检查粘合剂层的方法与流程
- 国知局
- 2024-07-27 14:01:34
背景技术:
1、在其使用寿命期间,风力涡轮机的转子叶片可能会遭受高负载和极端天气条件。在风力涡轮机的操作期间当转子叶片扫过空气时,转子叶片的前缘特别容易受到因冲击造成的损伤,所述冲击例如冰雹、冰、沙或其他颗粒。“前缘”通常是指压力侧和吸力侧之间的接合处的任一侧上的区域。为了保护转子叶片的前缘,已知将包括一层或多层柔性材料的保护带施加到前缘上,所述柔性材料诸如聚氨酯。例如,吸收冲击的材料的保护带可在压力侧和吸力侧之间的接合处的任一侧上延伸一定距离,并且延伸到吸力侧中一定距离。这样的保护带通常被称为前缘保护器(lep),并且可使用合适的粘合剂来胶合到转子叶片的前缘上。为了实现必要的质量水平,粘合剂层必须没有气腔或异物。粘合剂层自身中或者粘合剂层与转子叶片或lep之间存在此类缺陷可能具有不利影响。例如,在转子叶片的使用寿命期间,气穴可能会导致前缘保护器的部分或甚至完全分离,从而导致风力涡轮机的气动性能降低。
2、因此,有必要彻底检查lep和转子叶片之间的粘结结合,优选地在转子叶片安装到风力涡轮机之前检查。在一种方法中,熟练技术人员执行对前缘处的粘结结合的手动检查,因为相对大的气穴或类似缺陷可能表现为可通过手检测到的不平坦表面。在替代方法中,熟练技术人员可将强光向侧面引导到前缘区域处,以从由强光投射的阴影识别表面不规则性。这些检查技术很大程度依靠经验和技能。此外,这些程序是耗时的,并且要求进行检查的人员一直高度集中注意力。
3、检测粘合剂层中的缺陷的另一种方式是部署3d扫描仪来扫描lep的长度。然而,此类扫描仪对环境光的变化敏感,但是难以针对每个扫描程序实现一致的环境光水平。在另一种方法中,可使用诸如超声波的声学检查技术来检测气腔。然而,lep和粘合剂层通常是非常相似的材料(例如,弹性体),并且超声波检查将无法检测到lep和粘合剂层没有结合在一起而是物理接触(即,之间没有气穴)的缺陷,因为材料具有相似的声阻抗。超声波检查的另一个问题是在检查期间需要将超声波装置压靠转子叶片表面,并且该动作本身可能会封闭传感器正下方的小气穴或空隙,并且气穴将不会被检测到。因此,对lep的粘合剂层的超声波检查可能无法检测到空气夹杂物。
4、因此,这些已知的非人工检查技术的质量取决于无法在充分程度上控制的因素,结果是检查结果可能不准确并且难以用任何置信度来解释。
5、在lep的粘合剂层中正确识别出气穴的情况下,可移除或提升该位置处的lep层,以便修复缺陷,并且随后重新附接。然而,每种现有技术方法都可能导致无法识别缺陷(“伪阴性”检查结果),使得诸如气穴的未发现的缺陷可能会后续导致lep的分离;或者在没有缺陷的情况下错误地识别出缺陷(“伪阳性”检查结果),使得lep层被不必要地移除以修复不存在的缺陷。
6、另一个问题源于前缘保护器下方的粘合剂层的形状。粘合剂层不是平坦的,而是具有与lep相同的弯曲形状,即粘合剂层为基本上u形的,从前缘向外延伸一定距离到压力侧中以及延伸一定距离到吸力侧中。该弯曲形状使得更难以操纵已知检查设备的工具和装备。
