一种旋转焦罐高效接焦的方法与流程
- 国知局
- 2024-07-29 10:09:54
本发明涉及一种方法,具体涉及一种旋转焦罐高效接焦的方法,属于电气设备控制。
背景技术:
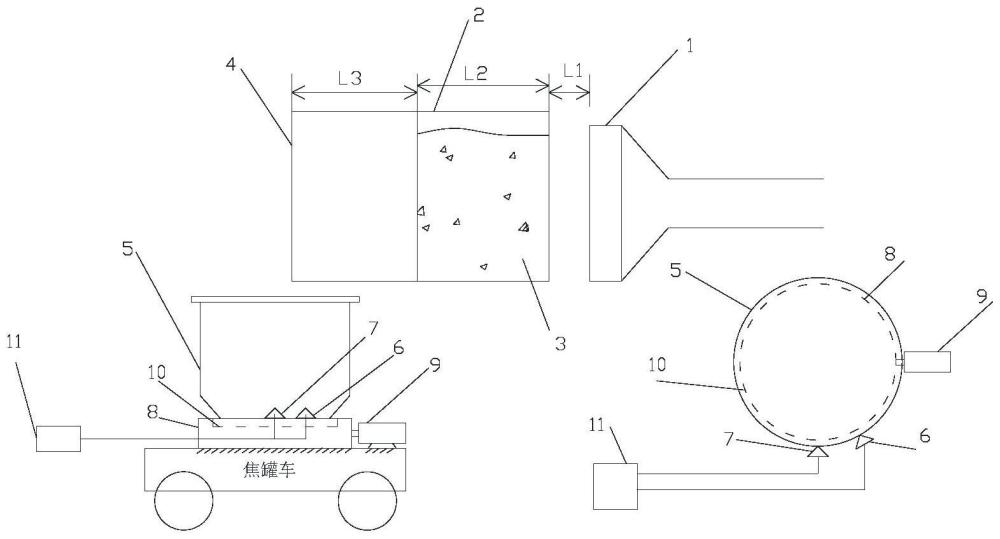
1、焦炉用于将碳化室中的炼焦煤隔绝空气加热生成焦炭,并由焦炉四大车系统的推焦车和导焦车将碳化室中的炽热焦炭导入到干熄焦车的焦罐中。为提高焦罐利用率和均匀布料,接焦的焦罐一般采用圆形焦罐旋转布料的方式进行接焦作业,他们工作示意图如图1所示。在出焦过程中,焦罐台车8上的旋转电机9通过减速机10带动焦罐5开始高速旋转,干熄焦车司机确认焦罐旋转后向推焦车司机发送可以推焦信号,推焦车推焦杆1开始进入碳化室2将焦炭3经由拦焦车导焦栅4推出,焦炭将均匀的落入旋转焦罐中。待推焦杆到达导焦栅前部将所有焦炭推出后开始后退,此时干熄焦车司机发出推焦完毕信号给焦罐控制系统11,高速旋转焦罐在经过减速限位6后开始减速,在到达定位限位7后停止旋转,焦罐控制系统确认焦罐停止在定位限位后才允许干熄焦车进行下一步的流程。
2、在焦罐旋转接焦过程中,存在以下问题:
3、1依靠人工进行旋转焦罐和指令收发协作,人工工作负荷高;
4、2焦罐只有高低两种旋转转速,不能根据实际接焦情况接焦布料,导致焦炭在焦罐中布料不均匀;
5、3焦罐高低速旋转的时间由人工随意控制,在非落焦布料期间进行高速运转造成电能的浪费和设备的加速磨损;
6、4人工判断推焦结束才能进行旋转焦罐的低速切换和停转定位,出错率高,提前切换到低速会导致落焦布料不均匀;
7、5如果焦罐刚旋转过减速限位就收到推焦结束,因惯性原因无法制动停车,则焦罐还要再低速旋转一周才能停转定位,导致接焦过程延长1分钟以上。因此,迫切的需要一种新的方案解决上述技术问题。
技术实现思路
1、本发明正是针对现有技术中存在的问题,提供一种旋转焦罐高效接焦的方法,该技术方案确保了接焦过程的落料均匀和高效。
2、为了实现上述目的,本发明的技术方案如下,一种旋转焦罐高效接焦的方法,所述方法包括以下步骤:
3、步骤1:在推焦车位置建立一套推焦杆行程检测装置,推焦杆控制系统和旋转焦罐控制装置进行连锁作业,并在推焦过程中将推焦杆实时位移量传递给旋转焦罐控制装置;
4、步骤2:在熄焦车上建立一套旋转焦罐控制装置,该装置用于检测焦罐的旋转角度,根据推焦杆行程检测装置给出的推焦杆位移量和速度对旋转焦罐的位置和转速进行连锁控制;
5、步骤3:当推焦车推焦准备就绪后,旋转焦罐控制装置控制焦罐低速旋转,确保推焦过程中焦罐是可以旋转受料的,并减少焦罐高速旋转导致的能量损耗,并将旋转信号反馈给推焦车推焦控制系统,推焦车推焦控制系统开始控制推焦杆进行推焦流程;
6、步骤4:推焦杆推动焦饼在碳化室和导焦栅中移动,直至焦饼到达导焦栅出焦口位置,旋转焦罐控制装置根据推焦杆行程检测装置发来的实时位移值测算出焦饼首端到达排焦口位置才开始控制焦罐高速旋转受料,并根据推焦杆的速度动态调整焦罐的高速旋转速度,确保焦炭在焦罐中布料均匀;
