一种冶金炉窑多通道气粉混合喷吹智能控制系统及方法
- 国知局
- 2024-07-30 16:45:48
本发明涉及颗粒流量控制,尤其涉及一种冶金炉窑多通道气粉混合喷吹智能控制系统及方法。
背景技术:
1、向炉窑中注入颗粒是冶金工艺中的常见操作。颗粒包括矿石物料、氧化剂\还原剂以及作为燃料的粉煤等;通常情况下,这些颗粒会从炉窑顶部倾倒进入炉窑,导致了部分物料颗粒在到达熔池之间就从被气流裹挟至烟道出口,形成原材料浪费并加重了下游处理粉尘的成本和负担。如果注入的是碳粉颗粒,部分碳粉颗粒在炉窑较高的位置燃烧放热,导致热利用率低,增加了碳排放量和冶炼成本。因此,一种通过气力输送将物料\燃料颗粒直接注入熔池的新型工艺正在被广泛应用于钢铁冶金和有色冶金行业。例如,在钢铁冶金中,采用超音速喷枪同时喷入碳粉和富氧空气;锡冶金中,采用浸没顶吹方式,将碳粉直接注入熔池。然而,在实际生产中,气固混合物料系统的设计和使用面临以下难题:如何有效控制颗粒的质量流量,以及如何匹配好气相流量和颗粒流量,以精确控制气固混合流的喷吹速度和穿透深度。
2、现有技术一,申请号:cn202210637175.8公开了一种炉窑双作用自动控制入料装置,包括密封阀体、快捷式密封阀板、全方位自动调节密封盖、全密封式轴体组件、轴瓦连接结构、液压控制系统以及电气仪表控制装置,密封阀板、调节密封盖、密封式轴体和调节器均布设于密封阀体内,轴体与旋转转臂通过轴瓦相连,密封盖通过全方位调节器连接旋转转臂,液压控制系统和电气仪表控制装置控制旋转转臂的运动虽然采用密封阀体独体件,不受施工现场安装的影响,且阀体运动点位少故障率低,同时阀体还采用全方位接触式密封,其密封效果更佳。但是没有对原料的流量进行精准控制,导致对进料控制智能化程度较低,不能有效提升冶金的效率。
3、现有技术二,申请号:cn201811053917.2公开了一种高温气体电磁换向装置,包括电磁铁,铁锭,低熔点金属液,填充室,管道及其附属设备,可用于冶金,玻璃炉窑,电厂等领域高温烟气流量控制及气路切换。高温电磁换向装置外形为w形对称布置的三通换向结构。气体管道左右两侧各配备有出气下管道,填充室,气体上管道。电磁铁环形布置于气路管道外侧,可上下升降;铁锭环形布置于气路管道内侧。低熔点金属填充于换向装置两侧填充室内。虽然利用电磁传动装置改变排开液体体积,从而改变液面高度完成高温烟气管路的换向,可以解决目前换向阀耐热温度低,换向控制难的世界技术难题,具有耐热温度高(可达1100℃)密封可靠性强,使用寿命长等优点。但是功能单一,仅实现了换向功能,并未对进料的质量流量作出控制,导致使用范围局限性较大。
4、现有技术三,申请号:cn200810023786.3公开了一种风量调节阀,主要由钢板风管、空心阀板、弧形孔板、小筋板和配重块组成,钢板风管的出风口端与篦板相连,空心阀板在枢轴上且靠近钢板风管的内壁,在空心阀板上设有通风孔;弧形孔板的一端固定安装在空心阀板的下端,其另一端略伸出钢板风管的侧壁外,在弧形孔板上至少开有八排通风小孔;小筋板位于弧形孔板与空心阀板之间并分别与它们相连,配重块安装在空心阀板上、小筋板的下部。虽然具有结构简单,安装方便,能根据熟料层厚度自适应调节进风量,节能效果明显的优点。但是其智能化控制水平较低,不能有效提升进料的控制化能力,导致设备自动化程度较低。
5、目前现有技术一、现有技术二及现有技术三存在缺少如何有效控制颗粒的质量流量,以及如何匹配好气相流量和颗粒流量的功能结构,不能做到对进料的智能化控制的问题。因而,本发明提供一种冶金炉窑多通道气粉混合喷吹智能控制系统及方法,用于精准控制颗粒的质量流量,合理匹配气相流量和颗粒流量,以实现精确控制气固混合流的喷吹速度和穿透深度的目的。