7、因此,本发明的一个目的是提供一种克服上述问题的检查lep粘合剂层的方法。
8、该目的通过要求保护的检查设备以及通过要求保护的检查风力涡轮机转子叶片的前缘区域处的粘合剂层的方法来实现。
技术实现思路
1、根据本发明,粘合剂层检查设备包括:加热组件,其配置成将热引导到粘合剂层的外边缘之间的粘合剂层的部分处;红外成像装置,其布置成获得被加热部分的红外图像;以及移位装置,其适于在加热组件和红外成像装置的操作期间,使检查设备在转子叶片旁边移动,以有助于整个粘合剂层的红外成像。
2、在本发明的上下文中,“前缘”应当被理解为不仅包括转子叶片的压力侧和吸力侧之间的接合处,而且还包括从该接合处向外延伸一定距离的部分压力侧和吸力侧。如上面所解释的,前缘保护器可以是基本上u形的聚合物主体,其通过聚合物粘合剂层粘结到u形的“前缘”,并且该粘合剂层可从lep的长边缘延伸一定距离,并且可逐渐变细,以与转子叶片的表面相接。在本发明的上下文中,粘合剂层应被理解为包括沿转子叶片的前缘布置的基本上矩形的粘合剂带,该粘合剂带在任一侧延伸一定距离进入到压力侧和吸力侧中。
3、在本发明的检查设备中,加热组件成形为将热或热能引导到前缘保护器的表面处,即整个宽度上,包括整个粘合剂层,如前面解释的,该粘合剂层可延伸一定距离进入到压力侧中以及也进入到吸力侧中。优选地,加热组件是基本上u形的,从而当在剖面中观察时,符合前缘的基本上u形的形式。
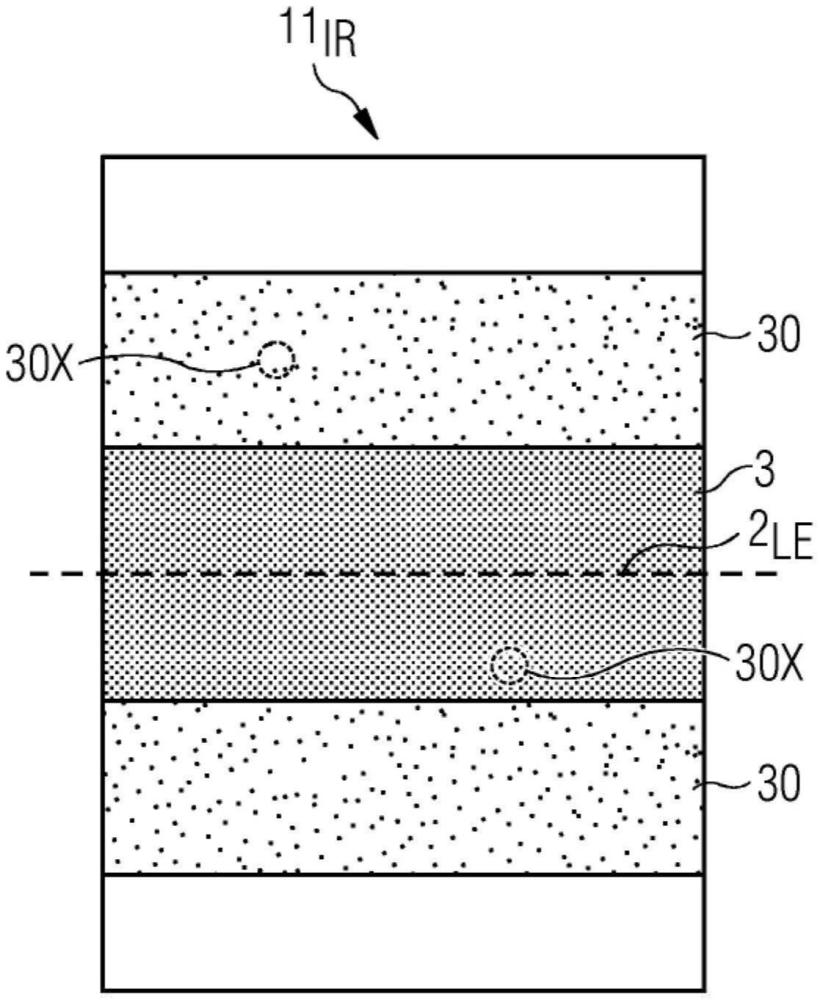
4、本发明基于以下前提,即:均匀且一致的粘合剂层将在加热之后的红外图像中看起来是均匀的,但是任何气穴或者粘合剂层的均匀性的其他阻断将在这样的红外图像中显现为异常。这是因为诸如气穴的缺陷由于其不同的热特性而将达到与周围粘合剂不同的温度。红外线传感器将这些不同的温度检测为不同的强度值,并且该传感器通常针对每个传感器像素输出强度值。根据所选的ir装置和期望的分辨率,感测到的ir强度可表示为16位值、24位值等。每个传感器像素通常与对应的图像像素相关联,并且ir传感器输出可被“转变”成可见光,即随后渲染的rgb图像中的每个像素都将与一颜色相关联,并且每个这种颜色都与特定的温度或温度范围相关。
5、本发明的检查设备的一个优点在于,它可大大简化评定lep和转子叶片表面之间的粘结结合的质量的任务。代替首先检查lep的压力侧以评定下面的粘合剂层的质量,并且随后检查lep的吸力侧以评定下面的粘合剂层的质量,本发明允许在单一程序中检查整个粘合剂层,使得可更快且更准确地检测异常或缺陷。该设备可被实现为以完全自动化的方式沿前缘移动,即没有来自用户的任何干预。
6、使用本发明的检查设备来检查围绕风力涡轮机转子叶片的前缘施加的粘合剂层的本发明的方法包括以下步骤:
7、a)致动加热组件,以将热引导到该粘合剂层的一部分处;
8、b)致动红外成像装置,以获得被加热部分的多个红外图像;以及
9、在重复步骤a和b的同时,使检查设备在该粘合剂层的范围上在转子叶片旁边移位。