7、步骤5:旋转焦罐控制装置根据推焦杆行程检测装置发来的实时位移值测算出焦饼末端到达排焦口位置的时间,进入接焦末端高速调速阶段,通过接焦算法控制焦罐快速进入低速定位区间,做到推焦结束即可到达定位位置,提高接焦效率;
8、步骤6:在推焦生产过程稳定的情况下,旋转焦罐控制系统提前改变旋转焦罐速度,在推焦末期推焦杆到达旋转焦罐减速位之时恰好切换到恒定旋转区域,做到推焦结束即进行减速定位,大幅减少对位等待时间;
9、步骤7:为更进一步的为实现操作的简单化,在推焦作业工况稳定的情况下,可以在设定好焦罐低速圈数和高速圈数后计算并控制焦罐旋转电机的低速转速和高速转速,在设定的低速旋转时间范围内,完成设定低速圈数的旋转,在设定的高速旋转时间范围内,完成设定高速圈数的旋转并随即到达减速定位点,实现快速停车定位。
10、作为本发明的一种改进,步骤1中在推焦车位置建立一套推焦杆行程检测装置,其主要包括推焦杆位移检测器12、推焦杆控制器13和无线数据收发装置14。推焦杆位移检测器为光电旋转测量设备,安装在推焦车的推焦杆附近,将推焦杆位移量转变为旋转计数的光电信号,光电旋转测量设备随着推焦杆的位移大小而成比例的转动,产生的电气信号传递给推焦杆控制器13,推焦杆控制器根据接收的信号计算出推焦杆的位移值和速度,并将这些值经无线数据收发装置14传递给旋转焦罐控制器16。
11、步骤2中在熄焦车上建立一套旋转焦罐控制装置,包含无线数据收发装置14、旋转焦罐角度检测器15、旋转焦罐控制器16、焦罐速度控制器17和焦罐的定位限位7。旋转焦罐角度检测器安装在旋转焦罐电机轴上,采集电机的旋转圈数值并将信号传递给旋转焦罐控制器,旋转焦罐控制器根据采样值和减速机的速比计算出焦罐每一圈的旋转角度和旋转速度,并对焦罐速度控制器进行参数设置,实现旋转焦罐的启停和转速控制。焦罐的定位限位信号接入焦罐控制器中,确保焦罐停车位置的准确性,并作为旋转焦罐角度检测器15校零点,即焦罐旋转到达该位置后,旋转焦罐角度检测器强制校正为0°。
12、设推焦杆未动作之前,推焦杆到焦饼的距离为l1,碳化室(焦饼)的长度为l2,拦焦车导焦栅的长度为l3,推焦杆的实时位移值为l,速度值为v,焦罐的旋转角度为θ,电机旋转圈数为n,旋转减速机速比为k,则焦罐的旋转角度与电机的转动圈数关系为θ=k*n*360°。
13、步骤3中的推焦连锁保护方案,是指在推焦车准备推焦前,为避免推焦杆动作后焦罐不能顺利启动,需要确保焦罐先可靠地旋转起来。推焦车推焦杆控制器13通过无线数据收发装置14发送给旋转焦罐控制器16“推焦车推焦杆准备好”信号,旋转焦罐控制器16将设置焦罐速度控制器17的值,使其带动焦罐旋转电机低速旋转,在焦罐旋转起来后通过无线数据收发装置14发送给推焦杆控制器13“可以推焦”信号,并把推焦杆的前进位移量传递给旋转焦罐控制器,直至推焦杆位移到达l1+l3值时,焦罐始终处于低速旋转状态,既确保接焦前旋转焦罐能可靠运行,又避免高速旋转造成的电能浪费。
