压榨系统及压榨系统的自动控制方法与流程
- 国知局
- 2024-07-29 12:08:23
本发明涉及压滤机控制,具体地涉及一种压榨系统及一种压榨系统的自动控制方法。
背景技术:
1、压滤机是实现物料固液分离的过滤设备。目前,选煤厂采用的压滤机基本为单机自动化设备,其工艺流程主要分为入料、压榨和卸料三个流程。其流程控制和上下游设备的连锁控制通常需要岗位工现场操作,具体如下:
2、入料流程需要岗位工根据入料池液位确定启停入料泵的时间,并根据入料压力和滤液水的情况手动设定入料时间。
3、压榨流程需要岗位工根据滤液水情况手动设定压榨时间。
4、卸料流程需要岗位工手动启停压滤机下游的输送机,并实时观测滤布的粘连情况。
5、因此,压滤机的控制有以下缺点:采用人工控制的方式,控制效率低,人工成本高,现场工作量大。
技术实现思路
1、本发明实施例的目的是提供一种压榨系统及压榨系统的自动控制方法,用以解决上述的人工控制的方式,控制效率低,人工成本高,现场工作量大的问题。
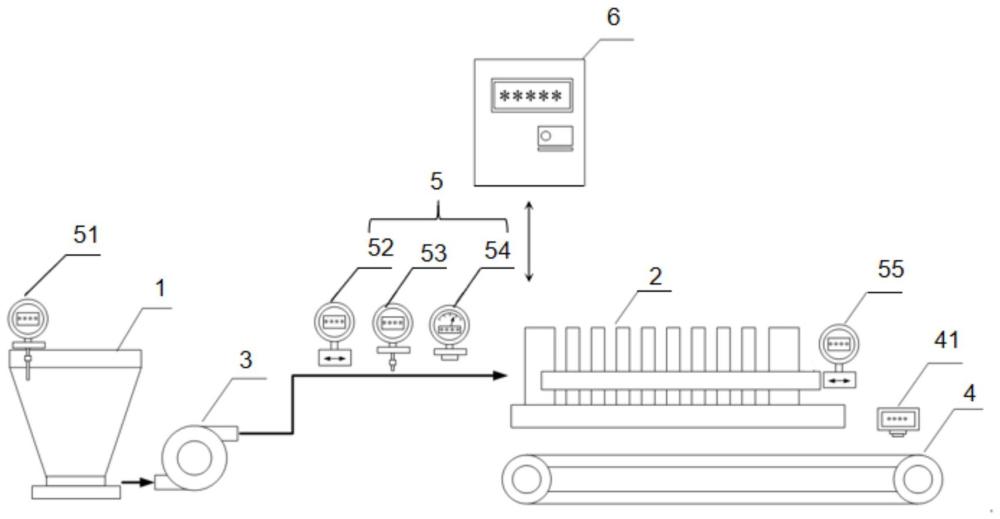
2、为了实现上述目的,本发明实施例提供一种压榨系统,所述系统包括:
3、料桶,用于存储待压榨的物料;
4、压滤机,所述压滤机的进料口通过物料输送机构连接所述料桶,所述压滤机用于对物料进行压榨;
5、输送机,设置在所述压滤机的出料口下方,用于对压榨后的物料进行输送,所述输送机上设置有称重机构,用于获取压榨后的物料质量;
6、数据采集传感器组,用于采集料桶的料桶液位,以及采集压滤机的入料浓度、入料流量、入料压力和滤液水流量;
7、控制器,与所述数据采集传感器组、所述称重机构、所述物料输送机构和所述压滤机连接,用于基于料桶液位、入料浓度、入料流量、入料压力、滤液水流量和压榨后的物料质量,对所述物料输送机构、所述压滤机和所述输送机的启停进行控制。
8、可选的,所述物料输送机构为入料泵;
9、所述称重机构为皮带秤。
10、可选的,所述数据采集传感器组包括:
11、液位计,设置在所述料桶上,用于检测料桶的料桶液位;
12、入料流量计,设置在所述压滤机的进料口,用于检测压滤机的入料流量;
13、入料浓度计,设置在所述压滤机的进料口,用于检测压滤机的入料浓度;
14、入料压力计,设置在所述压滤机的进料口,用于检测压滤机的入料压力;
15、滤液水流量计,设置在所述压滤机的出水口,用于检测压滤机的滤液水流量。
16、可选的,所述控制器为dcs控制器;
17、所述系统还包括:
18、工控机和移动控制终端,分别与所述控制器通信连接,所述工控机和所述移动控制终端用于基于外部输入信号产生对应的控制指令并发送至控制器;
19、所述控制器还用于基于所述控制指令对所述物料输送机构、所述压滤机和所述输送机的启停进行控制。
20、本发明第二方面实施例还提供一种压榨系统的自动控制方法,运用于上述的压榨系统,所述方法包括:
21、获取料桶的料桶液位和入料压力;
22、若所述料桶液位大于预设液位阈值且入料压力处于预设区间,则控制物料输送机构开始工作;
23、在物料输送机构工作的过程中,获取入料浓度、入料流量、滤液水流量和入料时间;基于入料浓度、入料流量和入料时间,确定入料质量;
24、若所述入料质量大于预设物料量,且滤液水流量小于第一预设流量阈值,则控制物料输送机构停止工作,并控制压滤机开始工作;
25、若滤液水流量自压滤机开始工作的时刻起连续预设个采样时刻均小于第二预设流量阈值,则控制压滤机停止压榨和开始卸料,并控制输送机开始工作。
26、可选的,所述方法还包括:
27、获取压榨后的物料质量;
28、若所述入料质量与所述压榨后的物料质量的差值大于预设差值,则产生告警。