10、本发明的方法能够以很大程度上自主的方式执行,并且与传统的检查方法相比显著更高效。在本发明的方法中,能够可靠地检测lep粘合剂层中的气腔或其他缺陷,而不需要人类技能、多年经验或延长时间的专注程度,并且不需要特定的环境光水平或不存在背景噪声。本发明基本上消除了与手动检查技术或非手动检查技术相关联的“伪阴性”和“伪阳性”,所述手动检查技术依靠人类感觉,诸如触觉、视觉和听觉,所述非手动检查技术的准确性取决于特定的环境光水平或环境噪声水平。
11、本发明的特别有利的实施例和特征通过从属权利要求给出,如在以下描述中揭示的。视情况可结合不同权利要求类别的特征,以给出本文未描述的另外的实施例。
12、在本发明的检查过程期间,转子叶片能够以任何合适的定向保持,该定向允许设备可在前缘旁边行进。在下文中,不以任何方式限制本发明,可假定检查程序在转子叶片上执行,该转子叶片已被布置成使得其弦平面处于竖直定向,并且其中转子叶片的前缘处于下侧处,在该定向上,转子叶片的前缘被称为“向下指向”。转子叶片可使用任何合适的装备来保持,例如用于保持圆形根端的根端框架,以及沿翼型件布置在某个点处以支撑转子叶片的其余部分的翼型件框架。优选地,待成像区域在其整个长度上对于检查设备而言可接近,否则检查程序可分阶段执行。
13、在本发明的一个优选实施例中,加热组件(或简称为“加热器”)和红外成像装置(或简称为“摄像机”)被安装在支撑件上,并且移位装置被实现为使该支撑件相对于转子叶片移动。移位装置能够以任何合适的方式实现。例如,支撑件可被实现为沿固定的轨道或导轨移动,并且使转子叶片的前缘相对于轨道正确对准,以为检查程序做准备。
14、在本发明的一个特别优选的实施例中,加热组件和红外成像装置被安装在有轮支撑件上,例如台车或板车,并且移位装置包括马达,例如电池驱动的dc马达,该马达配置成驱动支撑件的轮子。优选地,移位装置的元件被控制成使得检查设备以基本上恒定的速率或均匀的速度在转子叶片的前缘旁边移动。
15、在本发明的一个特别优选的实施例中,移位装置还包括引导组件,其适于在加热组件和粘合剂层之间保持基本上恒定的距离。可部署多个距离传感器,以监测例如热源与转子叶片的表面之间的距离。例如,扫掠转子叶片的前缘可能显著偏离直线,并且移位装置优选地被实现为沿循前缘的轮廓。例如,在转子叶片被保持为使得其弦平面基本上竖直且其前缘朝向下的情况下,移位装置可被构造成使加热组件和成像设备的构型倾斜,使得它们“沿循”向上偏离的前缘。为此,支撑件和/或加热组件和/或成像组件的一个或多个竖直元件可以是可延伸的,并且移位装置可被实现为相应地致动这些元件,以便保持加热器和被加热区域之间以及摄像机和被成像区域之间的期望距离。
16、类似地,具有一定程度预弯曲的转子叶片的前缘也将不会沿循直线。在这种情况下,移位装置可被控制为沿循前缘的弯曲轨迹。
17、在本发明的一个优选实施例中,至少加热组件和红外成像装置被安装在坚固的支撑组件上,该支撑组件可被移动,或者可自主地移动,即在lep的端到端的长度上平行于前缘移动。将加热组件和红外成像装置安装在诸如台车或板车的支撑件上的一个优点在于,加热器和摄像机之间的距离保持恒定,并且更易于确保在类似条件下拍摄序列图像。
