一种发动机活塞硬质阳极化过程导电工装的制作方法
- 国知局
- 2024-07-27 11:27:29
本技术属于电镀氧化,尤其是涉及一种发动机活塞硬质阳极化过程导电工装。
背景技术:
1、活塞是直升机发动机的主要元器件,需进行表面硬质阳极化处理。硬质阳极化为电镀氧化工艺,工艺参照hb/z 237《铝及铝合金硬质阳极氧化工艺》以及hb 5057《铝及铝合金硬质阳极氧化膜层质量检验》执行。
2、硬质阳极氧化膜层厚度一般为(40~60)μm,硬度可达300hv以上,常用于铝合金零件表面增加尺寸、提高耐磨性。进行硬质阳极氧化,电源需采用直流或者脉冲,由于硬质阳极氧化生成的膜层厚度具有较高的电阻,会影响氧化过程的电流强度,只有用提高电压或者高频脉冲电源来维持一定的电流密度,使氧化能正常进行。通过使用双脉冲高频电源,利用脉冲电源的瞬间击穿膜层特性,使膜层顺利生成;同时,工作过程中需要保证槽液(槽液成分:硫酸)温度在(-10~10)℃,采用压缩空气进行搅拌,因此对于工装导电性、以及装夹的稳定性要求极高。
3、电镀工艺应用广泛,各工厂均有涉及,但是零件的工装各有不同,因各企业工艺而异,对于工装方面,导电性要求较高。现有技术中,对于导电工装的固定,一般采用悬挂固定或夹持固定的方式,即将工装悬挂在电镀槽的上方采用类似吊钩、链条或者其他悬挂装置将工装悬挂在电镀槽的顶部或者侧面;或设计专门的夹具通过夹持的方式进行固定。但是现有技术中往往还需要再设计夹持机构来固定导电工装,不但结构相对复杂,固定效果也有待提高,很难适用于形状复杂(例如:活塞等)的零件,很容易发生导电不良,使产品在阳极氧化过程中将发生烧损,影响产品质量,甚至造成报废。
技术实现思路
1、针对背景技术中存在的技术问题,本实用新型提供了一种发动机活塞硬质阳极化过程导电工装。
2、为实现上述目的,本实用新型提供的技术方案为:
3、一种发动机活塞硬质阳极化过程导电工装,包括用于固定待电镀零件的固定组件以及用于固定工装的夹持组件,
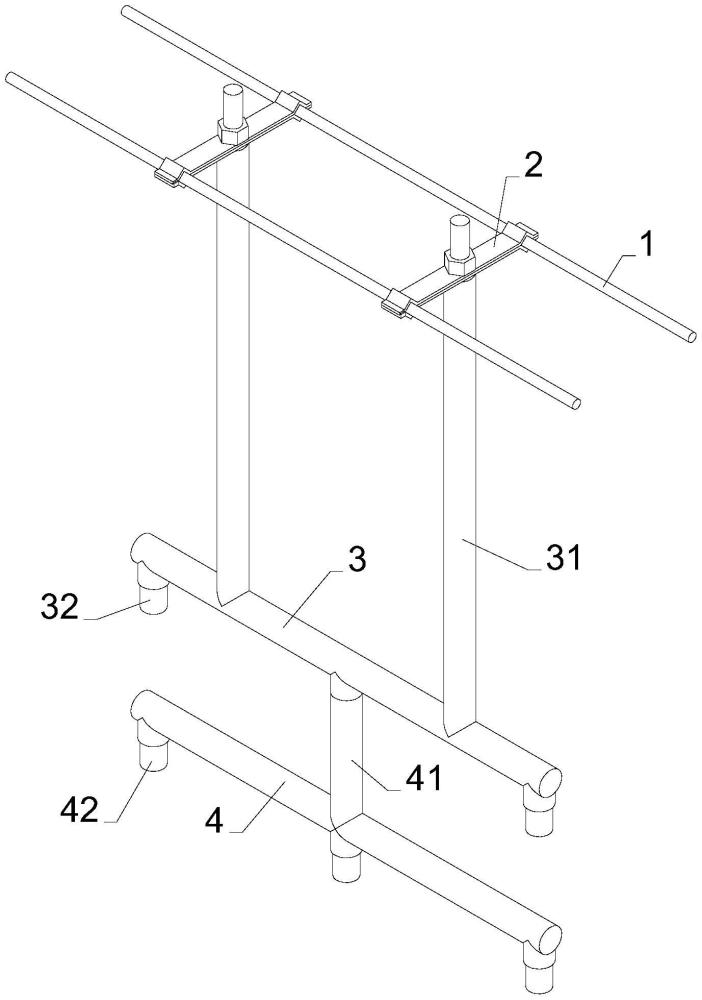
4、所述固定组件沿竖直方向可拆卸的串联有若干个,上端的固定组件包括横杆一以及设置在横杆一上的至少两根杆架,每一根杆架的上端均设置有一夹持组件;所述横杆一底端设置有若干个和待电镀零件固定连接的固定头一;
5、所述夹持组件具有两个相互对称的夹持部,所述夹持部分别用于和电镀槽上方的两根电极铜棒可拆卸连接。
6、可选的,下端的固定组件包括横杆二以及设置在横杆二中间的加长杆,所述加长杆底端设置有若干个和待电镀零件固定连接的固定头二。
7、可选的,所述固定头一以及固定头二的底端设置有螺纹,所述待电镀零件为活塞,活塞上自带螺纹孔,固定头一以及固定头二均和活塞通过螺纹连接的方式可拆卸连接。
8、可选的,所述加长杆的上端设置有螺纹孔,并通过螺纹孔和位于横杆一中间的固定头一连接。
9、可选的,所述夹持组件包括上夹板和下夹板,夹持部分别设置在上夹板和下夹板的两侧,所述夹持部设置为v形,两两夹持部紧贴后组成一个方向的夹持槽,所述电极铜棒设置在夹持槽中;所述杆架的上端延伸设置有直径较小的螺杆段,所述上夹板以及下夹板滑动设置在螺杆段上,并通过锁紧螺母锁紧。
10、可选的,所述杆架的上端开设有环形的导向槽,所述下夹板的底端延伸设置有导向环,所述导向环紧贴导向槽的外壁滑动设置。
11、可选的,所述导向槽中设置有弹簧,弹簧的上端紧贴导向环底端设置;当下夹板底端和杆架上端间隔固定距离时,弹簧伸展使下夹板呈悬空状态。
12、可选的,所述下夹板两端的夹持部外侧中心对称设置有限位挡块。
13、本实用新型具有如下优点和有益效果:
