液气界面稳定的电化学3D打印方法
- 国知局
- 2024-07-27 12:00:34
本发明涉及电化学金属3d打印,特别涉及一种液气界面稳定的电化学3d打印方法。
背景技术:
1、增材制造(又称3d打印)是一种通过叠加材料的方法生成任何形状的物体的技术,常用的宏观金属3d打印工艺,例如选择性激光烧结和电子束熔化,均不适用于微观金属的打印。
2、电化学3d打印(ecam)通过在打印头尖端与阴极基底之间构建电解质溶液通路,将通路中的金属离子还原到阴极基底上,通过使用小口径的打印头,可以打印微纳米级尺寸的金属部件。ecam可分为基于掩膜式(mask-based)和无掩膜式(mask-less)ecam两大类。由于光刻技术成形能力的限制,mask-based ecam适用于二维(2d)金属部件的打印,而mask-less ecam没有掩模的约束,在三维(3d)金属的打印上更有优势。
3、综合来看,mask-less ecam技术可提高金属的打印精度以及减小打印的金属几何尺寸,但是,目前采用mask-less ecam技术打印金属时存在液气界面不稳定的现象,仅靠表面张力难以维持打印前液气界面的稳定性,且打印头的撤退速度与打印金属速度的不匹配也影响着打印过程中液气界面的稳定性,以致该方法打印金属的精度很差且重复性很低。
技术实现思路
1、本发明的目的是提供一种液气界面稳定的电化学3d打印方法,解决现有电化学3d打印中存在的液气界面不稳定的问题。
2、为解决以上技术问题,本发明采用的技术方案是:
3、一种液气界面稳定的电化学3d打印方法,包括步骤:
4、步骤一,打印开始前,将含有金属离子的电解质溶液和多孔材料填充至打印头中,多孔材料用于向打印头提供背压;打印头与基底接触形成液相,所述液相与空气接触的区域为液气界面;
5、步骤二,打印开始后,液相区域中的金属离子被还原至基底上形成打印金属部件,根据打印金属速度,调整打印头撤离打印金属部件时的移动速度,即打印头撤离打印金属部件时的移动速度为金属打印速度×(1±5%);打印结束后,控制打印头移动使液相断裂。
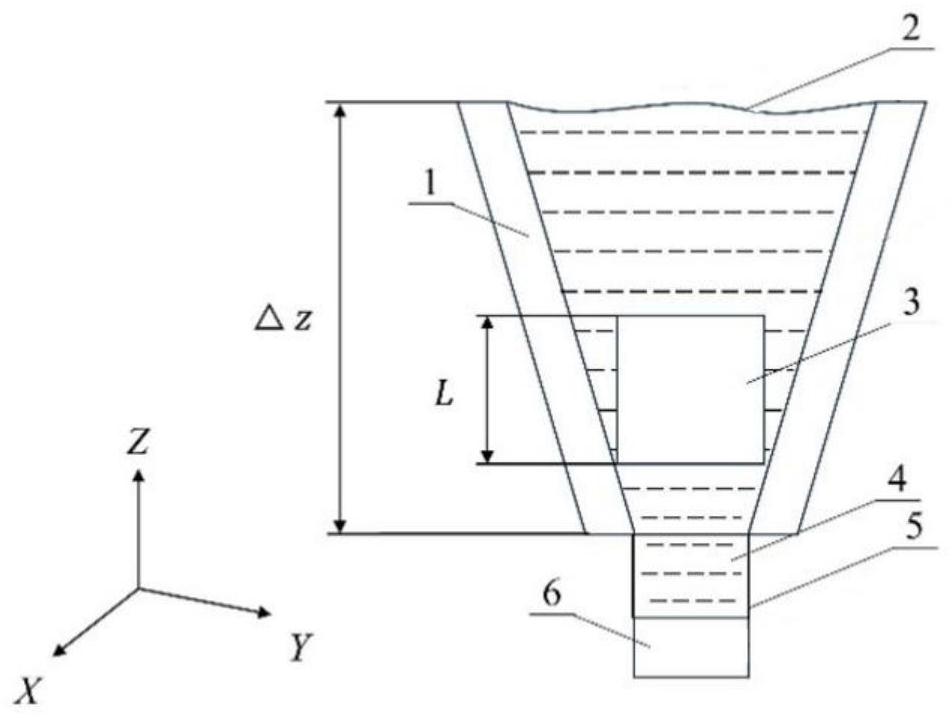
6、进一步地,根据公式δp=-r(δz)和公式对所需多孔材料的长度l进行计算;其中:δp为电解质溶液的压降,r为电解质溶液的比重,δz为电解质溶液的垂直高度差,q为电解质溶液的总流量,k为渗透系数,a为多孔材料的横截面积,u为电解质溶液的动力粘度。
7、进一步地,根据公式计算打印金属速度v,其中:i为电沉积电流,m为打印金属的摩尔质量,n为打印金属离子的电子数,f为法拉第常数,d为打印金属的直径。
8、进一步地,所述多孔材料选自陶瓷多孔材料、聚合物多孔材料或碳多孔材料。
9、进一步地,所述聚合物多孔材料是聚氨酯类海绵。
10、根据本发明提供的方案,选用的多孔材料可向打印头提供足够的背压,结合液相自身的表面张力,能够提高打印前液气界的稳定性。此外,本发明提出将打印头移动速度与金属打印速度相匹配的方法,提高打印过程中液气界面的稳定性,解决了打印过程中存在的液气界面凸起或凹陷的问题,可以打印均匀的金属部件。
技术特征:1.一种液气界面稳定的电化学3d打印方法,其特征在于,包括步骤:
2.根据权利要求1所述的方法,其特征在于:根据公式δp=-r(δz)和公式对所需多孔材料的长度l进行计算;其中:δp为电解质溶液的压降,r为电解质溶液的比重,δz为电解质溶液的垂直高度差,q为电解质溶液的总流量,k为渗透系数,a为多孔材料的横截面积,u为电解质溶液的动力粘度。
3.根据权利要求1或2所述的方法,其特征在于:根据公式计算打印金属速度v,其中:i为电沉积电流,m为打印金属的摩尔质量,n为打印金属离子的电子数,f为法拉第常数,d为打印金属的直径。
4.根据权利要求3所述的方法,其特征在于:所述多孔材料选自陶瓷多孔材料、聚合物多孔材料或碳多孔材料。
5.根据权利要求4所述的方法,其特征在于:所述聚合物多孔材料是聚氨酯类海绵。
技术总结本发明涉及一种液气界面稳定的电化学3D打印方法。打印开始前,将含有金属离子的电解质溶液和多孔材料填充至打印头中,多孔材料用于向打印头提供背压;打印头与基底接触形成液相,所述液相与空气接触的区域为液气界面;打印开始后,液相区域中的金属离子被还原至基底上形成打印金属部件,根据打印金属速度,调整打印头撤离打印金属部件时的移动速度,打印结束后,控制打印头移动使液相断裂。本发明选用的多孔材料可向打印头提供足够的背压,结合液相自身的表面张力,能够提高打印前液气界的稳定性。此外,本发明将打印头移动速度与金属打印速度相匹配的方法,提高打印过程中液气界面的稳定性。技术研发人员:李微,胡冈昌,毕金莲,刘鹏受保护的技术使用者:天津理工大学技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240726/120485.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表