18、优选地,检查设备包括沿粘合剂层的范围推进它的装置。在本发明的一个优选实施例中,检查设备配备有电动马达和电源,例如布置成使支撑组件的轮子转动的电池驱动的电动马达。该电源还可为任何可延伸元件提供电力,例如支撑台车的伸缩脚、伸缩式摄像机组件支撑件、伸缩式加热器支撑件等。
19、加热组件可包括一个或多个热源。
20、在本发明的一个特别优选的实施例中,加热组件包括多个热源,这些热源布置成将热围绕前缘引导以覆盖至少lep粘合剂层的边缘到边缘的范围。
21、可部署任何合适类型的热源。在本发明的一个优选实施例中,热源是固化灯,例如用于加速涂料的干燥或固化的类型的灯。这样的固化灯可在合适的光谱部分上、例如在红外线范围中发射热能。在一个示例性实施例中,三个或更多个这样的灯可被布置成基本上u形的构型,以加热前缘周围的粘合剂层。当检查设备沿转子叶片的前缘移动时,热源在整个检查程序中保持开启。结果,最热的区域表现为“热波”以与检查设备相同的速率沿前缘行进。
22、检查设备可包括任何数量的摄像机。优选地,检查设备包括:指向前缘的吸力侧并布置成获得被加热部分中的该部分的图像的摄像机;以及指向前缘的压力侧并布置成获得被加热部分中的该部分的图像的摄像机。共同地,这两个摄像机具有基本上u形的视野。当然,三个或更多个摄像机可被布置成基本上u形的构型,以拍摄被加热区域的红外图像。摄像机跟随u形“热波”的传播,并在它们共同的u形视野中拍摄红外图像。
23、本发明的方法优选地包括以下步骤:结合图像以获得被加热部分的合成图像,该合成图像来自压力侧处的被加热部分的至少一个图像以及吸力侧处的被加热部分的至少一个图像。本发明的方法优选地还包括结合图像以获得整个粘合剂层的合成图像的步骤。例如,针对一系列被加热部分获得的合成图像序列可被组合,以给出单一合成图像,在其中可识别整个粘合剂层。在这样的合成热图像中,弯曲的粘合剂层被渲染为2d矩形形状,并且可在合适的显示器或监视器中查看。
24、优选地,热源与转子叶片的表面、即与lep的表面以及粘合剂层保持基本上恒定的距离,以便获得一致的结果。在本发明的一个特别优选的实施例中,检查设备配备有引导组件,该引导组件确保加热组件在热源和转子叶片表面之间保持恒定的距离。例如,引导组件可包括多个安装弹簧的辊,这些辊布置成沿转子叶片的表面滚动。这些辊可布置成任何合适的构型,例如成对布置,其中对中的一个辊布置成压靠转子叶片的压力侧,并且对中的另一个辊布置成压靠转子叶片的吸力侧。例如,第一对安装弹簧的辊可布置在加热组件前方(并且优选地布置在加热灯的范围之外),并且第二对辊可布置在红外成像装置旁边。在本发明的另一优选实施例中,检查设备包括一个或多个压力传感器以及反馈控制单元。
25、例如,每个辊布置结构可包括压力传感器的合适构型。压力传感器可感测辊与转子叶片表面之间的压力,并且控制单元可调整相关组件(加热组件;成像布置结构)的高度,使得每个组件的元件(加热灯;图像传感器)与lep的表面和粘合剂层保持基本上恒定的距离。
