一种提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法
- 国知局
- 2024-07-27 11:03:28
本发明属于电镀领域,具体涉及一种提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法。
背景技术:
1、采用电化学沉积技术制备镀层必将受到电场分布差异导致的工件镀层厚度分布差异,在电流集中区镀层较厚,甚至结晶粗糙或烧焦,而电场屏蔽区镀层较薄,甚至无镀层,这严重影响了电镀产品的质量和生产。为改善这一技术问题,发明了各种电镀添加剂,以及配套的电镀工艺,但镀层厚度分布依然严重受到电场分布的影响。利用电场分布的原理,通过使用像形阳极、辅助阳极、阴极屏蔽等方法改善电镀时工件表面的电场,也起到了有效改善镀层厚度均匀性的作用。
2、弹簧在电镀过程中,弹簧两端及外表面电流较集中,电镀涂层较厚,而弹簧内表面受到电场屏蔽作用,镀层厚度较薄,尤其当弹簧线径较大、螺距较小时,这一现象更加明显,甚至出现内表面镀层不连续、疏松多孔等问题,严重影响了镀层对弹簧基体的防护效果。此外,制作弹簧用的钢强度等级较高,对氢脆较敏感,安全性要求较高或受力较大的弹簧普遍不采用电镀防腐蚀。采用喷漆、发黑、磷化等工艺对弹簧防护,其结合力差、不耐磨、耐蚀性不高。
3、现有技术中采用单个电源电镀并在弹簧内部加辅助阳极提升镀层均匀性的工艺,但是此种工艺无法精确控制弹簧内层镀层厚度,辅助阳极的作用和效果不明显;水溶液电镀无法避免电镀导致的氢脆问题;磷化和发黑处理耐蚀性不高,无法满足高耐蚀性要求;喷涂或浸涂漆处理涂层结合力不高、不耐磨、耐蚀性不高。
4、离子液体电镀液由无机盐和有机盐混合形成室温熔融盐,解决了电镀过程中析氢等问题,且可在室温下进行电镀,电镀过程不会引起基体组织、缺陷和性能的变化。离子液体电镀铝镀层可对弹簧钢基体形成较强的牺牲阳极保护,是弹簧钢理想的电镀防护涂层。
技术实现思路
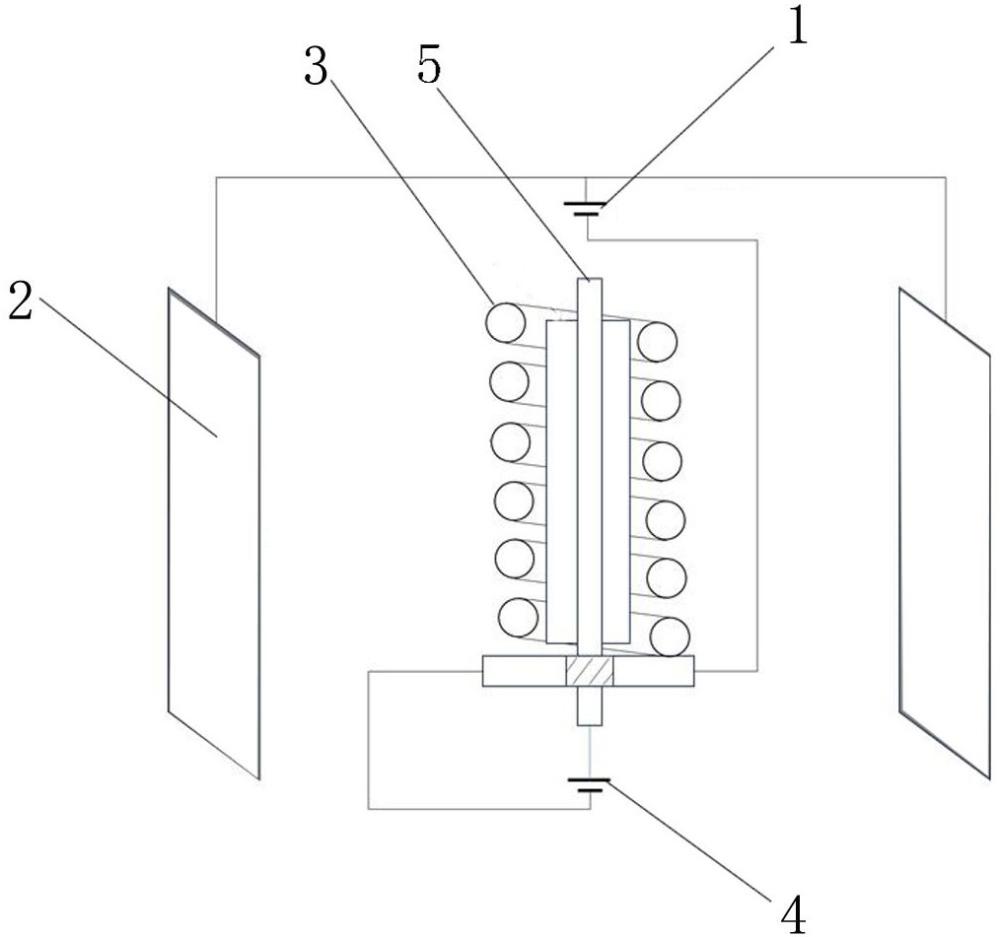
1、为了解决现有技术中存在的上述诸多技术问题,本发明提供了一种提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,将电镀电源正极与电镀槽阳极铝板相连,负极与弹簧相连,辅助阳极电源正极与弹簧内的辅助阳极铝棒相连,阴极与所述弹簧相连,所述电镀电源和辅助阳极电源输入的总电流除以弹簧面积后的电流密度控制在0.5-2 a/dm2,所述辅助阳极电源与电镀电源的电流比控制在1/10至1/2范围。
2、进一步的,所采用的离子液体镀铝镀液由alcl3:卤化咪唑盐按摩尔比1-2:1配置而成。
3、进一步的,所采用的离子液体镀铝合金镀液由alcl3:卤化咪唑盐按摩尔比1-2:1配置而成,并加入金属卤化盐。
4、进一步的,所述离子液体镀铝或铝合金镀液温度控制在20-80 ℃。
5、进一步的,所述电镀铝或铝合金镀层厚度为0.1-30 μm。
6、进一步的,电镀前还包括机械去氧化膜步骤,采用喷砂方式去除弹簧表面氧化膜。
7、进一步的,电镀前还包括活化步骤,具体为:将清洗好的弹簧装在活化液中进行活化,活化时间1-20min,活化温度20-100℃。
8、进一步的,电镀后还包括喷丸步骤,具体为:采用球形砂对镀铝或铝合金弹簧进行喷丸处理。
9、进一步的,电镀后还包括钝化步骤,具体为:采用铬酸盐钝化处理,钝化条件为钝化温度20-30℃,ph范围1.3-1.8,钝化时间30-180 s,烘干温度50-100 ℃,烘干时长5-25min。
10、本发明的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,采用辅助阳极电源和电镀电源分开,通过精确控制辅助阳极电源和电镀电源电流大小和比例,实现了弹簧电镀涂层厚度均匀性的精确控制,可实现弹簧内表面和外表面镀层厚度比1:1的要求,解决了单个电源电镀时镀层厚度控制困难,以及弹簧内表面镀层厚度薄、质量差的问题。此外,采用了一整套无水、无酸、无碱、隔绝大气的弹簧离子液体电镀铝和铝合金工艺,避免或解决了电镀前处理、电镀和电镀后处理等过程引起弹簧钢氢脆断裂的问题,可有效解决弹簧钢防腐蚀问题。
