一种具有玻璃钢防腐层管道及其制造方法与流程
- 国知局
- 2024-07-30 13:13:28
本发明涉及管道,具体为一种具有玻璃钢防腐层管道及其制造方法。
背景技术:
1、燃气管道是一种专门用于输送可燃气体的管道系统,它是城市燃气供应和工业用气的重要组成部分。燃气管道通常由金属或塑料材料制成,能够承受一定的压力,以确保在输送过程中的安全性。燃气管道不仅用于输送天然气,还包括液化石油气等其他类型的燃气。
2、目前,常用的燃气管道一般都为镀锌钢管,而镀锌钢管的耐腐蚀性有限,并且在铺设的时候采用三种防腐方式,其一采用旧式的“三油两布”的防腐方式,此方式防腐能力差,防腐层容易出现破损,达不到三十年的防腐要求,其二采用热缩套套在镀锌钢管上的新防腐层,其成本较低,但其依旧较薄,因而容易出现破损的情况,而这两种方法在长时间使用的时候也容易与钢管脱离,附着能力差,其三则是在镀锌钢管上由内向外套上沥青层和钢管,采用3pe防腐,虽然效果好但是成本昂贵,因此防腐层附着力和防腐能力都有所偏差,或者成本过高,导致了现有技术中的玻璃钢防腐层管道需要进行维护或者更换,增加了停工的时间和维修的费用,同时增加了成本,进而降低了生产效率和经济效益。
技术实现思路
1、针对现有技术的不足,本发明提供了一种具有玻璃钢防腐层管道及其制造方法,解决了现有技术中的玻璃钢防腐层管道需要进行维护或者更换,增加了停工的时间和维修的费用,进而降低了生产效率和经济效益的问题。
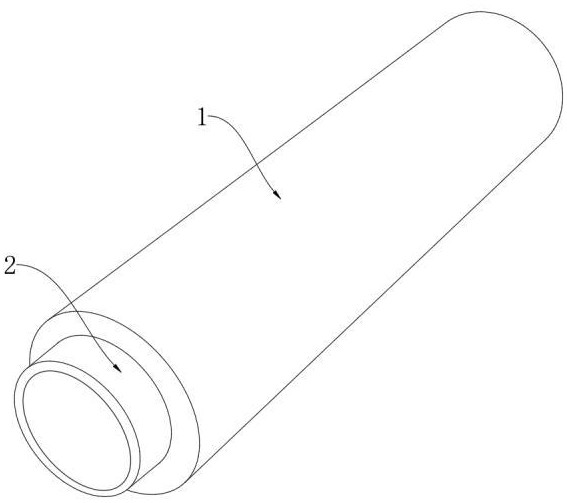
2、为实现以上目的,本发明通过以下技术方案予以实现:一种具有玻璃钢防腐层管道,包括管道,所述管道包括玻璃纤维布层,所述玻璃纤维布层的内侧设置有树脂层,所述树脂层的内侧设置有防腐填料层,所述管道的固定设置有钢管。
3、优选的,所述玻璃纤维布层包括以下原料组成成分:玻璃纤维:60~90份、增强剂:15~25份。
4、优选的,所述树脂层包括以下原料组成成分:环氧树脂:50~70份、固化剂15~25份、稀释剂15~25份。
5、优选的,所述防腐填料层包括以下原料组成成分:硅砂60~80份、填充剂25~40份。
6、一种具有玻璃钢防腐层管道的制造方法,包括以下制备方法:
7、准备管道模具,可根据需要制造不同直径和长度的管道;
8、将玻璃纤维和增强剂进行混合搅拌,搅拌均匀之后,得到玻璃纤维布层,将玻璃纤维布层在管道模具内铺设,并确保完整覆盖且与模具表面紧密贴合;
9、将树脂层涂覆在玻璃纤维布层的内侧,确保充分浸透,使其与玻璃纤维布牢固粘合;
10、在树脂层涂覆的玻璃纤维布层内侧表面均匀撒布防腐填料层,确保防腐填料层均匀分布在树脂层上;
11、在防腐填料层内侧再次涂覆一层树脂层,固定防腐填料层并形成均匀的防腐层;
12、将填充了玻璃纤维布层、树脂层和防腐填料层的管道模具置于固化室中,按照树脂的固化工艺参数进行固化处理,形成坚固的防腐层;
13、完成固化后的管道进行修整和打磨,以确保管道表面光滑,尺寸符合要求。
14、优选的,所述管道模具可根据需求进行制定,所述玻璃纤维和增强剂进行混合搅拌的时间为15~20分钟。
15、优选的,所述将玻璃纤维布层在管道模具内铺设前需要将模具进行清理,清理之后在模具内壁均匀涂抹预涂胶液。
16、优选的,所述将模具进行清理包括但不限于打磨、清洗和去除面油污,所述预涂胶液包括但不限于环氧树脂预涂胶液、聚酯树脂预涂胶液和丙烯酸树脂预涂胶液。
17、优选的,所述固化室的温度为20~40℃,所述充分浸透时间为15~30分钟。
18、优选的,所述确保完整覆盖且与模具表面紧密贴合的方法为:通过直接观察玻璃纤维布与模具表面的接触情况来判断是否紧密贴合,在确保玻璃纤维布充分铺设到位后,仔细检查布料与模具表面之间是否存在空隙或起皱情况,如果玻璃纤维布完全贴合模具表面,布料的表面应该是平整的,没有任何明显的空隙或起皱。
19、本发明提供了一种具有玻璃钢防腐层管道及其制造方法。具备以下有益效果:
