基于气动伺服系统的自动液体装卸臂及其控制方法与流程
- 国知局
- 2024-07-30 12:44:27
本发明涉及工业互联网,特别是指一种基于气动伺服系统的自动液体装卸臂及其控制方法。
背景技术:
1、可编程逻辑控制器(programmable logic controller,plc)是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,plc广泛应用于工业自动化领域。
2、常压液体(充装)装卸臂是一种三关节机械臂,带动可以伸缩移动的管子,多用于液碱、双氧水等液体充装。
3、多圈绝对值编码器是一种旋转型的测量位置的传感器,可测量0度到360度的角度完整的一圈(也称为转数)。多圈绝对值编码器通常用于圈数超过一圈的应用。绝对值编码器在由机械位置确定的每个位置上是唯一的,抗干扰特性和数据的可靠性强。
4、气动马达也称为风动马达,是指将压缩空气的压力能转换为旋转的机械能的装置。作为机械臂的动力装置,具有体积小,无极调速,结构简单,使用寿命长,安全性能高等优点。
5、modbus rtu协议的核心是主/从架构,其中modbus master作为主设备,负责发起通信并控制数据传输,而modbus slave作为从设备,响应master的请求并传输数据。modbusmaster和slave之间的通信遵循预定义的通信规则和消息格式。
6、然而,现有技术中的常压液体装卸臂通常为人工手动操作,操作不方便,无法适应高精度的装卸场景,有改进的必要。
技术实现思路
1、本发明要解决的技术问题是提供一种操作方便,能够适应高精度装卸场景的基于气动伺服系统的自动液体装卸臂及其控制方法。
2、为解决上述技术问题,本发明提供技术方案如下:
3、一方面,本发明提供一种基于气动伺服系统的自动液体装卸臂,所述自动液体装卸臂上设有至少两个气动马达作为动力装置,每个气动马达的蜗杆上均安装有多圈绝对值编码器,所述自动液体装卸臂上还设有plc,所述多圈绝对值编码器的信号输出端连接至所述plc,所述plc通信连接上位机。
4、进一步的,所述自动液体装卸臂包括内臂、外臂及相连关节,共有三自由度,分别为内臂绕z轴旋转,外臂绕x轴旋转,外臂绕z轴旋转。
5、进一步的,所述plc和多圈绝对值编码器通过modbus rtu协议组网通讯,所述plc为主站,所述多圈绝对值编码器为从站。
6、进一步的,所述气动马达为三个;
7、和/或,所述plc的波特率设为115200bps。
8、另一方面,本发明提供一种基于气动伺服系统的自动液体装卸臂的控制方法,包括:
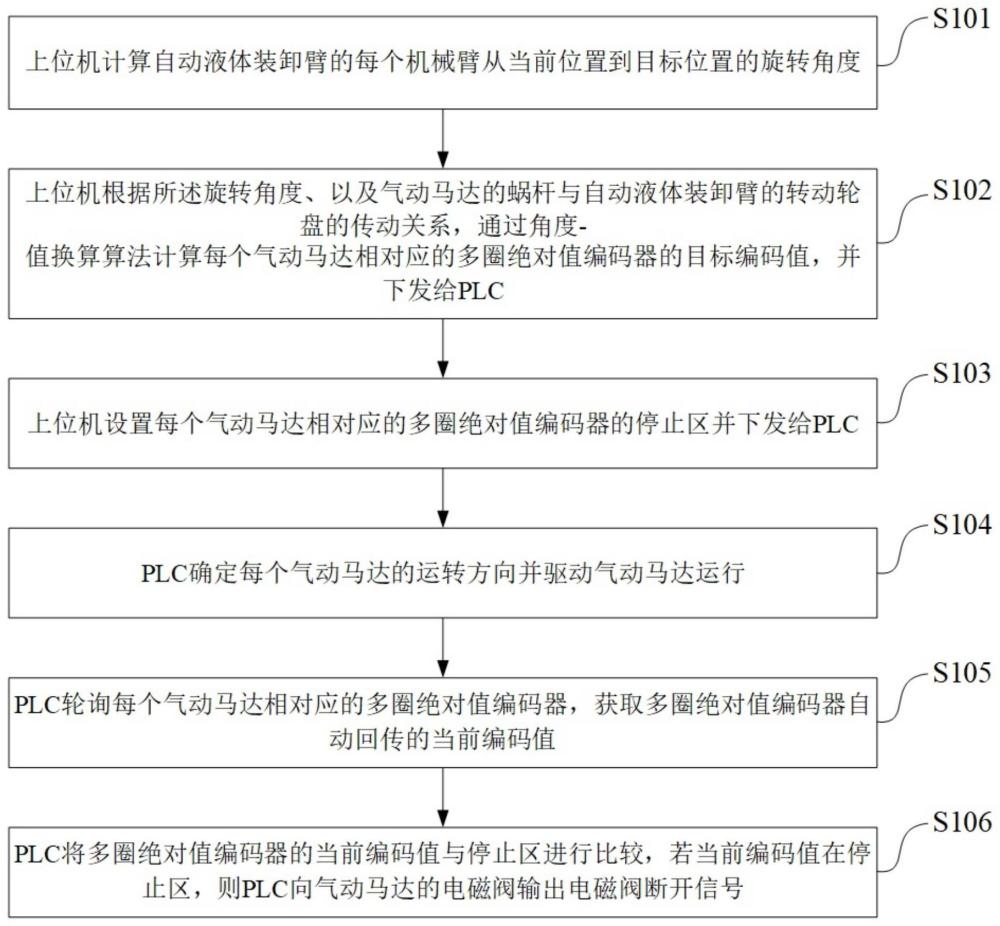
9、步骤s101:上位机计算自动液体装卸臂的每个机械臂从当前位置到目标位置的旋转角度;
10、步骤s102:上位机根据所述旋转角度、以及气动马达的蜗杆与自动液体装卸臂的转动轮盘的传动关系,通过角度-值换算算法计算每个气动马达相对应的多圈绝对值编码器的目标编码值,并下发给plc;
11、步骤s103:上位机设置每个气动马达相对应的多圈绝对值编码器的停止区并下发给plc;
12、步骤s104:plc确定每个气动马达的运转方向并驱动气动马达运行;
13、步骤s105:plc轮询每个气动马达相对应的多圈绝对值编码器,获取多圈绝对值编码器自动回传的当前编码值;
14、步骤s106:plc将多圈绝对值编码器的当前编码值与停止区进行比较,若当前编码值在停止区,则plc向气动马达的电磁阀输出电磁阀断开信号。
15、进一步的,所述步骤s101进一步为:
16、plc控制自动液体装卸臂至初始位置,上位机计算自动液体装卸臂的每个机械臂从当前位置到目标位置的旋转角度。
