一种全自动追踪旋盖机的制作方法
- 国知局
- 2024-07-30 12:44:06
本技术涉及包装机械,特别是涉及一种全自动追踪旋盖机。
背景技术:
1、目前,在日化、食品、医药等行业中,包装瓶中常需要使用泵头盖进行封装,在生产过程中,通常采用泵头盖上盖机将泵头盖旋紧在瓶体上。由于泵头盖上设有泵头管,需要将泵头管梳理变直才能置入瓶体内,进而再进行旋盖,但现在梳理泵头管的方法大多为手动梳理,往往出现梳理不直,泵头管还没完全塞进瓶体内就进行了旋盖的情况,容易产生残次品造成产品不良。因此,需要提供一种新型的全自动追踪旋盖机。
技术实现思路
1、基于此,本实用新型的目的在于克服现有技术中的缺点和不足,提供一种全自动追踪旋盖机。
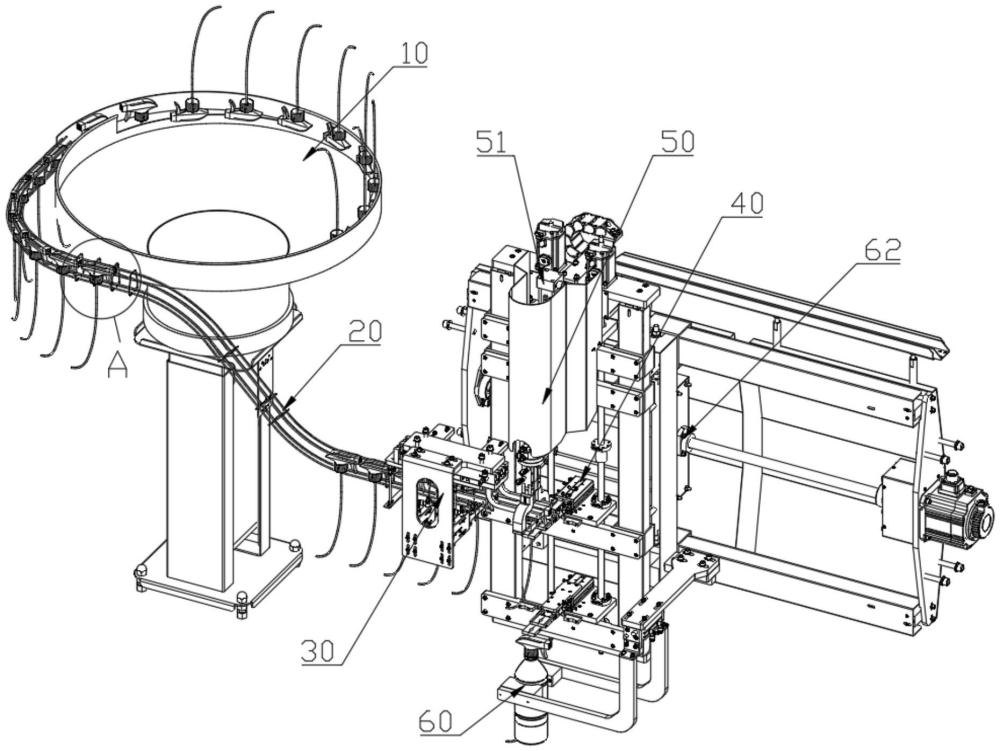
2、一种全自动追踪旋盖机,包括机体和设置在所述机体上的上料装置、第一传送导轨、送盖装置、捋管装置、旋盖装置,送瓶装置;
3、所述上料装置用于将泵头盖输送至所述第一传送导轨内;
4、所述第一传送导轨连接所述上料装置和所述送盖装置;
5、所述送盖装置用于将泵头盖输送到所述旋盖装置上;
6、所述捋管装置用于将泵头管捋直;所述捋管装置包括捋管夹头机构和第一升降机构,所述捋管夹头机构用于夹持泵头管;所述第一升降机构与所述捋管夹头机构连接,并带动所述捋管夹头机构上下运动;
7、所述送瓶装置用于夹持和输送瓶体;
8、所述旋盖装置用于将泵头盖旋入瓶体上。
9、本实用新型所述的全自动追踪旋盖机,通过设置捋管装置预先将泵头管捋直,进而通过旋盖装置将泵头盖旋入瓶体上,避免泵头管弯曲变形难以插入到瓶体内,避免残次品的出现,降低了生产成本。
10、进一步地,所述捋管夹头机构包括壳体、第一捋管夹头、第二捋管夹头、推杆和捋管驱动源;所述第一捋管夹头和第二捋管夹头转动设置在所述壳体上,并位于所述旋盖装置的下方;所述推杆滑动设置在所述壳体内,所述推杆与所述第一捋管夹头以及第二捋管夹头联动连接,并带动第一捋管夹头和第二捋管夹头转动;所述捋管驱动源驱动所述推杆相对所述壳体滑动。
11、采用上述进一步方案的有益效果是,通过推杆带动第一捋管夹头和第二捋管夹头相互靠近,进而将泵头管的顶端定位在第一捋管夹头和第二捋管夹头之间,进而利用第一升降机构带动捋管夹头机构向下运动,使泵头管捋直。
12、进一步地,所述第一捋管夹头和第二捋管夹头包括转动部和夹持部,所述转动部设有滑槽,所述推杆的端部两侧分别设有柱形滑块,所述柱形滑块分别滑动设置在对应的滑槽内。
13、进一步地,所述夹持部设有缺口;所述第一捋管夹头和第二捋管夹头的夹头相向设置。
