一种高钢级套管开窗铣锥的制作方法
- 国知局
- 2024-07-27 10:37:13
本发明属于石油钻井,特别涉及一种高钢级套管开窗铣锥。
背景技术:
1、随着高石梯-磨溪、双探、双鱼等深部地层高温高压气藏的规模开发,川渝、塔里木地区6000m以上井深、150℃以上温度,需要侧钻以及老井挖潜改造的井越来越多,高强度套管应用也越来越多、同时套管钢级也逐步提高。近年来,川渝地区对140v钢级的套管开窗技术取得了较大的进展,但155v套管钢级的开窗工艺、工具还未成熟配套,现场作业中出现破窗难、井下风险高等困难,无法满足深层油气高效开发需要。
2、有必要针对高钢级套管开窗所面临的难点,进行斜向器铣锥等工具配套、安全钻井工艺,形成深井高钢级套管技术,提高侧钻开窗成功率,为超深井高效开窗提供保障,为四川、新疆等油气田老井挖潜和深部地层油气高效开发提供技术支持。同时,在钻井投资急剧缩减的情况下,降低开发成本也是高钢级套管开窗技术的开发和研究的必要考虑前提。
3、目前,国内在单层套管开窗及软地层开窗中普遍采用的硬质合金开窗钻头技术比较成熟,效果较好。然而,在硬地层开窗及双层套管开窗方面,硬质合金开窗钻头成本巨大,甚至可能造成整个井眼报废。近些年,既可铣套管又可钻硬地层的套管开窗钻头也有出现。但是该类套管开窗钻头主要针对p110钢级而研发,无法适用于155v等高钢级套管高效开窗作业。
4、因此,亟待发明一种针对高钢级套管的开窗铣锥。
技术实现思路
1、针对上述问题,本发明采用的技术方案是:一种高钢级套管开窗铣锥,包括本体、整形刀翼、攻击刀翼、冠部齿和流道;
2、所述整形刀翼两侧分别排列两排整形齿,整形刀翼与本体轴向方向之间夹角为2~5°,以提高套管窗口的整形效果;
3、所述整形刀翼和攻击刀翼顺次排列在本体的侧面上,所述本体靠近攻击刀翼的一端为顶端,所述攻击刀翼包括第一攻击刀翼和第二攻击刀翼;
4、第一攻击刀翼和第二攻击刀翼均用于开窗磨铣,第二攻击刀翼还可以用于切割缠绕在本体上的杂物,进一步提高磨铣效率,且降低了杂物(如铁丝等)对第一攻击刀翼的损伤;
5、所述冠部齿设置在本体的顶面上,所述流道设置在本体侧面上,流道的数目为三,且三个流道呈中心对称。
6、进一步地,所述整形齿为硬质合金制成,降低加工成本。
7、进一步地,所述攻击刀翼与本体轴向方向呈1~10°。
8、进一步地,所述第一攻击刀翼与整形刀翼长度比例为4:6。
9、进一步地,所述第一攻击刀翼两侧分别排列两排攻击齿b。
10、进一步地,所述第二攻击刀翼靠近整形刀翼部分两侧分别排列两排攻击齿b,靠近冠部齿的部分设置有凸台,凸台上排列两排攻击齿a,两排攻击齿a的前倾角对称布齿并反向排列,且攻击齿a与凸台夹角为165°,该夹角范围内,钻头回转时,凸台可以产生更大的不平衡力,减小回转力,避免钻头开窗失败。
11、进一步地,所述凸台的横向剖面形状为矩形、圆弧、波浪形中的一种。
12、进一步地,所述攻击齿a和攻击齿b为硬质合金制成。
13、进一步地,所述冠部齿的侧转角度为1~10°,前倾角为1~5°。
14、有益效果:
15、1、本发明采用整形刀翼和攻击刀翼的组合,发挥了攻击刀翼强的攻击能力,以及整形刀翼的整形能力,兼顾了磨铣效率和铣锥的制作成本;
16、2、本发明将整形刀翼制成第一攻击刀翼和第二攻击刀翼的组合,既考虑了在磨铣过程中杂物(如铁丝)对第一攻击刀翼的缠绕,降低第一攻击刀翼的攻击效率,又考虑了第二攻击刀翼凸台部分对钻头接触套管壁的影响,进而采用第一攻击刀翼和第二攻击刀翼的组合,提高了攻击刀翼的磨铣效率;
17、3、本发明的冠部齿相比于现有铣锥的冠部齿,其布齿设置了1~10°侧转角度和1~5°前倾角,进一步提高磨铣效率,同时采用了异轨布齿,明显增加了布齿密度,减缓磨损,且使得本发明铣锥在钻进过程中更加平稳;