29、可选的,基于入料浓度、入料流量和入料时间,确定入料质量,包括:
30、采用以下公式计算得到入料质量:
31、;
32、其中,为入料质量;为入料浓度;为入料流量;为入料时间。
33、可选的,在物料输送机构工作的过程中:
34、若所述料桶液位小于等于预设液位阈值和/或入料压力不处于预设区间,则控制物料输送机构停止工作,并产生告警。
35、可选的,所述方法还包括:
36、获取压滤机的实际压榨时间;
37、将入料时间、入料浓度和滤液水流量输入工作时间预测模型,得到压滤机的理论压榨时间;
38、若所述理论压榨时间与所述实际压榨时间的差值大于预设波动阈值,则产生告警;
39、其中,所述工作时间预测模型通过训练数据集对神经网络模型进行训练后得到,所述训练数据集包括:历史入料时间、历史入料浓度、历史滤液水流量和历史压榨时间。
40、另一方面,本发明提供一种电子设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述的压榨系统的自动控制方法。
41、本技术方案基于采集的料桶的料桶液位,以及压滤机的入料浓度、入料流量、入料压力、滤液水流量和压榨后的物料质量,实现压榨系统的自动控制,且控制方法简单,控制精准,稳定性和控制效率高,能够有效减少压榨成本。
42、本发明实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种压榨系统,其特征在于,所述系统包括:
2.根据权利要求1所述的压榨系统,其特征在于,所述物料输送机构(3)为入料泵;
3.根据权利要求1所述的压榨系统,其特征在于,所述数据采集传感器组(5)包括:
4.根据权利要求1所述的压榨系统,其特征在于,所述控制器(6)为dcs控制器;
5.一种压榨系统的自动控制方法,运用于权利要求1-4中任一项所述的压榨系统,其特征在于,所述方法包括:
6.根据权利要求5所述的压榨系统的自动控制方法,其特征在于,所述方法还包括:
7.根据权利要求5所述的压榨系统的自动控制方法,其特征在于,基于入料浓度、入料流量和入料时间,确定入料质量,包括:
8.根据权利要求5所述的压榨系统的自动控制方法,其特征在于,在物料输送机构工作的过程中:
9.根据权利要求5所述的压榨系统的自动控制方法,其特征在于,所述方法还包括:
10.一种电子设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求5-9中任一项所述的压榨系统的自动控制方法。
技术总结本发明提供一种压榨系统及压榨系统的自动控制方法,属于压滤机控制技术领域。系统包括:料桶,用于存储待压榨的物料;压滤机,通过物料输送机构连接料桶,用于对物料进行压榨;输送机,设置在压滤机的出料口下方,用于对压榨后的物料进行输送,输送机上设置有称重机构,用于获取输送机上压榨后的物料质量;数据采集传感器组,用于采集料桶的料桶液位,以及采集压滤机的入料浓度、入料流量、入料压力、滤液水流量;控制器,用于基于料桶液位、入料浓度、入料流量、入料压力、滤液水流量和压榨后的物料质量对物料输送机构、压滤机和输送机的启停进行控制。本发明通过获取压榨系统的过程参数,实现压榨自动控制,控制方法简单,减少压榨成本。技术研发人员:鲍震,岳帅军,刘芳兵受保护的技术使用者:国能智深控制技术有限公司技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/139422.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表