14、步骤4中确保落料均匀的方法,是指当推焦杆位移到达l1+l3值时,焦饼另一端将到达拦焦车导焦栅的出口位置开始落焦,示意图如图3所示。此时旋转焦罐控制器将设置焦罐速度控制器17的值为高速信号,使其带动旋转电机高速旋转,确保落焦的布料均匀。由于推焦杆在推焦过程中所受到阻力是变化的,其推焦速度也会产生变化,甚至会因为故障而停止,因此旋转焦罐控制器也可在落焦布料过程中根据推焦杆的速度变化动态调整旋转速度,确保落料的均匀。在布料过程中推焦杆的位移速度为v,则单位时间t内推焦杆的位移量δl=v*t,为保证焦炭落料布料的均匀性,推焦杆位移量δl与焦罐的旋转角度δθ将成正比例函数关系,设比值为α,则δl=v*t=α*δθ=α*k*δn*360°可得δn=δl/(α*k*360°),在α和k恒定的情况下,δn为单位时间t内电机的旋转圈速,只和推焦杆在此时的位移变化量δl成正比例关系,因此旋转焦罐控制器只要对焦罐的旋转速度n做好控制,就可以实现焦炭精确的均匀落料,可得此时旋转电机的速度为n=δn/t=δl/(t*α*k*360°)。
15、步骤5中控制停车定位的方法,是指随着推焦杆持续前进推焦,到达拦焦车导焦栅出口位置末端时将完成推焦工作,焦罐控制系统可以根据该状态进行减速停车。若此刻旋转焦罐刚通过减速点尚未到达停车定位限位位置,由于旋转焦罐传动设备无法快速完成减速导致冲出定位位置,需要额外再旋转一圈以进行定位停车,导致接焦时间延长。为此,在推焦流程的末端也设计一种计算方法,实现在推焦结束后焦罐也能迅速停在定位限。在焦罐停在定位限之前,由于需要经过充分的减速时间,因此在定位限之前需要预留一定的减速区间供高速旋转焦罐减速停车定位,减速区间的确定和焦罐的当前转速有关,为确保定位的准确性和减少机械撞击,转速越大所需要的减速区间也越大,即减速区间nl和到达减速点的焦罐旋转速度nh(焦罐布料末端的旋转速度)成正比例关系,可以得出nl=βnh,其中β为减速比例系数。为简化计算,nh可以为一个固定的高速旋转速度,在进行最后一圈布料时,当推焦杆前进到高速调整位置时,焦罐控制系统将速度由原来的动态速度值n=δn/t=δl/(t*α*k*360°)调整到恒定高速nh,为进行减速和停车定位做好准备,速度切换的示意图见图4所示。
16、为保证旋转焦罐在推焦车推焦杆刚到达推焦终点(实际位移l1+l2+l3)就快速进入低速定位区间,要求在此之前焦罐能经过一段恒高速区便于速度的调整,低速区的焦罐旋转角度δθl=k*δnl*360°,高速区的焦罐旋转角度δθh=k*δnh*360°,则根据推焦杆位移公式计算该阶段推焦杆的位移变化值δlh=v*t=α*δθ=α*(δθl+δθh)=α*k*(δnl+δnh)*360°,由于推焦杆到达推焦终点位移为l1+l2+l3,则原本高速变速旋转的焦罐应该在推焦杆实际位移值达到l1+l2+l3-(δll+δlh)时切入恒高速运行阶段(落焦末端,不影响均匀布料),可得旋转焦罐进行速度切换时的推焦杆的位移量l=l1+l2+l3-(δll+δlh)=l1+l2+l3-α*k*(δnl+δnh)*360°,由于l1、l2、l3、α和k均为恒值,因此该位移量的选取取决于δnl和δnh,可以在调试的过程中通过实测值来确认。当推焦车推焦结束后,推焦杆的位移量l=l1+l2+l3,当焦罐的旋转角度到达360°-δθl时,旋转焦罐控制系统将按照设定的减速和定位流程开始减速,并在焦罐达到定位限时停转定位,该控制过程的流程图如图5所示,通过该方法的实施,保证了焦炭能高效且均匀的落料在干熄焦焦罐中。
