一种流道板及流道板加工方法与流程
- 国知局
- 2024-07-29 13:38:11
本发明涉及流道板,尤其涉及一种流道板及流道板加工方法。
背景技术:
1、新能源汽车的热管理集成模块,通常包含冷却液集成组件和制冷剂集成组件,其中,冷却液集成组件包括流道板、控制阀、泵等,控制阀和泵可对流道板内流通的介质进行控制。
2、对于传统的流道板来讲,流道板通常采用金属材质,导致流道板较重、成本高等问题,因此,如何减轻流道板结构重量以实现流道板的轻量化是一个技术问题。
技术实现思路
1、本发明的目的在于提供一种流道板,该流道板有利于减轻结构重量,降低制造成本。
2、一方面,本发明的实施例提供一种流道板,包括第一板体和第二板体,所述第一板体与所述第二板体固定连接,所述第一板体朝向所述第二板体的一侧设置有第一凸筋,所述第一凸筋为塑料材质,所述第二板体为金属材质,所述第一凸筋沿所述第一板体的周向设置,所述第二板体朝向所述第一板体的一侧设置有凹槽,在所述流道板的轴向方向,至少部分所述第一凸筋位于所述凹槽;所述第一凸筋包括第一段和第二段,所述第一段位于所述凹槽,所述第一段与形成所述凹槽的内壁热熔固定,所述第二段、所述第二板体限定出至少部分容纳腔。
3、另一方面,本发明的实施例提供一种流道板加工方法,用于加工上述流道板,包括:
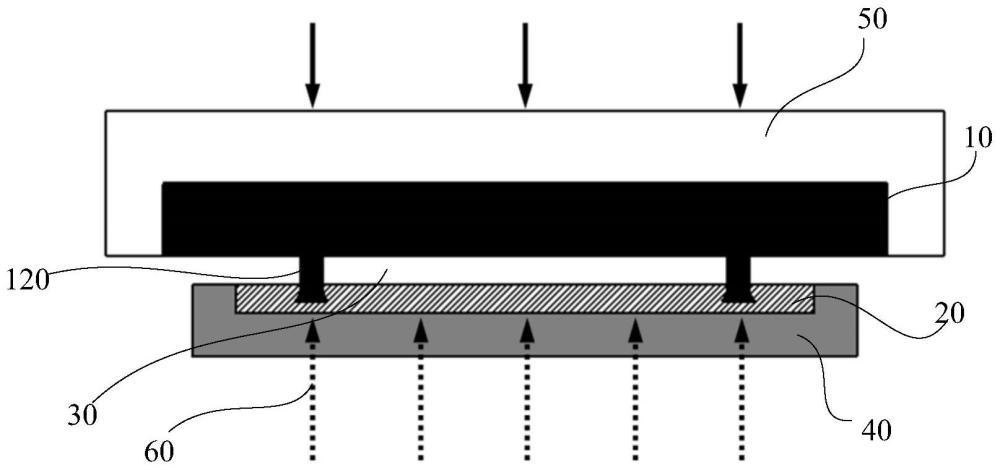
4、将第一板体与第二板体装配,使第一凸筋插入凹槽并与凹槽的底部相接触;将第二板体放置于下模,所述下模用于支撑第二板体并向第二板体传递热量,将第一板体放置于上模;上模对第一板体施加压力;对下模和/或第二板体进行加热,使第一凸筋与凹槽的底面相接触的部位熔化;第一凸筋与凹槽的连接部位冷却后,填充至凹槽中的熔化部分凝固,将第一板体与第二板体固定,形成流道板。
5、上述技术方案中,在第一板体上形成有第一凸筋,在第二板体上形成有与第一凸筋相配合的凹槽,第一凸筋与凹槽通过热熔填充的形式固定连接,两者连接后,形成塑料件与金属件相互连接的容纳腔,通过将塑料件与金属件连接,能够减轻结构重量,降低制造成本。
技术特征:1.一种流道板,其特征在于,包括第一板体(10)和第二板体(20),所述第一板体(10)与所述第二板体(20)固定连接,所述第一板体(10)朝向所述第二板体(20)的一侧设置有第一凸筋(120),所述第一凸筋(120)为塑料材质,所述第二板体(20)为金属材质,所述第一凸筋(120)沿所述第一板体(10)的周向设置,所述第二板体(20)朝向所述第一板体(10)的一侧设置有凹槽(210),在所述流道板的轴向方向,至少部分所述第一凸筋(120)位于所述凹槽(210);所述第一凸筋(120)包括第一段(1201)和第二段(1202),所述第一段(1201)位于所述凹槽(210),所述第一段(1201)与形成所述凹槽(210)的内壁(2101)热熔固定,所述第二段(1202)、所述第二板体(20)限定出至少部分容纳腔(30)。