14、一、本实用新型所设计的工装,与普通零件有所区别,通过螺纹旋紧的方式固定待电镀零件(活塞)、并在工装上侧设置夹持组件,与导电铜棒固定连接,不但可以保证整个工装的夹持稳定性,还进一步保证了零件导电性。通过活动组件的方式,固定组件沿竖直方向可拆卸的串联有若干个,可以根据生产计划,灵活配置单槽次生产数量。
15、二、该工装与现有通用工装相比,本专利对装夹方式进行了改进,而非传统悬挂固定或夹持固定的方式,不需采用类似吊钩、链条或者其他悬挂装置将工装悬挂在电镀槽的顶部或者侧面,或设计专门的夹具通过夹持的方式进行固定,也就是无需改造电镀槽。夹持组件设置在杆架上端,杆架和上下夹板的结构整体结构更为简单,同时还增强了产品装挂时与电镀槽导电铜棒的稳固性和导电性,在压缩空气搅拌的情况下,不会出现产品掉落的风险。
技术特征:1.一种发动机活塞硬质阳极化过程导电工装,包括用于固定待电镀零件的固定组件以及用于固定工装的夹持组件,其特征在于:
2.根据权利要求1所述的发动机活塞硬质阳极化过程导电工装,其特征在于:下端的固定组件包括横杆二以及设置在横杆二中间的加长杆,所述加长杆底端设置有若干个和待电镀零件固定连接的固定头二。
3.根据权利要求2所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述固定头一以及固定头二的底端设置有螺纹,所述待电镀零件为活塞,活塞上自带螺纹孔,固定头一以及固定头二均和活塞通过螺纹连接的方式可拆卸连接。
4.根据权利要求3所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述加长杆的上端设置有螺纹孔,并通过螺纹孔和位于横杆一中间的固定头一连接。
5.根据权利要求1所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述夹持组件包括上夹板和下夹板,夹持部分别设置在上夹板和下夹板的两侧,所述夹持部设置为v形,两两夹持部紧贴后组成一个方向的夹持槽,所述电极铜棒设置在夹持槽中;所述杆架的上端延伸设置有直径较小的螺杆段,所述上夹板以及下夹板滑动设置在螺杆段上,并通过锁紧螺母锁紧。
6.根据权利要求5所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述杆架的上端开设有环形的导向槽,所述下夹板的底端延伸设置有导向环,所述导向环紧贴导向槽的外壁滑动设置。
7.根据权利要求6所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述导向槽中设置有弹簧,弹簧的上端紧贴导向环底端设置;当下夹板底端和杆架上端间隔固定距离时,弹簧伸展使下夹板呈悬空状态。
8.根据权利要求6所述的发动机活塞硬质阳极化过程导电工装,其特征在于:所述下夹板两端的夹持部外侧中心对称设置有限位挡块。
技术总结本技术属于电镀氧化技术领域,尤其是涉及一种发动机活塞硬质阳极化过程导电工装,包括用于固定待电镀零件的固定组件以及用于固定工装的夹持组件,所述固定组件沿竖直方向可拆卸的串联有若干个,上端的固定组件包括横杆一以及设置在横杆一上的至少两根杆架,每一根杆架的上端均设置有一夹持组件;所述横杆一底端设置有若干个和待电镀零件固定连接的固定头一;所述夹持组件具有两个相互对称的夹持部,所述夹持部分别用于和电镀槽上方的两根电极铜棒可拆卸连接。该工装通过夹持组件与导电铜棒连接,夹持稳定性更好,保证零件导电性;可以根据生产计划,灵活配置单槽次生产数量。技术研发人员:凌澈,郭梅,罗真应,周宇,王铭,康海刚,张子祥,田野受保护的技术使用者:成都国营锦江机器厂技术研发日:20231106技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240726/118333.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表