技术实现思路
1、本发明的主要目的在于提供一种冶金炉窑多通道气粉混合喷吹智能控制系统及方法,以解决现有技术中缺少如何有效控制颗粒的质量流量,以及如何匹配好气相流量和颗粒流量的功能结构,不能做到对进料的智能化控制的问题。
2、为实现上述目的,本发明提供如下技术方案:
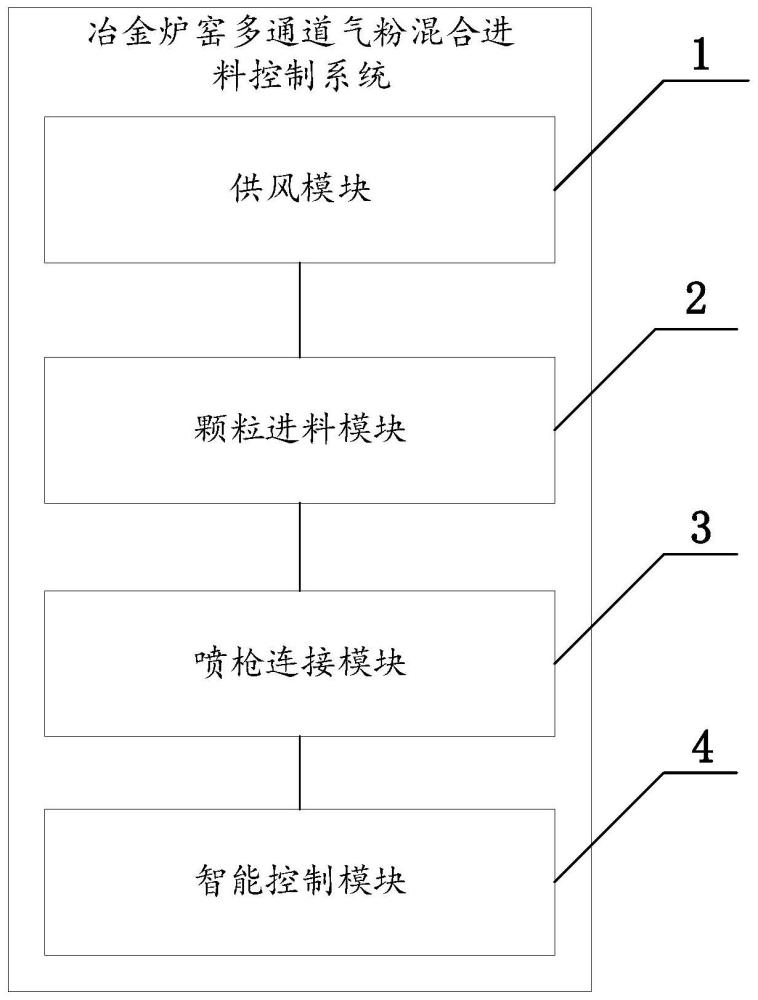
3、一种冶金炉窑多通道气粉混合喷吹智能控制系统,所述冶金炉窑多通道气粉混合喷吹智能控制系统包括:
4、供风模块,用于通过压气机提供气流,根据智能控制模块的指令调整气流的流量和压力,形成气固混合流;
5、颗粒进料模块,用于通过颗粒给料设备将颗粒状物料均匀、连续地输送到,供风模块产生的气流中,形成气固混合流;
6、喷枪连接模块,用于通过管道和连接件将气固混合流与喷枪连接,将气固混合流引导至喷枪的中心通道,混合流喷射到炉窑内;
7、智能控制模块,用于根据输入的供风量和供料量,自动调节子系统的阀门开度、压气机功率,并根据实时监测结果进行反馈调节。
8、作为本发明的进一步改进,供风模块,包括:第一压气机和第二气压机,第一压气机通过管道与料仓联通,第二气压机通过管道与分层通道联通;
9、其中,第一压气机通过电动机或其他动力源驱动,产生稳定的气流;气流通过管道输送到料仓,与颗粒物料进行混合;在混合过程中,气流的作用使得颗粒物料得以均匀悬浮和输送;第二气压机同样通过电动机或其他动力源驱动,产生气流,气流通过管道输送到分层通道,根据智能控制模块的指令,为各层喷枪提供所需的气流;各层喷枪根据实际需求调节气流参数,形成稳定、均匀的气固混合射流。
10、作为本发明的进一步改进,供风模块中的第一压气机和第二气压机设置有pid控制系统,采用pid控制器控制压气机的转速和流量;具体包括:
11、控制目标确定模块,用于明确压气机的转速和流量的期望值;
12、传感器安装模块,用于在压气机的部位安装传感器,实时监测转速和流量,输出电信号给pid控制器,作为pid控制器的输入;
13、反馈系统构建模块,用于将传感器的输出信号连接到pid控制器的输入端,同时将pid控制器的输出信号连接到压气机的控制输入端,形成一个闭环反馈系统;pid控制器将根据实时转速和流量反馈信号,与期望值进行比较,并输出相应的控制信号,调节压气机的运行状态。
14、作为本发明的进一步改进,颗粒进料模块,包括:密封圈、压力传感器、料仓、压力秤、出料控制装置及物料颗粒;
15、其中,料仓的顶部设置有密封圈,密封圈底部的中间位置设置有压力传感器,料仓内部盛有物料颗粒,料仓的底部设置有压力秤,料仓底部的出料口的底部设置有出料控制装置。
16、作为本发明的进一步改进,压力传感器内设置有定期校准模块,包括:
17、校准记录子模块,用于准备校准记录表,用于记录每一次校准的结果和参数,以备日后查阅和分析;
18、校准参数设置子模块,用于将待校准的传感器与标准气源连接,设置校准参数,包括校准范围及输出单位;逐步升高标准气源的压力,同时记录传感器的输出值,将每个压力点的输出值与标准值进行比对,观察并记录差异;同样地,逐步降低标准气源的压力,并记录传感器的输出值,再次与标准值进行对比,观察并记录差异;
19、校准结果处理子模块,用于根据升压和降压的校准结果,修正校准曲线,使传感器的输出值更加准确,确认校准结果是否符合规定的误差范围,如果超出范围,则需要重新进行校准。
20、作为本发明的进一步改进,出料控制装置,包括:控制盘、第一滑槽、槽板、第二滑槽、上榫头、开合板;
