用于制造钟表部件的方法与流程
- 国知局
- 2024-07-30 10:36:23
本发明涉及一种用于制造钟表部件的方法,该钟表部件包括用于将能量传递到钟表机芯的另一个部件或耗散来自钟表机芯的另一个部件的能量的功能部分,以及用于引导钟表部件的运动、特别是其旋转和/或平移的引导部分。本发明还涉及由这种方法产生的钟表部件本身,以及包括这样的钟表部件的钟表机芯。最后,本发明涉及包括这样的钟表部件或这样的钟表机芯的钟表。
背景技术:
1、例如在专利申请ep3258325中描述的由技术陶瓷制成的钟表部件的加工是一种困难的操作,其需要完全控制工具与材料之间的相互作用,以便不会在陶瓷中产生应力或新缺陷、特别是表面缺陷,该应力或缺陷会形成特别是对部件的抗冲击性有害的初始裂纹。
2、例如直径小于2mm的小型钟表杆的制造特别困难,特别是在杆的端部具有非常小的直径(<200微米或<100微米)的枢轴的情况下,该枢轴的功能是引导杆,特别是它的枢转。这些枢轴必须具有完美的圆形几何形状,即,它们必须形成尽可能完美的旋转表面,并且它们的尺寸必须高度准确。它们被设计成与轴承相互作用,并且诸如不圆度或直径不准确的任何几何缺陷都会导致结合有该杆的机芯的计时性能受损。在与轴承相互作用的枢轴的表面过于粗糙的情况下,这同样适用。这对于摆轮杆(balance staff)来说尤其如此。
3、这就是根据现有技术的杆是由钢车削而成,然后对枢轴进行轧制以获得最终的粗糙度、硬度和形状的原因。
4、此外,围绕钟表杆的功能部分、特别是小齿轮的齿的制作同样会导致复杂性,特别是由于小齿轮要采取的形状,特别是还必须实现极其精确的几何形状和完美的表面光洁度的该小齿轮的齿的功能侧面的几何形状或特定取向,特别是非常低的粗糙度。
5、为了获得不仅包括引导部分而且还包括功能部分的具有复杂形状的部件,传统的加工技术可能难以实施。特别地,根据功能部分的形状,特别是例如根据小齿轮的齿的功能侧面的几何形状或特定取向,传统的加工技术是不适用的。此外,这些技术并不适用于用于钟表部件的所有材料。特别地,它们很难甚至不可能应用于陶瓷构件,特别是因为使用切割工具或砂轮车削它们需要很长时间,而且工具磨损很快。
6、因此,制作包括功能部分和引导部分的钟表部件是特别复杂的,因为该方法必须能够实现所述两个部分的特定几何和机械要求。所述两个部分的表面粗糙度也必须适合于它们相应的功能。这种方法也必须尽可能简单,以便它能够在合理的制造时间内大规模施展。
7、本发明的目的是提供一种用于制造钟表部件的方法,该钟表部件包括至少一个功能部分和至少一个引导部分。
8、本发明的第一目的是提供一种用于制造包括功能部分和引导部分的钟表部件的方法,其使得能够获得钟表部件、特别是所述两个部分的精确几何形状和最佳粗糙度以及机械特性。
9、本发明的第二目的是提供一种用于制造包括功能部分和引导部分的钟表部件的最简单的可能方法。
10、本发明的第三目的是提供一种与尽可能多的材料兼容的用于制造包括功能部分和引导部分的钟表部件的方法。
技术实现思路
1、为此,本发明涉及一种用于制造钟表部件的方法,所述钟表部件包括至少一个第一部分和至少一个第二部分,所述第一部分包括用于向另一个部件传递能量或耗散来自另一个部件的能量的至少一个功能侧面,所述第二部分包括引导表面,其特征在于,所述方法包括:
2、-形成钟表部件的坯件的第一微注射步骤,所述坯件包括所述至少一个第一部分和所述至少一个功能侧面,并包括所述第二部分的坯件,然后
3、-钟表部件的坯件的至少一部分的第二加工步骤,特别是第二激光加工步骤,特别是飞秒激光加工,该部分包括用于形成包括所述引导表面的第二部分的第二部分的坯件。所述第二加工步骤(e2)在所述至少一个第一部分之外实施,所述至少一个第一部分在该第二加工步骤(e2)期间保持不变。
4、本发明还涉及一种钟表部件,其包括至少一个第一部分和至少一个第二部分,所述第一部分包括用于向另一个部件传递能量或耗散来自另一个部件的能量的至少一个功能侧面,所述第二部分包括引导表面,其特征在于,所述钟表部件的第一部分和第二部分一体地形成为整体,并且所述功能侧面的表面粗糙度ra小于或等于50nm、或小于或等于15nm、或大于或等于12nm、或小于或等于10nm并且可选地大于或等于5nm。
