一种NNCF0000V型双列满装圆柱滚子轴承手工辅助装配模具的制作方法
- 国知局
- 2024-07-30 13:55:19
本技术属滚珠轴承装配,具体涉及一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具。
背景技术:
1、滚动轴承广泛应用于国民经济和国防事业各个领域,被称为“工业的关节”,轴承工业作为机械工业的基础产业和骨干行业,其发展水平的高低,往往代表或制约着一个国家机械工业和其他相关产业的发展水平,滚珠轴承在装配时需要使用到辅助装配模具;
2、如授权公告号为cn218118382u的实用新型所公开的一种圆柱滚子轴承装配用辅助工装,包括:模具本体和设置于模具本体中的若干隔离组件;所述模具本体为圆环形,若干隔离组件沿模具本体周向均匀分布并且每个隔离组件均分别贯通于模具本体的上端面和下端面;隔离柱的截面形状与保持架梁相似,滚子可轻松由内放入外滚道;本实用新型弥补原有轴承外组件安装过程中手动均分滚子过程的繁琐、装配效率低的技术缺陷,本工装改良手工作业,借助模具及隔离组件的配合,实现滚子在外滚道中的均分,并且保证轴承装配的准确性;从整体上提高装配效率,保证生产进度。然而该技术方案在应用的过程中存在着装配双列满装圆柱滚子轴承时仅能装一列滚子,另一列滚子因无支撑面而无法装配,装配效率低的技术问题
技术实现思路
1、本实用新型的目的是提供一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,用以解决现有技术中存在的上述问题。
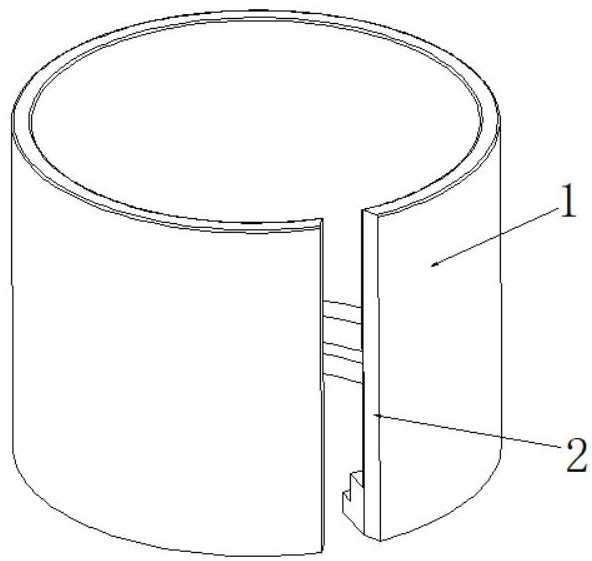
2、为了实现上述目的,本实用新型采用以下技术方案:一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,包括模具主体,所述模具主体内部的前端设置有通槽,所述模具主体内部的底端开设有底部台阶孔,所述底部台阶孔的内侧底部设置有台阶孔端面,所述底部台阶孔内部的台阶孔端面外侧设置有台阶孔内圆面,所述模具主体的内侧设置有润滑涂层。
3、作为本实用新型的一种优选技术方案,所述模具主体内部空芯,且模具主体为套筒状。
4、作为本实用新型的一种优选技术方案,所述通槽在模具主体内呈轴向设置,所述通槽的外侧两端为30°倒角。
5、作为本实用新型的一种优选技术方案,所述台阶孔端面与轴承内圈端面相配合。
6、作为本实用新型的一种优选技术方案,所述台阶孔内圆面与轴承内圈一侧挡边外径相配合。
7、作为本实用新型的一种优选技术方案,所述润滑涂层在模具主体的内部侧壁呈均匀分布。
8、有益效果:
9、1、通过设置有模具主体、通槽、台阶孔端面和台阶孔内圆面,在进行轴承圆柱滚子装配工作时将轴承内圈嵌套进模具主体的内部,同时台阶孔端面与轴承内圈端面配合,起轴向定位作用,台阶孔内圆面与轴承内圈挡边外径配合,起径向定位作用,以避免第二列滚子散套和开始装配时滚子无法装入内滚道,随后通过通槽装入圆柱滚子,且可一次性装配两列滚子,并且通槽两端做30°倒角处理,更加方便装入滚子,装好两列滚子后将外圈推入即可完整轴承装配作业,从而简化了装配流程,节约了时间和成本,提高轴承装配效率;
10、2、通过在模具主体的内侧设置有润滑涂层,在装配圆柱滚子时通过设置在模具主体内部侧壁的润滑涂层使得滚子推入的更加顺畅,避免发生滚子与模具主体内侧接触面摩擦力过大导致滚子推入受阻的现象,从而进一步提高了圆柱滚子轴承装配作业的便捷性,可实施性强。
技术特征:1.一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,包括模具主体(1),其特征在于:所述模具主体(1)内部的前端设置有通槽(2),所述模具主体(1)内部的底端开设有底部台阶孔(5),所述底部台阶孔(5)的内侧底部设置有台阶孔端面(3),所述底部台阶孔(5)内部的台阶孔端面(3)外侧设置有台阶孔内圆面(6),所述模具主体(1)的内侧设置有润滑涂层(4)。
2.根据权利要求1所述的一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,其特征在于:所述模具主体(1)内部空芯,且模具主体(1)为套筒状。
3.根据权利要求1所述的一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,其特征在于:所述通槽(2)在模具主体(1)内呈轴向设置,所述通槽(2)的外侧两端为30°倒角。
4.根据权利要求1所述的一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,其特征在于:所述台阶孔端面(3)与轴承内圈端面相配合。
5.根据权利要求1所述的一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,其特征在于:所述台阶孔内圆面(6)与轴承内圈一侧挡边外径相配合。
6.根据权利要求1所述的一种nncf0000v型双列满装圆柱滚子轴承手工辅助装配模具,其特征在于:所述润滑涂层(4)在模具主体(1)的内部侧壁呈均匀分布。
技术总结本技术公开了一种NNCF0000V型双列满装圆柱滚子轴承手工辅助装配模具,包括模具主体,所述模具主体内部的前端设置有通槽。通过设置有模具主体、通槽、台阶孔端面和台阶孔内圆面,在进行轴承圆柱滚子装配工作时将轴承内圈嵌套进模具主体的内部,同时台阶孔端面与轴承内圈端面配合,起轴向定位作用,台阶孔内圆面与轴承内圈挡边外径配合,起径向定位作用,以避免第二列滚子散套和开始装配时滚子无法装入内滚道,随后通过通槽装入圆柱滚子,且可一次性装配两列滚子,并且通槽两端做30°倒角处理,更加方便装入滚子,装好两列滚子后将外圈推入即可完整轴承装配作业,从而简化了装配流程,节约了时间和成本,提高轴承装配效率。技术研发人员:李娟霞,陈万里,师燚,王精军,李存武受保护的技术使用者:甘肃海林中科科技股份有限公司技术研发日:20231215技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240729/165129.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表