一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具的制作方法
- 国知局
- 2024-07-27 11:54:31
本技术涉及机械制造,尤其是一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,用于极片辊辊身电镀时的吊装。
背景技术:
1、电池极片轧辊(简称“极片辊”)是电池极片辊压机上的重要零件,近年来,随着我国绿色、环保、节能、减排新能源政策的大力倡导和推广,新能源锂电池作为国家高新技术产业其产量得到大幅提高,极片辊的需求量也大幅提高。极片辊的典型结构如图4-6所示。
2、极片辊辊面基本均需要电镀或喷涂碳化钨处理,轧制时使用电镀层或碳化钨涂层,目前辊面电镀处理的极片辊大约占总数的70-80%。电镀时需要使用工装将轧辊垂直浸入到电镀溶液中,一般有专用的工装吊盘与辊颈端面的螺纹孔配做过孔,只需使用螺栓将专用吊盘与极片辊辊颈端面的螺纹孔紧固住即可。
3、但另外还有少量的小规格极片辊辊颈端面没有螺纹孔结构,如图3所示。
4、辊颈端面无螺纹孔结构的极片辊一般规格较小,辊身直径一般在φ400以内,轧辊单重一般在500kg以内,这种轧辊辊身电镀时一般采取的方法为一端辊颈长度留一定的余量、在余量部位加工螺纹孔,同专用吊盘使用螺栓连接,辊身电镀以后再将辊颈的长度余量加工去除,整个加工过程费时费力,效率较低。
技术实现思路
1、本实用新型需要解决的技术问题是提供一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,解决了辊颈端面无螺纹孔结构的电池极片轧辊电镀时的吊装问题。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
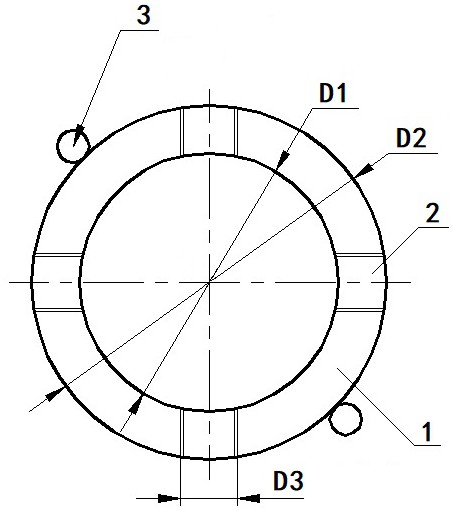
3、一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,包括能够套入吊装的辊颈端面无螺纹孔的电池极片轧辊辊颈处的圆环体;在圆环体上均匀设置有若干个螺纹孔;在圆环体的外圆上设置有若干个吊环。
4、本实用新型技术方案的进一步改进在于:所述圆环体的内径比辊颈端面无螺纹孔的电池极片轧辊吊装部位辊颈直径大2-3mm。
5、本实用新型技术方案的进一步改进在于:所述圆环体的内径d1为162mm,外径d2为222mm,壁厚为30mm、高度h为80mm。
6、本实用新型技术方案的进一步改进在于:所述螺纹孔设置为4个,所述螺纹孔孔径d3为36mm。
7、本实用新型技术方案的进一步改进在于:所述吊环焊接在圆环体的外圆处,对称设置2个。
8、本实用新型技术方案的进一步改进在于:所述圆环体选用cr2或cr3调质材料加工,硬度控制在hsd45-50。
9、由于采用了上述技术方案,本实用新型取得的技术进步是:
10、1、本实用新型提供了一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,使用该吊具无需将轧辊吊装端辊颈加长,使用吊具直接套在辊颈外圆部位,吊具外圆设计了4处均布的m36螺纹孔,使用4个m36螺栓将吊具与轧辊吊装辊颈的外圆锁紧即可,电镀后无需再去除辊颈长度余量、重新加工辊颈端面中心孔,提高了加工效率。
11、2、本实用新型在吊具的外圆处焊接了两处吊环,使用锁链将吊具的吊环与电镀的工装连接即可实现将轧辊垂直浸入到电镀溶液中,使用该吊具,简单、方便操作,同时也为后续轧辊的加工减轻了工作量,提高了工作效率。
12、3、本实用新型制作简单、成本低廉,可适用于不同的辊颈直径,使用时只需使用螺栓将辊颈与吊具紧固即可,操作简单、方便。
13、4、本实用新型使用4个m36的螺栓,对于辊身直径φ400以内、轧辊单重500kg以内的电池极片轧辊有足够的强度,不会发生轧辊脱落的风险,结实可靠。
技术特征:1.一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:包括能够套入吊装的辊颈端面无螺纹孔的电池极片轧辊辊颈处的圆环体(1);在圆环体(1)上均匀设置有若干个螺纹孔(2);在圆环体(1)的外圆上设置有若干个吊环(3)。
2.根据权利要求1所述的一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:所述圆环体(1)的内径比辊颈端面无螺纹孔的电池极片轧辊吊装部位辊颈直径大2-3mm。
3.根据权利要求1所述的一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:所述圆环体(1)的内径d1为162mm,外径d2为222mm,壁厚为30mm、高度h为80mm。
4.根据权利要求1所述的一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:所述螺纹孔(2)设置为4个,所述螺纹孔(2)孔径d3为36mm。
5.根据权利要求1所述的一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:所述吊环(3)焊接在圆环体(1)的外圆处,对称设置2个。
6.根据权利要求1所述的一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,其特征在于:所述圆环体(1)选用cr2或cr3调质材料加工,硬度控制在hsd45-50。
技术总结本技术公开了一种辊颈端面无螺纹孔的电池极片轧辊电镀用吊具,属于机械制造领域,包括能够套入吊装的辊颈端面无螺纹孔的电池极片轧辊辊颈处的圆环体;在圆环体上均匀设置有若干个螺纹孔;在圆环体的外圆上设置有若干个吊环;所述圆环体的内径比辊颈端面无螺纹孔的电池极片轧辊吊装部位辊颈直径大2‑3mm;所述圆环体的内径D1为162mm,外径D2为222mm,壁厚为30mm、高度H为80mm。本技术使用时,无需将轧辊吊装端辊颈加长,使用吊具直接套在辊颈外圆部位,使用螺栓将吊具与轧辊吊装辊颈的外圆锁紧即可,电镀后无需再去除辊颈长度余量、重新加工辊颈端面中心孔,提高了加工效率。技术研发人员:任晓光,何心令受保护的技术使用者:中钢集团邢台机械轧辊有限公司技术研发日:20231107技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240726/120117.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表