21、其中,控制盘上设置有多个第一滑槽,第一滑槽为轴向设置,槽板设置有多个第二滑槽,第二滑槽为径向设置,开合板的上表面设置有与第一滑槽对应数量的上榫头,开合板的下表面设置有与第二滑槽对应数量的下榫头。
22、作为本发明的进一步改进,喷枪连接模块,包括:分层管道、法兰盘、进气管路;
23、其中,分层管道的一端与喷枪连接,分层管道的另一端于第二压气机连接,喷枪进气通道分为三层,分别和三个进气管路用法兰盘连接,不同的进气管路之间互不联通。
24、为实现上述目的,本发明还提供了如下技术方案:
25、一种冶金炉窑多通道气粉混合喷吹智能控制方法,其应用于所述的冶金炉窑多通道气粉混合喷吹智能控制系统,所述冶金炉窑多通道气粉混合喷吹智能控制方法,包括:
26、输入目标颗粒流量和目标风量,判断目标颗粒流量和目标风量是否满足临界风压曲线的不阻塞条件,如果不满足需要调整目标风量,直至满足不阻塞条件;
27、通过红外测距仪获取的物料高度,根据数据库1插值得到阀门最大开度下当前料仓内物料总质量对应的最大颗粒流量;
28、通过pid控制精确调控阀门开度和料仓内压强,通过料仓内物料总质量对时间求微分,获取实时的颗粒质量流量;当监测的实时颗粒质量流量偏大,则下调阀门开度或降低料仓内压强;当监测的实时颗粒质量流量偏小,则上调阀门开度或增加料仓内压强。
29、作为本发明的进一步改进,如果最大颗粒流量大于目标流量,采用阀门开度控制;否则开启料仓上的压气机,采用增压控制;如果采用阀门开度控制,则以目标颗粒流量、当前物料总质量为输入,采用数据库1进行二维线性插值,获取阀门开度,并按信号控制阀门打开或关闭;如果采用增压控制,则以目标颗粒流量、当前物料总质量为输入,采用数据库2进行二维线性插值,获得料仓内压强,并控制压气机对其进行缓慢冲气增压。
30、作为本发明的进一步改进,通过红外测距仪获取的物料高度的过程,包括:
31、料仓上方布置开口和顶盖;当顶盖打开时,添加物料;顶盖物料压力盖之间采用橡胶圈密封,确保顶盖关闭时不漏气;
32、料仓侧面通过密封管道连接压气机,用于给料仓冲气并维持高压状态;料仓和压气机之间的连接管路上布置有阀门;充气时阀门打开,其他状态阀门关闭;
33、料仓顶部布置有无线压强传感器,实时监测料仓内的压强,并将压力信息传递个智能控制系统;料仓顶部还安装有红外测距仪,实时测量物料高度并传递给智能控制系统;料仓下方布置有阀门,控制颗粒的有效流通面积。
34、本发明供风模块通过压气机稳定地提供气流,确保气流的流量和压力可调可控;根据智能控制模块的指令精确调整气流参数,为形成均匀的气固混合流提供基础;稳定的气流是气固混合流形成的必要条件,直接影响混合流的均匀性和稳定性;精确的气流控制有助于提高炉窑内的燃烧效率和产品质量。颗粒进料模块通过颗粒给料设备实现颗粒状物料的均匀、连续输送。将颗粒物料有效地输送到气流中,形成气固混合流;颗粒的均匀输送和混合对于炉窑内的反应过程至关重要,影响燃烧效率和产品质量;连续的颗粒输送保证了炉窑的稳定运行和生产效率;确保混合流能够高效、稳定地喷射到炉窑内;高效、稳定的喷射有助于提高炉窑的燃烧效率和热利用率。智能控制模块根据输入的供风量和供料量,自动调节子系统的阀门开度、压气机功率等参数,根据实时监测结果进行反馈调节,实现系统的优化运行;智能控制模块提高了系统的自动化和智能化水平,降低了人工操作的复杂性和误差;通过精确的控制和调节,实现了对气固混合流的高效、稳定控制,提高了炉窑的运行效率和产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20240725/174003.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表