一种耐蒸煮包装罐的封口工艺的制作方法
- 国知局
- 2024-07-30 12:27:06
本技术涉及耐蒸煮包装罐的封口,尤其是涉及一种耐蒸煮包装罐的封口工艺。
背景技术:
1、由于某些食品在包装后需要高温杀菌处理或蒸煮处理,温度可高达120℃以上,因此,对于食品包装容器的耐蒸煮要求较高。
2、现有的耐蒸煮食品包装容器包括包装罐体和铝箔盖,铝箔盖与包装罐体的翻边之间放置有热熔胶膜,其采用热压的方式,将铝箔盖和包装罐体进行封口密封连接。
3、在高温蒸煮时,包装容器内的气压随温度升高,使铝箔盖向上鼓起形变,同时,高温蒸汽作用下,作为粘接用的热熔胶膜也易失效,粘接力减少,从而易导致容器的内容物泄露。
技术实现思路
1、为了提高密封效果,本技术提供一种耐蒸煮包装罐的封口工艺。
2、本技术提供的一种耐蒸煮包装罐的封口工艺,采用如下的技术方案:
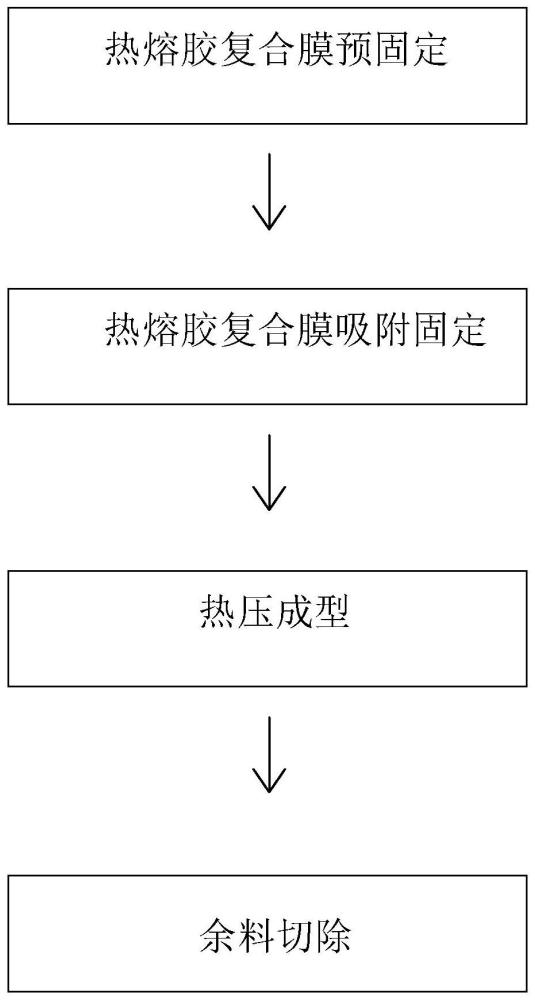
3、一种耐蒸煮包装罐的封口工艺,包括以下步骤:
4、s1、将热熔胶复合膜放置于包装罐体上,包装罐体的罐口一体成型有连接翻边,连接翻边的外边缘处设有环状的包裹部,所述热熔胶复合膜铺设于连接翻边的表面,连接翻边贯穿设有通孔;
5、s2、吸附固定:对热熔胶复合膜的边缘进行固定,对热熔胶复合膜进行加热,对通孔进行抽气,通孔形成负压,加热软化的热熔胶复合膜在气压的作用下形变,热熔胶复合膜紧密贴合于连接翻边和包裹部上;
6、s3、热压成型:将铝箔盖放置于热熔胶复合膜上,进行热压,铝箔盖、热熔胶复合膜、连接翻边进行热合连接,热熔胶复合膜的位于包裹部上的部位至少贴合于铝箔盖的外周面上;
7、s4余料切除:对热熔胶复合膜的未与包裹部连接的外围部位进行切除。
8、通过采用上述技术方案,首先,通过对热熔胶复合膜的加热和负压施加,使得热熔胶复合膜更易形变贴合于连接翻边和包裹部之间的夹角处,其次,放置铝箔盖的过程中,铝箔盖的外边缘可以卡陷于连接翻边和包裹部之间的夹角处,即热熔胶复合膜对铝箔盖的下表面和外周面进行贴合,贴合密封面积较大,使得粘接效果和密封效果大大提高。
9、可选的,所述连接翻边设为平面环状结构,所述包裹部高于所述连接翻边的表面;所述通孔位于连接翻边的靠近所述包裹部的位置;在步骤s2中,热熔胶复合膜在气压下形变并紧密贴合于连接翻边与包裹部之间的夹角处。
10、通过采用上述技术方案,采用平面环状结构的连接翻边,使得连接翻边的加工难度较低,成本较低。
11、可选的,所述热熔胶复合膜包括第一pet热熔胶层、pet弹性层和第二pet热熔胶层。
12、通过采用上述技术方案,第一pet热熔胶层和第二pet热熔胶层分别与铝箔盖和连接翻边进行粘接,从而确保密封粘接效果。
13、其次,通过设置pet弹性层,pet弹性层的位于包裹部的部位将施加弹力至铝箔盖的外周面上,该弹力对于铝箔盖的向上脱离的趋势起到限制作用,从而提高密封的稳定性和效果。
14、可选的,在步骤s3中,热压温度为220-240℃,热压时间为1-5秒。