技术特征:1. 一种提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:将电镀电源(1)正极与电镀槽阳极铝板(2)相连,负极与弹簧(3)相连,辅助阳极电源(4)正极与弹簧内的辅助阳极铝棒(5)相连,阴极与所述弹簧(3)相连,所述电镀电源(1)和辅助阳极电源(4)输入的总电流除以弹簧面积后的电流密度控制在0.5-2a/dm2,所述辅助阳极电源(1)与电镀电源(4)的电流比控制在1/10至1/2范围。
2.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:所采用的离子液体镀铝镀液由alcl3:卤化咪唑盐按摩尔比1-2:1配置而成。
3.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:所采用的离子液体镀铝合金镀液由alcl3:卤化咪唑盐按摩尔比1-2:1配置而成,并加入金属卤化盐。
4.如权利要求1或2所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:所述离子液体镀铝或铝合金镀液温度控制在20-80 ℃。
5.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:所述电镀铝或铝合金镀层厚度为0.1-30 μm。
6.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:电镀前还包括机械去氧化膜步骤,采用喷砂方式去除弹簧表面氧化膜。
7.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:电镀前还包括活化步骤,具体为:将清洗好的弹簧装在活化液中进行活化,活化时间1-20min,活化温度20-100℃。
8.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:电镀后还包括喷丸步骤,具体为:采用球形砂对镀铝或铝合金弹簧进行喷丸处理。
9.如权利要求1所述的提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,其特征在于:电镀后还包括钝化步骤,具体为:采用铬酸盐钝化处理,钝化条件为钝化温度20-30℃,ph范围1.3-1.8,钝化时间30-180 s,烘干温度50-100 ℃,烘干时长5-25 min。
技术总结本发明属于电镀领域,公开了一种提高弹簧离子液体电镀铝或铝合金镀层均匀性的方法,将电镀电源正极与电镀槽阳极铝板相连,负极与弹簧相连,辅助阳极电源正极与弹簧内的辅助阳极铝棒相连,阴极与所述弹簧相连,所述电镀电源和辅助阳极电源输入的总电流除以弹簧面积后的电流密度控制在0.5‑2 A/dm<supgt;2</supgt;,所述辅助阳极电源与电镀电源的电流比控制在1/10至1/2范围。本发明采用辅助阳极电源和电镀电源分开,通过精确控制辅助阳极电源和电镀电源电流大小和比例,实现了弹簧电镀涂层厚度均匀性的精确控制,可实现弹簧内表面和外表面镀层厚度比1:1的要求,解决了单个电源电镀时镀层厚度控制困难,以及弹簧内表面镀层厚度薄、质量差的问题。技术研发人员:王宏涛,刘进成,徐夺花受保护的技术使用者:浙江大学技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240726/117215.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表