14、采用上述进一步方案的有益效果是,通过设置缺口,可使得第一捋管夹头和第二捋管夹头相互靠近的过程中,泵头管自动定位到缺口内,第一捋管夹头和第二捋管夹不需要夹住泵头管也能限定泵头管的位置;缺口的形状可优选为v型。
15、进一步地,所述送盖装置设置在所述第一传送导轨的末端;所述送盖装置包括滑轨、夹爪、送盖驱动源和阻挡机构;所述夹爪用于夹持泵头盖,夹爪水平滑动设置在所述滑轨上;所述送盖驱动源驱动所述夹爪运动;所述阻挡机构用于阻挡所述第一传送导轨末端的泵头盖。
16、采用上述进一步方案的有益效果是,通过夹爪可抓取第一传送轨道末端的泵头盖,进而输送到旋盖装置位置;通过设置阻挡机构,可挡住第一传送导轨末端的泵头盖,避免泵头盖掉落。
17、进一步地,所述阻挡机构包括第一挡板和第二挡板;所述第一挡板和第二挡板间隔设置在所述第一传送导轨的末端,且所述第一挡板和第二挡板可移动设置在所述机体上。
18、采用上述进一步方案的有益效果是,通过设置第一挡板和第二挡板,可分别挡住第一传送导轨末端的两个泵头盖。
19、进一步地,所述旋盖装置包括第二升降机构、旋盖驱动源和旋盖夹头;所述第二升降机构驱动所述旋盖驱动源和旋盖夹头升降运动;所述旋盖驱动源带动所述旋盖夹头旋转;所述旋盖夹头可夹持泵头盖;所述旋盖夹头可供所述夹爪穿过。
20、采用上述进一步方案的有益效果是,通过设置旋盖驱动源,可带动旋盖夹头转动,达到旋盖的目的;所述旋盖夹头可供夹爪穿过,使得夹爪可顺利将泵头盖输送到旋盖夹头上。
21、进一步地,所述送瓶装置包括送瓶夹头和平移机构;所述平移机构带动所述送瓶夹头移动;所述送瓶夹头用于夹持瓶子。
22、采用上述进一步方案的有益效果是,通过设置送瓶夹头可夹持瓶子,并利用平移机构输送瓶子到旋盖夹头的下方。
23、进一步地,所述第一传送导轨的截面形状与泵头盖的形状相适应。
24、采用上述进一步方案的有益效果是,第一传送导轨可采用金属丝组合限位的形式实现,该技术为现有技术,在此不作赘述。
25、进一步地,所述上料装置为振动上料盘。振动上料盘为现有技术,在此不作赘述。
26、为了更好地理解和实施,下面结合附图详细说明本实用新型。
技术特征:1.一种全自动追踪旋盖机,其特征在于,包括机体和设置在所述机体上的上料装置、第一传送导轨、送盖装置、捋管装置、旋盖装置,送瓶装置;
2.根据权利要求1所述的全自动追踪旋盖机,其特征在于,所述捋管夹头机构包括壳体、第一捋管夹头、第二捋管夹头、推杆和捋管驱动源;所述第一捋管夹头和第二捋管夹头转动设置在所述壳体上,并位于所述旋盖装置的下方;所述推杆滑动设置在所述壳体内,所述推杆与所述第一捋管夹头以及第二捋管夹头联动连接,并带动第一捋管夹头和第二捋管夹头转动;所述捋管驱动源驱动所述推杆相对所述壳体滑动。