18、4、本发明的铣锥可开展155v等高钢级套管开窗作业。
19、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
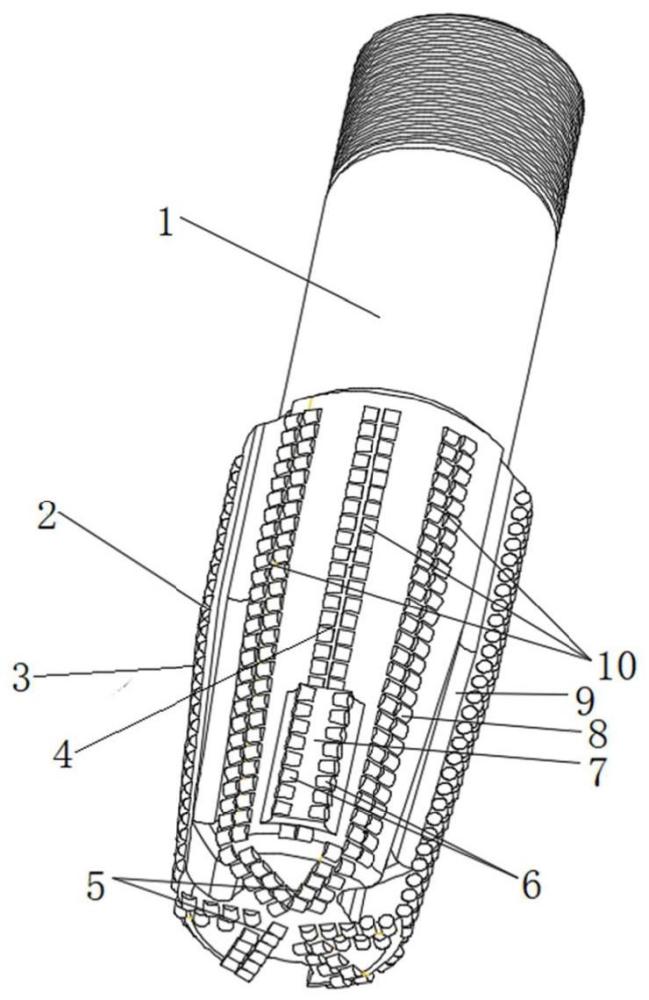
技术特征:1.一种高钢级套管开窗铣锥,包括本体(1)、整形刀翼(2)和攻击刀翼,其特征在于,所述整形刀翼(2)和所述攻击刀翼顺次排列在本体(1)的侧面上,所述本体(1)靠近攻击刀翼的一端为顶端,所述攻击刀翼包括第一攻击刀翼(3)和第二攻击刀翼(4);
2.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,所述整形刀翼(2)与本体(1)轴向方向之间夹角为2~5°。
3.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,所述攻击刀翼与本体(1)轴向方向之间的夹角为1~10°。
4.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,所述整形刀翼(2)上排列有整形齿(10)。
5.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,所述第一攻击刀翼(3)两侧分别排列有攻击齿b(8)。
6.如权利要求1-5任一项所述的一种高钢级套管开窗铣锥,其特征在于,所述第二攻击刀翼(4)靠近整形刀翼(2)部分两侧分别排列有攻击齿b(8),靠近本体(1)顶面的部分设置有凸台(7),所述凸台(7)上排列有攻击齿a(6)。
7.如权利要求6所述的一种高钢级套管开窗铣锥,其特征在于,所述凸台(7)的横向剖面形状为矩形(701)、圆弧(702)、波浪形(703)中的一种。
8.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,还包括冠部齿(5),所述冠部齿(5)设置在本体(1)的顶面上。
9.如权利要求8所述的一种高钢级套管开窗铣锥,其特征在于,所述冠部齿(5)的侧转角度为1~10°,前倾角为1~5°。
10.如权利要求1所述的一种高钢级套管开窗铣锥,其特征在于,还包括流道(9),所述流道(9)设置在本体(1)的侧面上。
11.如权利要求6所述的一种高钢级套管开窗铣锥,其特征在于,所述攻击齿a(6)排列数为两排时,两排攻击齿a(6)的前倾角对称布齿并反向排列。
12.如权利要求11所述的一种高钢级套管开窗铣锥,其特征在于,所述攻击齿a(6)与凸台(7)的夹角为150°~170°。
技术总结本发明公开了一种高钢级套管开窗铣锥,属于石油钻井技术领域,包括本体、整形刀翼和攻击刀翼,所述整形刀翼和所述攻击刀翼顺次排列在本体的侧面上,所述本体靠近攻击刀翼的一端为顶端,所述攻击刀翼包括第一攻击刀翼和第二攻击刀翼,所述第一攻击刀翼和所述第二攻击刀翼均用于开窗磨铣;所述第二攻击刀翼还可以用于切割缠绕在本体上的杂物。本发明采用整形刀翼和攻击刀翼的组合,发挥了攻击刀翼强的攻击能力,以及整形刀翼的整形能力,兼顾了磨铣效率和铣锥的制作成本,采用第一攻击刀翼和第二攻击刀翼的组合,提高了攻击刀翼的磨铣效率。技术研发人员:胡超,刘伟,汪洋,王平安,甘涛,杨瑞帆,连太炜,陈东,冯思恒,唐梁受保护的技术使用者:中国石油天然气集团有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240726/114330.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表