻转机构将堆叠竹片有序旋转90°放倒,并送至所述捆扎机内;
12、所述捆扎机用于对竹片进行捆扎,捆扎后的竹片通过所述传输带进行输送;
13、所述堆料机构经捆扎后的竹片进行有序堆垛。
14、优选的,所述排料机构包括支撑杆、接料板、支撑板、限位板、第一气缸、连接板以及限位辊筒;
15、所述接料板设置在精刨机的出料口处,用于承接加工后的竹条;
16、所述支撑板设置有多组,均设置在所述支撑杆一侧,位于接料板底部,且与所述支撑杆相互垂直;
17、限位辊筒安装在所述连接板上,且位于所述接料板上方;
18、所述连接板连接所述第一气缸的活塞杆;
19、所述限位板安装在所述接料板远离所述精刨机的一端。
20、优选的,所述移料机构包括集料平台、顶升组件以及移料组件;
21、所述集料平台设置在所述储料仓下方;
22、所述顶升组件包括顶升气缸以及顶板,所述顶升气缸连接所述顶板,将所述顶板移动至对应的所述储料仓内;
23、所述移料组件固定平台、导轨、滑块、导杆、升降气缸、横移气缸以及移料座;
24、所述导轨设置在所述固定平台上方;
25、所述导杆至少设置有两组,呈左右对称设置在所述导轨底部,所述固定平台上开设有与所述导杆相对应的导孔;
26、所述升降气缸安装在所述固定平台的底部,所述升降气缸的活塞穿过所述固定平台连接所述导轨;
27、所述滑块滑动安装在所述导轨上;
28、所述移料座固定在所述滑块上,所述移料座上开设有多个料槽;
29、所述横移气缸安装在所述导轨的一端,且所述横移气缸的活塞连接所述移料座。
30、优选的,所述集料机构还包括限制组件,所述储料仓上竖直贯穿设置有用于竹片进出的储料通道;
31、所述限制组件设置有多组,间隔设置在所述储料仓表面,且将所述储料仓的内部存储空间分隔成多个储存室,所述限制组件仅允许堆叠的竹片从所述储料通道下方进入所述储存室内;
32、所述集料组件安装在所述储料仓内;
33、所述集料组件包括第二气缸、第一安装板、上限位块、下限位块、承托部件以及限位部件;
34、所述第一安装板安装在所述第二气缸的活塞杆上;
35、所述承托部件和限位部件分别安装在所述第一安装板的两侧面,且所述承托部件设置在所述第一安装板上靠近所述储料通道的一侧;
36、所述限位部件把包括棘轮、棘爪、第一旋转轴、第二旋转轴、第一支杆、第一拉簧以及第一限位轮座;
37、所述第一旋转轴安装在所述第一安装板上,且所述第一旋转轴的两端向所述第一安装板的两侧延伸;
38、所述棘轮固定安装在所述第一旋转轴的一端;
39、所述棘爪的一端连接所述棘轮,所述棘爪的另一端通过第二旋转轴连接所述第一安装板;
40、所述第一限位轮座固定在所述第二旋转轴上;
41、所述第一支杆安装在所述第一安装板上;
42、所述第一拉簧的一端连接所述第一支杆,所述第一拉簧的另一端连接所述棘爪;
43、当所述第一限位轮座受到向棘轮方向的压力时,会带动第二旋转轴转动,带动所述棘爪与棘轮分离,当外力消失时, 所述棘爪与棘轮啮合;
44、所述承托部件包括托料臂、拉杆、第二支杆、第二拉簧以及第二限位轮座;
45、所述托料臂呈l型结构设计,所述托料臂水平部分的一端连接所述第一旋转轴远离棘轮的一端;
46、所述第二支杆安装在所述第一安装板上;
47、所述拉杆固定设置在所述托料臂的弯折处;
48、所述第二拉簧的一端连接所述第二支杆,所述第二拉簧的另一端连接所述拉杆,在所述第二拉簧的作用下,所述托料臂的竖直部分保持竖直状态,且所述拉杆贴靠在所述第一安装板的一侧;
49、所述第二限位轮座安装在所述托料臂水平部分的底部,当所述第二限位轮座受到向上的压力时,会带动托料臂旋转,当外力消失时,第一旋转轴受到棘轮单向转动的限制以及第二拉簧的拉力,托料臂将保持在力消失的位置;
50、所述上限位块和下限位块分别安装在储料仓内壁上下两侧,所述第二气缸的活塞收缩至最高位置处时,所述第一限位轮座与所述上限位块相接触,所述第二气缸的活塞向下伸长至最低位置处时,所述第二限位轮座与所述下限位块相接触。
51、优选的,限制组件包括限位爪体、限位杆、延长板以及第三拉簧;
52、所述限位爪体设置有两组,相对设置在所述储料通道的两侧;
53、所述限位爪体呈l型结构,所述限位爪体竖直部分顶部一端转动安装在所述储料仓表面,所述限位爪体水平部分一端的底部设置有斜面,两组所述限位爪体连接时,两个所述限位爪体上的斜面组成人字形;
54、所述延长板安装在所述限位爪体竖直部分顶部一端;
55、所述第三拉簧的一端连接所述延长板,所述第三拉簧的另一端连接所述储料仓,在所述弹簧的作用下,所述爪体向所述储料通道方向偏转;
56、所述限位杆固定在所述储料仓表面,所述限位爪体上开设有与所述限位杆相对应的定位孔,在所述限位杆和弹簧的作用下,所述爪体的水平部分保持水平状态。
57、优选的,所述取料机构包括第一升降组件、第一移动组件以及夹取组件;