20、1、本发明通过将玻璃纤维和增强剂的混合并将树脂涂覆在其上,同时再将防腐填料层均匀分布在树脂层上,并再涂覆一层树脂层,从而能够增强防腐层附着力,继而增加了防腐层与钢管的附着力,并由于添加增强剂的效果,使得机械性能更为突出,继而在增加了机械性能,因此能够降低管道的维护成本和更换频率,有助于减少停工时间和维修费用,同时成本不高,提高生产效率和经济效益,并且在燃气管道使用的时候也增加了燃气安全性。
21、2、本发明所使用的原料为玻璃纤维、环氧树脂和硅砂等,这些原料均为无污染或者低污染材料,能够有效地保证管道的环保性能,能够具有降解性或回收性,具有环保的效果,即使后期燃气管道更换或者不用,钢管能回收,而防腐层也不污染环境。
技术特征:1.一种具有玻璃钢防腐层管道,包括管道(1),其特征在于,所述管道(1)包括玻璃纤维布层(101),所述玻璃纤维布层(101)的内侧设置有树脂层(102),所述树脂层(102)的内侧设置有防腐填料层(103),所述管道(1)的固定设置有钢管(2)。
2.根据权利要求1所述的一种具有玻璃钢防腐层管道,其特征在于,所述玻璃纤维布层(101)包括以下原料组成成分:玻璃纤维:60~90份、增强剂:15~25份。
3.根据权利要求1所述的一种具有玻璃钢防腐层管道及其制造方法,其特征在于,所述树脂层(102)包括以下原料组成成分:环氧树脂:50~70份、固化剂15~25份、稀释剂15~25份。
4.根据权利要求1所述的一种具有玻璃钢防腐层管道及其制造方法,其特征在于,所述防腐填料层(103)包括以下原料组成成分:硅砂60~80份、填充剂25~40份。
5.一种具有玻璃钢防腐层管道的制造方法,依据权利要求1所述的一种具有玻璃钢防腐层管道,其特征在于,包括以下制备方法:
6.根据权利要求1所述的一种具有玻璃钢防腐层管道的制造方法,其特征在于,所述管道模具可根据需求进行制定,所述玻璃纤维和增强剂进行混合搅拌的时间为15~20分钟。
7.根据权利要求1所述的一种具有玻璃钢防腐层管道的制造方法,其特征在于,所述将玻璃纤维布层(101)在管道模具内铺设前需要将模具进行清理,清理之后在模具内壁均匀涂抹预涂胶液。
8.根据权利要求1所述的一种具有玻璃钢防腐层管道的制造方法,其特征在于,所述将模具进行清理包括但不限于打磨、清洗和去除面油污,所述预涂胶液包括但不限于环氧树脂预涂胶液、聚酯树脂预涂胶液和丙烯酸树脂预涂胶液。
9.根据权利要求1所述的一种具有玻璃钢防腐层管道的制造方法,其特征在于,所述固化室的温度为20~40℃,所述充分浸透时间为15~30分钟。
10.根据权利要求1所述的一种具有玻璃钢防腐层管道的制造方法,其特征在于,所述确保完整覆盖且与模具表面紧密贴合的方法为:通过直接观察玻璃纤维布与模具表面的接触情况来判断是否紧密贴合,在确保玻璃纤维布充分铺设到位后,仔细检查布料与模具表面之间是否存在空隙或起皱情况,如果玻璃纤维布完全贴合模具表面,布料的表面应该是平整的,没有任何明显的空隙或起皱。
技术总结本申请涉及管道技术领域,公开了一种具有玻璃钢防腐层管道及其制造方法,包括管道,所述管道包括玻璃纤维布层,所述玻璃纤维布层的内侧设置有树脂层,所述树脂层的内侧设置有防腐填料层,所述管道的固定设置有钢管,所述玻璃纤维布层包括以下原料组成成分:玻璃纤维:60~90份、增强剂:15~25份,所述树脂层包括以下原料组成成分:环氧树脂:50~70份、固化剂15~25份、稀释剂15~25份。通过将玻璃纤维和增强剂的混合并将树脂涂覆在其上,并再涂覆一层树脂层,从而能够增强防腐层附着力,能够降低燃气管道的维护成本和更换频率,有助于减少停工时间和维修费用,提高生产效率和经济效益。技术研发人员:单佩立,步宜平受保护的技术使用者:广东亿丰轩科技有限公司技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240729/163207.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表