3.根据权利要求2所述的全自动追踪旋盖机,其特征在于,所述第一捋管夹头和第二捋管夹头包括转动部和夹持部,所述转动部设有滑槽,所述推杆的端部两侧分别设有柱形滑块,所述柱形滑块分别滑动设置在对应的滑槽内。
4.根据权利要求3所述的全自动追踪旋盖机,其特征在于,所述夹持部设有缺口;所述第一捋管夹头和第二捋管夹头的夹头相向设置。
5.根据权利要求2所述的全自动追踪旋盖机,其特征在于,所述送盖装置设置在所述第一传送导轨的末端;所述送盖装置包括滑轨、夹爪、送盖驱动源和阻挡机构;所述夹爪用于夹持泵头盖,夹爪水平滑动设置在所述滑轨上;所述送盖驱动源驱动所述夹爪运动;所述阻挡机构用于阻挡所述第一传送导轨末端的泵头盖。
6.根据权利要求5所述的全自动追踪旋盖机,其特征在于,所述阻挡机构包括第一挡板和第二挡板;所述第一挡板和第二挡板间隔设置在所述第一传送导轨的末端,且所述第一挡板和第二挡板可移动设置在所述机体上。
7.根据权利要求6所述的全自动追踪旋盖机,其特征在于,所述旋盖装置包括第二升降机构、旋盖驱动源和旋盖夹头;所述第二升降机构驱动所述旋盖驱动源和旋盖夹头升降运动;所述旋盖驱动源带动所述旋盖夹头旋转;所述旋盖夹头可夹持泵头盖;所述旋盖夹头可供所述夹爪穿过。
8.根据权利要求1所述的全自动追踪旋盖机,其特征在于,所述送瓶装置包括送瓶夹头和平移机构;所述平移机构带动所述送瓶夹头移动;所述送瓶夹头用于夹持瓶子。
9.根据权利要求1所述的全自动追踪旋盖机,其特征在于,所述第一传送导轨的截面形状与泵头盖的形状相适应。
10.根据权利要求1所述的全自动追踪旋盖机,其特征在于,所述上料装置为振动上料盘。
技术总结本技术涉及一种全自动追踪旋盖机,包括机体和设置在机体上的上料装置、第一传送导轨、送盖装置、捋管装置、旋盖装置,送瓶装置;上料装置用于将泵头盖输送至第一传送导轨内;第一传送导轨连接上料装置和送盖装置;送盖装置用于将泵头盖输送到旋盖装置上;捋管装置包括捋管夹头机构和第一升降机构,捋管夹头机构用于夹持泵头管;第一升降机构与捋管夹头机构连接,并带动捋管夹头机构上下运动;送瓶装置用于夹持和输送瓶体;旋盖装置用于将泵头盖旋入瓶体上。本技术通过设置捋管装置预先将泵头管捋直,进而通过旋盖装置将泵头盖旋入瓶体上,避免泵头管弯曲变形难以插入到瓶体内,避免残次品的出现,降低了生产成本。技术研发人员:李铭忠受保护的技术使用者:广东尚航科技有限公司技术研发日:20231128技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240729/161436.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表