2.根据权利要求1所述的流道板,其特征在于,所述凹槽(210)具有延伸部(212),所述延伸部(212)在垂直于所述凹槽(210)的轴线的方向延伸,至少部分所述第一凸筋(120)的端部在热熔后填充所述凹槽(210)的延伸部(212)。
3.根据权利要求2所述的流道板,其特征在于,所述第一板体(10)设置有第二凸筋(150),所述第二凸筋(150)位于所述容纳腔(30),沿所述流道板的轴向方向,所述第二凸筋(150)的高度低于所述第一凸筋(120),且所述第二凸筋(150)与所述第二板体(20)朝向所述第一板体(10)的一侧贴合密封。
4.根据权利要求2所述的流道板,其特征在于,所述内壁(2101)限定出至少部分所述凹槽(210),所述第一凸筋(120)与所述内壁(2101)之间具有间隙,所述第一凸筋(120)与所述内壁(2101)相接触的部分在热熔后填充至所述间隙。
5.根据权利要求4所述的流道板,其特征在于,所述凹槽(210)为t形槽或l形槽。
6.根据权利要求5所述的流道板,其特征在于,在平行于所述流道板的轴向方向的截面上,所述延伸部(212)的横截面呈上窄下宽的梯形。
7.根据权利要求1所述的流道板,其特征在于,所述第一凸筋(120)包括子凸筋(121),沿所述子凸筋(121)长度方向,所述子凸筋(121)具有超出与之相交的另一子凸筋(121)的延长部。
8.根据权利要求1至7中任一项所述的流道板,其特征在于,所述第一板体(10)具有进液口(130)和出液口(140),所述进液口(130)和所述出液口(140)与所述容纳腔(30)连通,所述第一板体(10)远离所述第二板体(20)的一侧设置有主流道,所述主流道通过所述进液口(130)和所述出液口(140)与所述容纳腔(30)相连通。
9.一种流道板加工方法,用于加工上述权利要求1至8中任一项所述的流道板,包括:
10.根据权利要求9所述的流道板加工方法,其特征在于,包括:
技术总结本发明公开了一种流道板及流道板加工方法,所述流道板包括第一板体和第二板体,所述第一板体与所述第二板体固定连接,所述第一板体朝向所述第二板体的一侧设置有第一凸筋,所述第一凸筋为塑料材质,所述第二板体为金属材质,所述第一凸筋沿所述第一板体的周向设置,所述第二板体朝向所述第一板体的一侧设置有凹槽,在所述流道板的轴向方向,所述第一凸筋位于所述凹槽;所述第一凸筋包括第一段和第二段,所述第一段位于所述凹槽,所述第一段与形成所述凹槽的壁热熔固定,所述第二段、所述第二板体限定出至少部分容纳腔。该流道板在满足热交换需求的前提下,可减轻结构重量,降低制造成本。技术研发人员:请求不公布姓名受保护的技术使用者:浙江三花汽车零部件有限公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240725/145555.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表