15、可选的,所述连接翻边沿远离所述包装罐体中心方向包括依次连接的第一平面段、第一弯弧段、第二弯弧段和第二平面段,其中第一弯弧段低于第一平面段、第二弯弧段低于第一弯弧段,第一弯弧段和第二弯弧段的内凹弧面均朝向所述包装罐体,第二平面段低于第二弯弧段,第二弯弧段于第二平面段的表面投影面积小于第二平面段的上表面的面积,所述包裹部一体成型于第二平面段的外边缘,包裹部高于第二平面段的上表面,所述包裹部的上端朝向所述包装罐体中心方向一体延伸有倒钩部;所述通孔设置于所述第二平面段上;所述第一弯弧段贯穿设有多个第一条形孔,所述第二弯弧段贯穿设有多个第二条形孔;所述热熔胶复合膜包括第一pet热熔胶层、pet弹性层和第二pet热熔胶层,所述热熔胶复合膜由内向外依次包括第一贴合部、第二贴合部、第三贴合部、第四贴合部和夹紧部;
16、步骤s2中,热熔胶复合膜的第一贴合部位于第一平面段上,对热熔胶复合膜的夹紧部进行固定,对热熔胶复合膜进行加热,对通孔进行抽气,加热软化的热熔胶复合膜在气压的作用下形变,热熔胶复合膜的第二贴合部贴在第一弯弧段上,第三贴合部贴在第二弯弧段上,第四贴合部贴在第二平面段、包裹部和倒钩部上;
17、在步骤s3中,将铝箔盖放置于热熔胶复合膜上,铝箔盖的部分结构贴在第一贴合部上,铝箔盖的另一部分未贴合,进行热压,压力迫使第一弯弧段和第二弯弧段竖向折叠形变,该过程中,第一弯弧段上的第二贴合部贴合于铝箔盖的外围部位,第二平面段的第四贴合部与第二弯弧段的第三贴合部粘贴,第四贴合部的位于包裹部的部位贴合于铝箔盖外周面,倒钩部形变避让开铝箔盖的外边缘,且第四贴合部的位于倒钩部的部位抵接于铝箔盖的上表面的外棱上。
18、通过采用上述技术方案,首先,热压成型后,第一平面段和第一贴合部、第一弯弧段上的第二贴合部贴合于铝箔盖的外围部位,第四贴合部的位于包裹部的部位贴合于铝箔盖外周面,第四贴合部的位于倒钩部的部位抵接于铝箔盖的上表面的外棱上,即铝箔盖的下表面外围部位、外周面和上表面的棱边均被热熔胶复合膜所覆盖,极大提高了贴合密封面积,从而使得粘接效果和密封效果大大提高。
19、其次,通过设置pet弹性层和可竖向折叠的第一弯弧段和第二弯弧段,热压成型后,第一弯弧段和第二弯弧段的形变弹力将迫使包裹部下移,而受压的第三贴合部和第四贴合部也将释放弹力以迫使包裹部下移,以带动倒钩部下移,使得倒钩部更加紧密抵接于铝箔盖的上表面外棱边上,密封抵接强度更大,密封效果更强,同时,倒钩部的强力抵接也能极大减少铝箔盖受蒸煮气压而向上脱开的概率。
20、可选的,所述热熔胶复合膜具有中间孔,中间孔的直径小于或等于所述第一平面段的内径;
21、步骤s2中,热熔胶复合膜的第一贴合部位于第一平面段上,对热熔胶复合膜的夹紧部进行固定,对热熔胶复合膜进行加热,然后将夹紧部下移以迫使第二贴合部拉伸并包裹住第一弯弧段,此时,夹紧部位于包裹部的一侧,然后对通孔进行抽气,加热软化的热熔胶复合膜在气压的作用下形变,热熔胶复合膜的第三贴合部贴在第二弯弧段上,第四贴合部贴在第二平面段、包裹部和倒钩部上。
22、通过采用上述技术方案,通过对夹紧部的下移,在第一弯弧段的导向作用下,热熔胶复合膜整体外扩,中间孔直径变大,使得第二贴合部能够紧密包裹在第一弯弧段上,并配合夹紧部的固定,以于热熔胶复合膜与第二平面段之间形成较为稳定的负压腔,便于热熔胶复合膜的软化形变拉伸。
23、可选的,所述通孔贯穿至所述包裹部。
24、通过采用上述技术方案,在负压作用下,软化的热熔胶复合膜更易贴合于包裹部上。