17、进一步的,所述步骤s104进一步为:
18、plc获取多圈绝对值编码器的当前编码值,根据当前编码值与目标编码值和/或停止区的对比,确定每个气动马达的运转方向并驱动气动马达运行。
19、进一步的,所述步骤s106包括:
20、若当前编码值不在停止区,则转至步骤s105。
21、进一步的,所述步骤s106之后包括:
22、步骤s107:上位机从plc获取运动完成对应的点位并发给视觉系统以校验位置,若视觉系统校验位置成功,则向上位机返回移动完成信号。
23、进一步的,所述步骤s107包括:
24、若视觉系统校验位置失败,则进行重定位并转至步骤s101。
25、本发明具有以下有益效果:
26、本发明在现有的常压液体装卸臂的基础上,增加气动马达作为动力装置,气动马达的蜗杆上安装多圈绝对值编码器,通过plc控制气动马达旋转的圈数来实现对常压液体装卸臂的精准位置控制。改装后的常压液体装卸臂能够适应高精度的装卸场景和易燃爆,高腐蚀的液体充装,是远程智能充装控制的重要组成部分。本发明通过上位机给plc设定了机械臂的旋转角度,根据角度计算对应的编码器的圈数,plc控制鹤管的气动马达,实现远程控制装卸臂移动到指定位置的效果。本发明能够实现对装卸臂的精确控制,安全可靠,精度高。
技术特征:1.一种基于气动伺服系统的自动液体装卸臂,其特征在于,所述自动液体装卸臂上设有至少两个气动马达作为动力装置,每个气动马达的蜗杆上均安装有多圈绝对值编码器,所述自动液体装卸臂上还设有plc,所述多圈绝对值编码器的信号输出端连接至所述plc,所述plc通信连接上位机。
2.根据权利要求1所述的基于气动伺服系统的自动液体装卸臂,其特征在于,所述自动液体装卸臂包括内臂、外臂及相连关节,共有三自由度,分别为内臂绕z轴旋转,外臂绕x轴旋转,外臂绕z轴旋转。
3.根据权利要求1所述的基于气动伺服系统的自动液体装卸臂,其特征在于,所述plc和多圈绝对值编码器通过modbus rtu协议组网通讯,所述plc为主站,所述多圈绝对值编码器为从站。
4.根据权利要求1所述的基于气动伺服系统的自动液体装卸臂,其特征在于,所述气动马达为三个;
5.权利要求1-4中任一所述的基于气动伺服系统的自动液体装卸臂的控制方法,其特征在于,包括:
6.根据权利要求5所述的方法,其特征在于,所述步骤s101进一步为:
7.根据权利要求5所述的方法,其特征在于,所述步骤s104进一步为:
8.根据权利要求5所述的方法,其特征在于,所述步骤s106包括:
9.根据权利要求5所述的方法,其特征在于,所述步骤s106之后包括:
10.根据权利要求9所述的方法,其特征在于,所述步骤s107包括:
技术总结本发明公开了一种基于气动伺服系统的自动液体装卸臂及其控制方法,属于工业互联网技术领域,所述自动液体装卸臂上设有至少两个气动马达作为动力装置,每个气动马达的蜗杆上均安装有多圈绝对值编码器,所述自动液体装卸臂上还设有PLC,所述多圈绝对值编码器的信号输出端连接至所述PLC,所述PLC通信连接上位机。本发明在现有的常压液体装卸臂的基础上,增加气动马达作为动力装置,气动马达的蜗杆上安装多圈绝对值编码器,通过PLC控制气动马达旋转的圈数来实现对常压液体装卸臂的精准位置控制,改装后的常压液体装卸臂能够适应高精度的装卸场景和易燃爆,高腐蚀的液体充装。技术研发人员:魏红,胡芳林,杨美玲受保护的技术使用者:山东浪潮智能生产技术有限公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240729/161470.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。