58、所述夹取组件安装在所述第一升降组件的升降端上,用于夹取堆叠的竹片;
59、所述第一升降组件包括单轴气缸、壳体、连接带、导向轮、压轮、张紧芯轴、簧盒以及涡卷弹簧;
60、所述壳体固定在所述单轴气缸的活塞杆上;
61、所述张紧芯轴安装在所述壳体内,且所述张紧芯轴的一端延伸至所述壳体外,并连接所述涡卷弹簧的内圈;
62、所述涡卷弹簧的外圈固定在簧盒上;
63、所述簧盒固定设置在所述壳体的外壁一侧;
64、所述导向轮安装在所述张紧芯轴上;
65、所述连接带安装在所述导向轮上,所述连接带的一端为固定设置,所述连接带的另一端连接所述取料机构;
66、所述压轮转动安装在所述壳体内,且位于所述导轮上方,将所述连接带限制在所述导轮上;
67、所述第一移动组件的移动端连接所述第一升降组件,用于将所述集料机构上的竹片移动至所述翻转机构上。
68、优选的,所述夹取组件包括第二安装板、滑动块、导向轨、轨道板、夹爪以及三轴气缸;
69、所述轨道板的背部安装有所述导向轨,所述轨道板的底部连接所述连接带的自由端;
70、所述滑动块滑动安装在所述导轨上,且固定在所述第二安装板上;
71、所述第二安装板固定设置;
72、所述三轴气缸安装在所述轨道板的表面;
73、所述夹爪安装在所述三轴气缸的活塞杆上,所述夹爪随所述三轴气缸收缩后,将堆叠的竹片固定在所述夹爪和轨道板间。
74、优选的,所述翻转机构包括旋转组件、夹持组件以及传输组件;
75、所述夹持组件设置有两组,间隔设置在所述旋转组件的转动端上;
76、所述传输组件设置在所述夹持组件下方,所述传输组件包括机架、传输辊、主动轮、从动轮、第三气缸以及固定板;
77、所述传输辊等间隔转动安装在所述机架上;
78、所述主动轮安装机架上,且设置在相邻的所述传输辊间;
79、所述从动轮与所述主动轮相对设置,且安装在所述固定板上;
80、所述第三气缸设置在所述机架一侧,且通过活塞杆连接所述固定板。
81、优选的,所述堆料机构包括第二升降组件、第二移动组件以及抓取组件;
82、所述第二升降组件的升降控制端连接所述抓取组件;
83、所述抓取组件包括l型立板、横向导轨、纵向导轨、固定爪、移动爪、第四气缸、横向滑块、纵向滑块以及连杆;
84、所述l型立板连接所述第二升降组件的升降端;
85、所述纵向导轨安装在所述l型立板竖直部分表面;
86、所述纵向滑块滑动安装在所述纵向导轨上;
87、所述横向导轨安装在所述l型立板水平部分表面;
88、所述横向滑块滑动安装在所述横向导轨上;
89、所述第四气缸安装在所述l型立板上,且通过活塞杆连接所述纵向滑块;
90、所述连杆的一端转动连接所述纵向滑块,所述连杆的一端转动连接所述横向滑块;
91、所述移动爪固定在所述横向滑块的表面;
92、所述固定爪设置在所述l型立板的弯折处表面,且与所述移动爪相对设置。
93、一种基于权利要求1-9所述竹片有序分选生产线的生产方法,包括以下步骤:
94、s1:在精刨机的出料口安置视觉检测仪器,识别竹片4个面的颜色深浅和瑕疵,根据视觉类别,对竹片进行标记;
95、s2:保持竹片青黄面一致的有序状态,向侧面平推下料;
96、s3:根据竹片的标记结果,使竹片保持青黄面朝向一致并进入对应储料仓内;
97、s4:储料仓内设置有上下两层储存室,底部储存室作为竹片的缓存,顶部储存室实现竹片的定数定量存放;
98、s5:通过取料机构将顶部储存室内定数定量的堆叠竹片取出,并转移至翻转机构;
99、s6:翻转机构实现堆叠竹片旋转90度,方便其捆扎,并将其输送至捆扎机;
100、s7:竹片使用捆扎机打捆后,通过堆料机构实现下料堆垛。
101、(三)有益效果
102、本发明的有益效果在于:采用上述技术方案,排料机构使竹条保持整齐有序的状态,保持竹条的近青面和近黄面朝向不变,一步步的向侧面推送至移料机构内,移料机构用于实现竹片下料后的移料、集料自动化,使竹片保持青黄面朝向一致并进入对应储料仓内;集料机构能够快速将两个储存室内的竹片集料在一起,有利于配合取料机构实现快速取料,取料机构用于将储存室内的竹片移动至翻转机构,翻转机构实现堆叠竹片旋转90度,方便其捆扎,并将其输送至捆扎机,竹片使用捆扎机打捆后,通过堆料机构实现下料堆垛,本技术能对高速运行的竹条按照生产需求进行多类型的分选并有序移料,使竹条在分选过程中保持朝向不变,为后续的有序集料创造条件,且实现不同规格竹条朝向不错乱的有序定量集料,能对规格种类繁多,细长薄片状的弯曲竹条按照生产需求有序定量集料,并捆扎柔性下料。
本文地址:https://www.jishuxx.com/zhuanli/20240725/136039.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表