25、可选的,所述铝箔盖的上表面外棱设有倒角。
26、通过采用上述技术方案,通过设置倒角,使得热熔胶复合膜更易抵接贴合于铝箔盖的上表面外棱上。
27、可选的,所述第二平面段与所述第二弯弧段之间的部位设有形变槽,所述第一条形孔的长度方向与所述第一弯弧段的母线方向具有夹角,所述第二条形孔的长度方向与所述第二弯弧段的母线方向具有夹角,且第一条形孔和第二条形孔的倾斜方向相反。
28、通过采用上述技术方案,通过设置形变槽、第一条形孔和第二条形孔,在揭开铝箔盖以取用内容物时,可以将第二平面段向下摆动,第二平面段带动包裹部和倒钩部以形变槽的中心进行向下偏转,倒钩部则避让开铝箔盖,以解除对铝箔盖的限制,便于铝箔盖的揭开。
29、可选的,在步骤s2中,利用成型模具进行吸附固定,成型模具包括模具主体、上热压头、下热压头和夹紧结构,所述下热压头设有负压孔,所述夹紧结构用于夹紧所述夹紧部,所述模具主体还设有用于带动夹紧结构升降的第一升降结构和用于带动下热压头升降的第二升降结构。
30、通过采用上述技术方案,通过设置下热压头,不仅能产生负压,以将第二平面段和热熔胶复合膜吸附在自身上,并结合第二升降结构,以顺势热压连接翻边,更加高效。
31、其次,通过设置第一升降结构,夹紧结构可带动夹紧部升降,以确保在热压过程中,夹紧部可随包裹部的热压位移而位移,从而减少热熔胶复合膜的拉扯形变。
32、综上所述,本技术包括以下至少一种有益技术效果:
33、1.通过对热熔胶复合膜的加热和负压施加,使得热熔胶复合膜更易形变贴合于连接翻边和包裹部之间的夹角处,而铝箔盖的外边缘可以卡陷于连接翻边和包裹部之间的夹角处,即热熔胶复合膜对铝箔盖的下表面和外周面进行贴合,贴合密封面积较大,使得粘接效果和密封效果大大提高;
34、2.通过设置pet弹性层,pet弹性层的位于包裹部的部位将施加弹力至铝箔盖的外周面上,该弹力对于铝箔盖的向上脱离的趋势起到限制作用,从而提高密封的稳定性和效果;
35、3.第一平面段和第一贴合部、第一弯弧段上的第二贴合部贴合于铝箔盖的外围部位,第四贴合部的位于包裹部的部位贴合于铝箔盖外周面,第四贴合部的位于倒钩部的部位抵接于铝箔盖的上表面的外棱上,即铝箔盖的下表面外围部位、外周面和上表面的棱边均被热熔胶复合膜所覆盖,极大提高了贴合密封面积,从而使得粘接效果和密封效果大大提高;
36、4.通过设置pet弹性层和可竖向折叠的第一弯弧段和第二弯弧段,热压成型后,第一弯弧段和第二弯弧段的形变弹力将迫使包裹部下移,而受压的第三贴合部和第四贴合部也将释放弹力以迫使包裹部下移,以带动倒钩部下移,使得倒钩部更加紧密抵接于铝箔盖的上表面外棱边上,密封抵接强度更大,密封效果更强;
37、5.通过设置形变槽、第一条形孔和第二条形孔,在揭开铝箔盖以取用内容物时,可以将第二平面段向下摆动,第二平面段带动包裹部和倒钩部以形变槽的中心进行向下偏转,倒钩部则避让开铝箔盖,以解除对铝箔盖的限制,便于铝箔盖的揭开。
本文地址:https://www.jishuxx.com/zhuanli/20240729/160561.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表