镶嵌式钟表部件和制造该部件的方法
- 国知局
- 2024-07-30 10:27:28
本发明涉及一种镶嵌有至少一种金属和/或陶瓷装饰的钟表部件以及制造该部件的方法。
背景技术:
1、众所周知,钟表部件如手表表圈至少部分由陶瓷、金属或复合材料制成,以显示在表圈下面的凹槽中进行的沉积,该沉积例如形成刻度或商业品牌。这种配置的优点是通过由蓝宝石制成的部分的完全覆盖来保护沉积物不受任何机械降解。然而,这种配置可能会使装饰难以读取,因为沉积物的着色发生透射扭曲,而且蓝宝石的色调与沉积物相比也缺乏差异。
2、为了克服这些缺点,已经提出了一种镶嵌式陶瓷元件,包括由陶瓷制成的主体,其包括形成装饰部的模槽的至少一个凹部,所述至少一个凹部完全被基本50纳米的第一和第二导电层以及金属电沉积物填充,以形成镶嵌有至少一个视觉质量得到改善的金属装饰部的陶瓷元件。
3、然而,制作这样的零件仍然是复杂的、昂贵的、耗时的,而且需要放置钩连层(导电层)来制作装饰部。此外,要完美地填充形成装饰或刻度的空腔同时获得其无暇的视觉效果是很复杂的。
技术实现思路
1、特别地,本发明的一个目的是克服现有技术的不同缺点。
2、为此,本发明涉及一种镶嵌式钟表部件,包括由金属和/或陶瓷材料制成的主体,其包括形成装饰部的模槽的至少一个凹部。根据本发明,所述至少一个凹部被相继的层完全填充,这些层通过颗粒经由冷金属化的附聚形成,以形成镶嵌有至少一个装饰部的钟表部件。
3、根据本发明的其他有利的替代实施方案:
4、-形成层的颗粒是金属和/或至少部分由陶瓷制成,并选自:铜、锌、锡、钛、铌、锆、钽、铬、铁、氧化锆或氧化铝;
5、-至少一个凹部中的每个包括至少100微米的深度,优选200微米的
6、深度;
7、-所述至少一个装饰部被通过阳极化而着色的金属层所覆盖;
8、所述钟表部件是外部零件元件,如表圈、底盖、表盘、中间件、腕带链节、表冠、按钮。
9、本发明还涉及一种包括至少一个根据本发明的镶嵌式钟表部件的钟表。
10、本发明还涉及一种制造镶嵌式钟表部件的方法,包括以下步骤:
11、a)形成由金属和/或陶瓷材料制成的主体;
12、b)在主体的表面雕刻至少一个凹部,在至少一个凹部的每个处形成装饰部的模槽;
13、c)在包括所述至少一个凹部的整个表面在至少10微米的厚度上沉积涂层的第一层,该沉积通过冷投射(称为“冷喷”)包括载气和形成所述涂层的颗粒的流体的方法进行;
14、d)重复步骤c)一次或多次,在包括被第一层覆盖的所述至少一个凹部的整个表面上沉积一个或多个各20微米的附加层,以完全填充所述至少一个凹部并形成一个镶嵌式装饰部;
15、e)进行抛光,以从主体表面去除所述层的所有沉积物,使它们只留在所述至少一个凹部中。
16、按照根据本发明的方法的其他有利的变体:
17、-载气流的流速在85至90立方米/小时之间,压力在45至60巴之间,
18、温度在800至1,000℃之间;
19、-颗粒由金属或金属合金、陶瓷或陶瓷材料制成;
20、-颗粒的质量流速在70至80克/分钟之间;
21、-颗粒的粒度为至多45微米;
22、-颗粒的粒度在1至25微米之间;
23、-该方法包括在步骤b)和c)之间的任选步骤,在该步骤,通过激光对
