一种室内涂装送排风自动化控制系统的制作方法
- 国知局
- 2024-07-30 16:41:14
本发明涉及一种室内涂装送排风自动化控制系统,其属于喷漆涂装的。
背景技术:
1、目前,国内所有涂装间的送风和排风,即除湿机和有机废气治理装置都分开控制,且均为手动控制,极易造成风量不匹配的情况,造成能源的极大浪费。喷漆作业环境要求,在春季、夏季和秋季,室内温度要控制在25±3℃,冬季要控制在15±3℃,室内相对湿度始终要控制在rh85%以下。排风量过大时,车间内负压过大,除湿机有效送风直接被迅速排至室外。送风量过大时,车间内正压,除湿机有效送风从车间缝隙处逸散至大气。
技术实现思路
1、为解决现有技术中存在的问题,本发明提供一种室内涂装送排风自动化控制系统,实现自动一体化控制,使涂装房内始终处于微负压状态,在保障室内温湿度环境的前提下,实现节能运行,自动化运行。
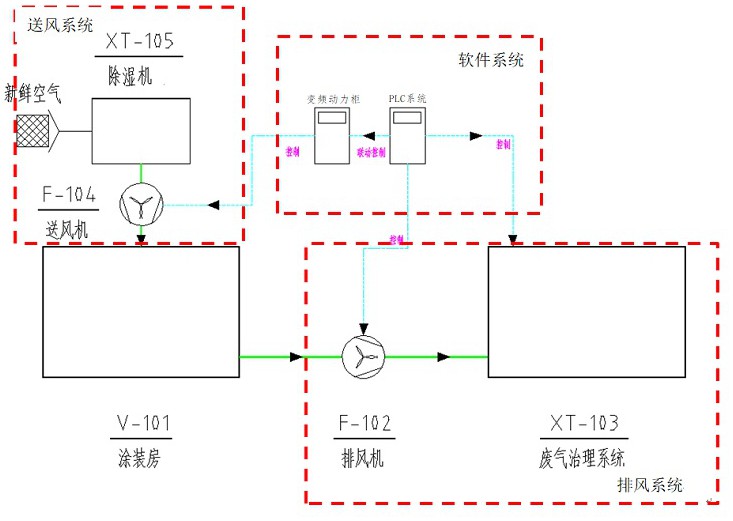
2、本发明采用的技术方案为:一种室内涂装送排风自动化控制系统,它包括软件系统、送风系统和排风系统;
3、所述送风系统包括除湿机和送风机,软件系统包括变频动力柜和plc系统,排风系统包括排风机和废气治理系统,废气治理系统中包含温度传感器和pid检测器;
4、所述除湿机经过送风机后连接至涂装房的入口,涂装房的出口连接排风机和废气治理系统;
5、所述plc系统经变频动力柜与送风机进行电连接,plc系统分别与排风机、废气治理系统进行电连接;
6、准备阶段:涂装房内还未开始作业,涂装房内无人,plc系统控制废气治理系统开机预热,plc系统将废气治理系统预热信号传递至送风机,送风机识别信号启动10-20hz低频送风;
7、喷漆阶段:准备阶段完成后,废气治理系统内的温度传感器检测到温度达标,并将信号反馈到plc系统中,plc系统控制启动排风机,废气治理系统达到处理废气状态;plc系统控制转入喷漆阶段运行,同时plc系统将信号传递给变频动力柜,变频动力柜控制送风机升频运行,使得涂装房内保持-5pa至-10pa的微负压;
8、油漆固化阶段:喷漆结束后,人员撤离涂装房并在废气治理系统的控制硬件上启动固化程序,在此过程中维持排风机和送风机的频率;
9、固化完成阶段:废气治理系统中由pid检测器检测浓度值,浓度值低于环保要求排放限值时,plc系统控制自动切换至固化完成阶段,并控制废气治理系统和排风机停机,同时plc系统将信号传递给变频动力柜使送风机10-20hz低频运行,并定时自动关闭。
10、本发明的有益效果为:车间送风除湿机和排风有机废气装置主风机均变频调节,各自plc可通讯,形成系统;废气治理系统配置温度传感器和pid检测器,反馈信号可直接反馈至plc系统,系统根据信号判断作业阶段,以自动调整系统运行频率;为确保环保排放,系统以排风风量为基准,自动调整送风量;通过以上手段,使车间送排风形成整体,实现自动化联控。
技术特征:1.一种室内涂装送排风自动化控制系统,其特征在于,它包括软件系统、送风系统和排风系统;
2.根据权利要求1所述的一种室内涂装送排风自动化控制系统,其特征在于:送风机连接的送风管道和排风机连接的排风管道内设置流量传感器,并根据其反馈的流量数据,调整送风机的送风频率。
技术总结一种室内涂装送排风自动化控制系统,其属于喷漆涂装的技术领域。它包括软件系统、送风系统和排风系统;送风系统包括除湿机和送风机,软件系统包括变频动力柜和PLC系统,排风系统包括排风机和废气治理系统,废气治理系统中包含温度传感器和PID检测器。送风机的送风量调节是根据有机废气治理装置检测到的车间作业阶段来实现的,也可以在车间送风和排风管道内设置流量传感器,并根据其反馈的流量数据,自动调整送风频率。该系统通过车间作业阶段特点自动调整送风和排风量,实现能源节约和自动化。技术研发人员:刘焕明,朱越明,段玉峰,杨宇成受保护的技术使用者:大连中远海运川崎船舶工程有限公司技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/173574.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表