17、步骤6中快速停车定位的方法,是指在推焦生产过程稳定的情况下,即推焦车推焦速度和落焦时间固定的情况下,由于到达减速点的时间是固定的,可以倒推出速度切换时间点,通过提前改变旋转焦罐速度,在推焦末期推焦杆到达旋转焦罐减速位之时恰好切换到恒定旋转区域,做到推焦结束即进行减速定位,大幅减少对位等待时间。如果推焦末期推焦杆以恒定的速度移动,则旋转电机高速转速为n=δn/t=δl/(t*α*k*360°),到达速度切换点并减速停车所需的时间为t=th+ti,已知旋转焦罐进行速度切换时的推焦杆的位移量l=l1+l2+l3-δlh=l1+l2+l3-α*k*(δnl+δnh)*360°,则在推焦杆到达该速度切换点前开始的最后高速旋转一圈时,在焦罐到达0°时刻,推焦杆的位移为lx,则存在以下公式即根据推焦杆实际的位移动态调整焦罐的转速n,使其快速到达360°-(δθl+δθh)位置后开始快速进入恒高速nh和减速定位过程。
18、步骤7中简易实现快速停车定位的方法,是指为更进一步的实现操作的简单化,在推焦作业工况稳定的情况下,即在任意一个作业碳化室推焦杆开始动作后,推焦杆到达l1+l3的时间t1、到达l1+l2+l3的时间t2且推焦杆移动速度均为固定值的情况下,只需要设置低速旋转圈数nl和高速旋转圈数nh即可让焦罐控制系统进行均匀受焦作业。在推焦开始后,时间到达t1时刻,此时推焦杆行程已达到l1+l3,焦罐恰好能低速旋转nl圈。可推算出电机低速转速nl=n/t=360°*nl/t1。然后焦罐开始高速旋转进行接焦,推焦时间到达t2时刻,此时推焦杆行程达到l1+l2+l3,为实现此刻焦罐的旋转角度达到θe(θe=θl),焦罐高速旋转的圈数为(nh-θl/360)圈,则推焦杆开始调整高速速旋转进行接焦过程中所要高速旋转的总角度为360°*(nh-θe/360),可推算出电机高速转速nh=n/t=(360°*nh-θe)/(t2-t1)。
19、相对于现有技术,本发明具有如下优点,1.推焦控制系统和焦罐旋转控制系统协同工作,减少人工的干预;2.推焦过程中根据推焦杆位移和速度控制焦罐的旋转速度,确保接焦布料的均匀和安全性;3.通过控制旋转焦罐电机的圈数控制焦罐的角度,确保减速过程的可靠性和定位的准确性;4.可以动态设定旋转高速区间、低速区间和速度切换点,实现快速定位停车,提高接焦的效率。5.在推焦生产过程稳定的情况下,旋转焦罐可以做到推焦结束即完成减速定位,大幅减少接焦等待时间。6.自动且高效的规划焦罐启停、高速和低速旋转切换时间,节约大量电能。
本文地址:https://www.jishuxx.com/zhuanli/20240726/130857.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
柴油馏分的分离方法与流程
下一篇
返回列表