24、凹部进行雕刻或纹理化,以提高颗粒的附着;
25、-该方法包括在步骤f)之后的任选步骤,在该步骤,对装饰部进行阳极化以对所述装饰部着色。
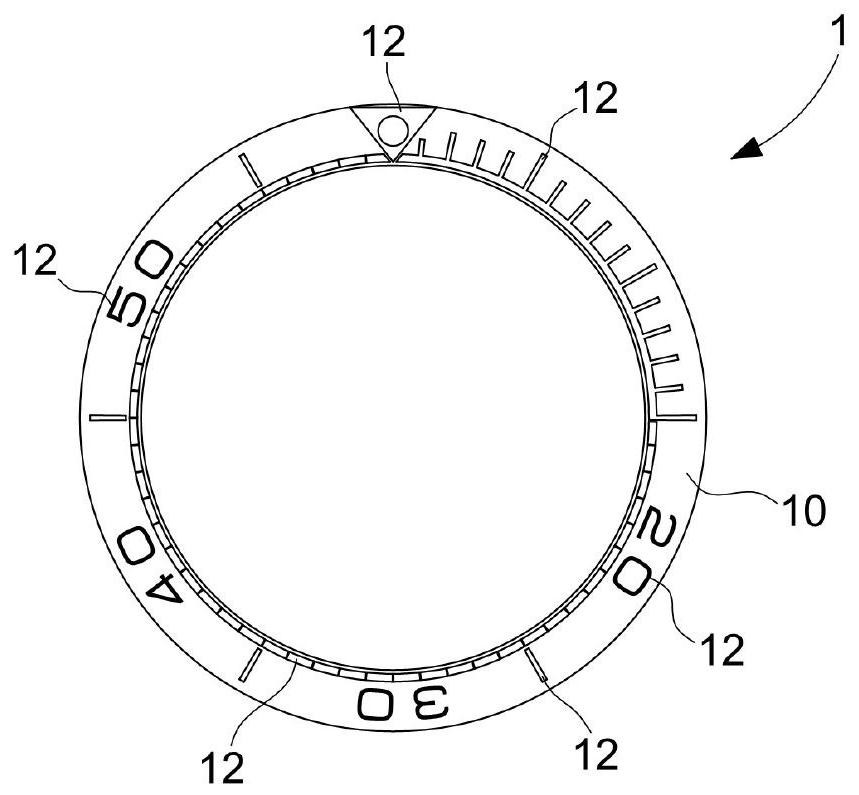
技术特征:1.一种镶嵌式钟表部件(1),包括由金属和/或陶瓷材料制成的主体(10),其包括至少一个凹部(11),该凹部形成装饰部(12)的模槽,其特征在于,所述至少一个凹部被相继的层(13,14,15)完全填充,这些层通过颗粒(16)经由冷金属化的附聚而形成,以形成镶嵌有至少一个装饰部(12)的钟表部件(1)。
2.根据权利要求1所述的镶嵌式钟表部件(1),其中形成所述层的颗粒(16)是金属和/或至少部分由陶瓷制成,并选自:铜、锌、锡、钛、铌、锆、钽、铬、铁、氧化锆或氧化铝。
3.根据权利要求1至3之一所述的镶嵌式钟表部件(1),其中所述至少一个凹部(11)各自包括200微米的深度。
4.根据权利要求1至4之一所述的镶嵌式钟表部件(1),其特征在于,所述至少一个装饰部(12)被通过阳极化着色的金属层(18)所覆盖。
5.根据权利要求1至6之一所述的镶嵌式钟表部件(1),其特征在于,该钟表部件是外部零件元件,如表圈、底盖、表盘、中间件、腕链链节、表冠、按钮。
6.一种钟表(1),其特征在于,包括至少一个根据前述权利要求之一所述的镶嵌式钟表部件(10)。
7.一种制造镶嵌式钟表部件(10)的方法,包括以下步骤:
8.根据权利要求8所述的方法,其特征在于,载气流的流速在85至90立方米/小时之间,压力在45至60巴之间,且温度在900至1000℃之间。
9.根据权利要求8或9所述的方法,其特征在于,所述颗粒由金属或金属合金、陶瓷或陶瓷材料制成。
10.根据权利要求8至10之一所述的方法,其特征在于,所述颗粒的质量流速为70至80克/分钟。
11.根据权利要求8至11之一所述的方法,其特征在于,所述颗粒的粒度为至多45微米。
12.根据权利要求8至12之一所述的方法,其特征在于,所述颗粒的粒度优选在1至25微米之间。
13.根据权利要求8至13之一所述的方法,其特征在于,其包括在步骤b)和c)之间的任选步骤,在该步骤期间,通过激光对所述凹部进行雕刻或纹理化,以提高颗粒的附着。
14.根据权利要求8至14之一所述的方法,其特征在于,其包括在步骤f)之后的任选步骤,在该步骤期间,对装饰部进行阳极化以对所述装饰部着色。
技术总结本发明涉及一种镶嵌式钟表部件(1),包括由金属和/或陶瓷材料制成的主体(10),其包括至少一个凹部(11),该凹部形成装饰部(12)的模槽。根据本发明,所述至少一个凹部被相继的层(13,14,15)完全填充,这些层通过颗粒(16)经由冷金属化的附聚形成,以形成镶嵌有至少一个装饰部(12)的钟表部件(1)。技术研发人员:A·P·约恩,F·罗西尼奥,O·德洛斯科博,A·奈图希尔受保护的技术使用者:利摩日大学技术研发日:技术公布日:2024/3/5本文地址:https://www.jishuxx.com/zhuanli/20240730/153005.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表