一种贯流式水轮机外导环调整圆度变形的方法与流程
- 国知局
- 2024-07-27 13:47:53
本发明涉及水轮机导水机构,具体涉及一种贯流式水轮机外导环调整圆度变形的方法。
背景技术:
1、外导环属于水轮机中的导水机构部件,对于确保水轮机的正常运行和性能稳定至关重要。外导环的结构设计和制造质量直接影响到水轮机的水力性能、运行稳定性和使用寿命。外导环的结构设计需要考虑到多个因素,包括水流特性、材料选择、制造工艺以及安装和维护的便捷性。它通常采用钢板焊接结构,以承受水流带来的冲击和压力。
2、由于外导环自身结构属于刚性薄壳件,其刚性薄壳件由于存在吊装、热处理应力释放、切削应力释放、实际存放环境温差以及自然失效等多种因素影响造成一定的弹性变形。
3、而现有的常规工艺处理方法均无法保证外导环圆度不变形,只能通过工装夹具机械装夹防止外导环变形,机械装夹无法及时发现变形部件针对性调节变形部位的圆度。
技术实现思路
1、本发明为了解决如何及时发现外导环的变形并修正圆度的技术问题,提供了一种贯流式水轮机外导环调整圆度变形的方法,包括以下步骤:
2、步骤1、吊放内导环,法兰大头端面朝下,内导环水平横截面做±x、y标记,以内导环的+x 标记为基准,沿内导环流道球面以+x方向的顺时针方向分别作多个的编号;
3、步骤2、通过组合支撑工装将各千斤顶管子通过调节螺杆长度使千斤顶管子顶紧固在内导环背部,同时在内导环大头法兰外圆上不同位置设置多个百分表;
4、步骤3、外导环水平横截面做±x、y标记,以外导环的+x标记为基准,沿外导环流道球面以+x方向顺时针方向分别作与内导环流道球面上相同个数且位置对应的编号;初步测量编号各方位上的流道直径尺寸并记录数据a;
5、步骤4、外导环整体吊装,法兰大头端面朝下,且内导环、外导环±x、y标记及编号方位一致;
6、步骤5、以内导环流道表面为测量基准,在内导环导叶孔、外导环导叶孔处测各编号处导叶孔的位置距离h,记录数据b;同时测量内导环、外导环编号处水平位置的距离,记录数据c;通过3组数据对比,找出数据差别大的编号为外导环圆度变形的具体方位;
7、步骤6、在外导环法兰外圆上不同位置设置多个百分表;
8、步骤7、通过组合支撑工装将各千斤顶管子通过调节螺杆长度使千斤顶管子顶紧固在内导环流道球面、外导环流道球面上的对应编号上,调节组合支撑工装并监控内导环、外导环各编号位置的百分表数据变化。
9、优选的,步骤1.1、摆放多个支撑件ⅰ和支撑件ⅱ,支撑件ⅰ用于支撑外导环,支撑件ⅱ用于支撑内导环;
10、步骤1.2、吊放内导环在多个支撑件ⅱ上,法兰大头端面朝下,内导环水平横截面做±x、y标记,以内导环的+x 标记为基准,沿内导环流道球面以+x方向顺时针方向分别作多个的编号。
11、优选的,步骤4.1、外导环整体吊装至在支撑件ⅰ,要求法兰大头端面朝下,且内导环、外导环±x、y标记及编号方位一致;
12、步骤4.2、以内导环内圆尺寸为基准,确定测量中心及基准,调整外导环与内导环同心并固定。
13、为了便于后续实时监控变形,步骤6中、在各支撑件ⅱ侧面依次架装4块百分表,将百分表调至归零状态且接触在外导环法兰外圆上;
14、优选的,步骤1中,沿内导环流道球面以+x方向顺时针方向为起始点,分别作8个的编号,每旋转45°做一个编号。
15、本发明具有以下有益效果:
16、1、解决外导环在制作完成后,因焊接应力和切屑应力释放,由于制造周期短,释放时间不够,长时间放置后变形大,本发明通过多个组合支撑工装进行调整外导环圆度变形,实时测量变形情况,并通过调节对应螺杆及时修正圆度;
17、2、整体操作简单,测量修正难度小,修正后外导环的圆度精度高。
技术特征:1.一种贯流式水轮机外导环调整圆度变形的方法,包括以下步骤:
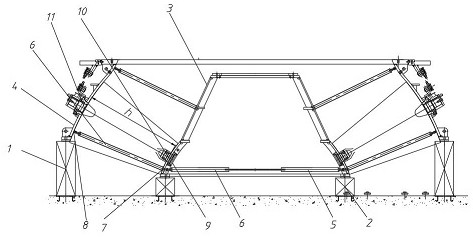
2.根据权利要求1所述的贯流式水轮机外导环调整圆度变形的方法,其特征在于:步骤1.1、摆放多个支撑件ⅰ(1)和支撑件ⅱ(2),支撑件ⅰ(1)用于支撑外导环(4),支撑件ⅱ(2)用于支撑内导环(3);
3.根据权利要求2所述的贯流式水轮机外导环调整圆度变形的方法,其特征在于:步骤4.1、外导环(4)整体吊装至在支撑件ⅰ(1),要求法兰大头端面朝下,且内导环(3)、外导环(4)±x、y标记及编号方位一致;
4.根据权利要求3所述的贯流式水轮机外导环调整圆度变形的方法,其特征在于:步骤6中、在各支撑件ⅱ(2)侧面依次架装4块百分表,将百分表调至归零状态且接触在外导环(4)法兰外圆上。
5.根据权利要求4所述的贯流式水轮机外导环调整圆度变形的方法,其特征在于:步骤1中,沿内导环流道球面(7)以+x方向顺时针方向为起始点,分别作8个的编号,每旋转45°做一个编号。
技术总结本发明涉及水轮机导水机构技术领域,公开了一种贯流式水轮机外导环调整圆度变形的方法,1、吊放内导环,沿内导环流道球面以+X方向的顺时针方向分别作多个的编号;2、千斤顶管子顶紧固在内导环背部,同时在内导环大头法兰外圆上设置多个百分表;3、沿外导环流道球面作与内导环流道球面上相同个数且位置对应的编号;测量流道直径尺寸并记录数据a;4、外导环整体吊装;5、测各编号处导叶孔的位置距离,记录数据b;同时测量内导环、外导环编号处水平位置的距离,记录数据c;数据对比,找出数据差别大的编号为外导环圆度变形的具体方位;调节组合支撑工装并监控内导环、外导环各编号位置的百分表数据变化。技术研发人员:邓润华,秦波受保护的技术使用者:重庆水轮机厂有限责任公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240726/127669.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表