26、优选地,粘合剂层的连续部段以相同的速率并且持续相同的时间长度被加热,以便获得有用的结果。为此,在本发明的一个优选实施例中,加热组件以恒定速度移动,同时热源将热引导到粘合剂层处持续相同的时间长度。优选地,检查设备还包括位置追踪装置,其适于确定红外成像装置相对于转子叶片、即相对于转子叶片上的某个位置处的参考点的位置。位置追踪装置可帮助确定检测到的异常的几何坐标。位置追踪装置可使用任何合适的装置来实现,例如布置在引导辊或支撑台车的轮子中的编码器。
27、在整个检查程序中,红外成像装置的位置可相对于固定参考限定,例如相对于粘合剂带的起始部分,即相对于基本上矩形的粘合剂带的第一“短边缘”。基于粘合剂和转子叶片的复合材料的不同热特性,该边缘可通过图像分析来检测。此“竖直”的短边缘可以是y轴,并且“水平”的前缘可以是局部2d坐标系的x轴,并且异常的坐标可针对该坐标系给出。类似地,粘合剂带的其他“外”端可根据图像分析来检测。
28、本发明的检查设备优选地还包括图像处理模块,其配置成根据由成像设备收集的红外图像的评估来检测粘合剂层中的异常。如上所述,异常或缺陷可从相干像素群(coherent group of pixels)中的非预期强度值推断。可将检测到的异常的位置和大小报告给用户。为此,本发明的检查设备优选地还包括缺陷报告模块,其配置成报告检测到的异常和该异常的位置。当检测到异常时,可发出警报,以及该异常的位置坐标和对其大小的估计。
29、如上所述,可将被加热区域的伪色图像呈现给用户以供查看。例如,传统上将较冷的温度与绿色/蓝色/紫色相关联,而较暖的颜色通常由黄色/橙色/红色指示,其中红色为“最热”,并且紫色为“最冷”。由于加热组件加热粘合剂层,因此诸如空气夹杂物或空隙的任何缺陷在相关联的红外图像中将表现得“较冷”,并且可通过目视检查或通过图像分析来检测。以这种方式,图像分析模块通过渲染与预期温度的可见的任何偏差来检测异常。可使用任何合适的调色盘来识别缺陷,例如空气夹杂物或气腔,并且可将每种颜色分配给特定的温度或温度范围。
30、为了帮助正确评定粘合剂层中的缺陷的严重性,伪色图像可覆盖有网格,并且根据摄像机和lep之间的距离来调整网格间距。例如,可在伪色图像上覆盖10mm的网格间距。大于某个最小值(例如大于1mm)的任何缺陷可被视为足够大,以通过打开该位置处的粘合剂层以修理缺陷来保证修正。覆盖在伪色图像上的网格还可帮助用户测量任何两个缺陷之间的距离。
31、在本发明的另一优选实施例中,检查设备包括温度传感器,其布置成测量被加热部分的温度。例如,温度传感器的输出可用于确定lep和粘合剂层的该部段何时已达到期望的温度,以及何时停止加热粘合剂区域的该部分。然后热源可被关闭,并且摄像机拍摄被加热区域的一个或多个图像。同样,检查设备可一起移动,以使加热布置结构就位,以准备好加热后继的部段,同时摄像机拍摄最近被加热部段的一个或多个图像。
本文地址:https://www.jishuxx.com/zhuanli/20240726/128491.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表