5、本发明在权利要求中进行了更精确的限定。
技术特征:1.一种用于制造钟表部件(10)的方法,所述钟表部件包括至少一个第一部分和至少一个第二部分,所述第一部分包括用于向另一个部件传递能量或耗散来自另一个部件的能量的至少一个功能侧面,所述第二部分包括引导表面,其特征在于,所述方法包括:
2.根据前述权利要求所述的用于制造钟表部件的方法,其特征在于,所述方法包括与所述加工步骤(e2)分开的随后的第三摩擦精加工步骤(e3),特别是整体抛光和/或实施特别是金刚石的磨料颗粒和/或特别是陶瓷的珠子形式的载体的步骤,和/或所述第二加工步骤(e2)是第二激光加工步骤,该第二激光加工步骤包括使用与用于加工的相同的重新配置的激光进行抛光的精加工子步骤。
3.根据前述权利要求所述的用于制造钟表部件的方法,其特征在于,所述方法包括持续时间小于或等于15小时或小于或等于10小时以获得所述引导表面的粗糙度ra小于15nm、或小于或等于12nm、或小于或等于10nm并且可选地大于或等于5nm的所述第三摩擦精加工步骤(e3)。
4.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第一微注射步骤(e1)包括将材料注射到注射模具(8)的注射腔体中,所述材料是聚合物、复合材料、金属或技术陶瓷,或者是非晶材料,所述技术陶瓷特别是主要由氧化锆和/或氧化铝组成,所述非晶材料特别是非晶金属合金,所述非晶金属合金特别是包括由元素ni、cu、pd、pt、fe、co、ti、nb、zr中的至少一种金属形成的金属基体。
5.根据前述权利要求所述的用于制造钟表部件的方法,其特征在于,所述注射模具(8)包括至少部分地由包括镍ni或镍磷nip的材料制成的注射腔体,特别是包括具有包括镍ni或镍磷nip的材料的至少一个可移除板,所述可移除板特别是通过使用liga技术的生长步骤获得的,所述可移除板包括切口(810、830、840),所述切口形成所述注射模具(8)的所述注射腔体的用于形成所述第一部分的至少一个功能侧面和/或形成所述第二部分的坯件的部分。
6.根据权利要求4或5所述的用于制造钟表部件的方法,其特征在于,所述注射模具(8)的所述注射腔体包括能够同时制造用于钟表部件(10)的多个坯件(10’)的形状,所述多个坯件通过中间支撑件(4、99’)彼此刚性地连接,并且所述方法包括在从所述模具移除之后将所述坯件(10’)与所述中间支撑件(4、99’)分离的步骤。
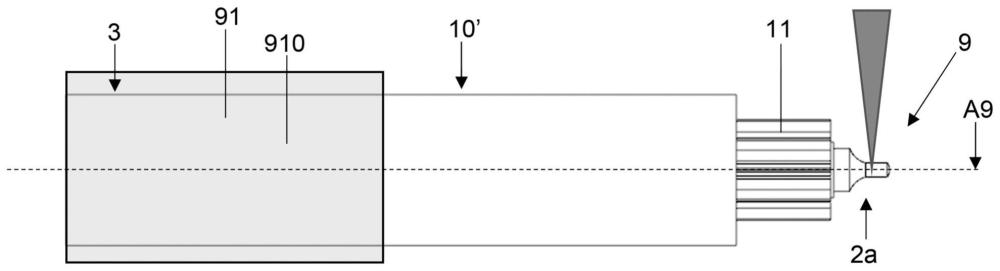
7.根据前述权任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第二加工步骤(e2)是第二激光加工步骤,该第二激光加工步骤包括围绕与所述坯件(10’)的轴线(a1’)相对应的旋转轴线(a9)转动、特别是以大于或等于200rpm、或大于或等于1,000rpm、或大于或相等于20,000rpm、或大于或等于50,000rpm或大于或等于100,000rpm的速度旋转的阶段,在该阶段期间,激光束相对于该旋转轴线移动,特别是为了实施与所述钟表部件的坯件的至少一个部分相切的激光扫描,特别是形成螺旋轨迹的扫描。
8.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第二加工步骤(e2)的激光器是发射红外激光束、特别是波长在800nm和1,100nm之间、特别是波长为1,030nm±5nm的红外激光束,或者发射绿色激光束、特别是波长在500nm和540nm之间、特别是波长为515nm±2.55nm的绿色激光束,或者发射紫外线激光束、特别是波长小于400nm、特别是波长为343nm±25nm的紫外线激光束,或者发射蓝色激光束、特别是波长在400nm和480nm之间的蓝色激光束的激光器。
9.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第一微注射步骤(e1)产生表面粗糙度ra小于或等于50nm或小于或等于40nm的所述至少一个功能侧面。
10.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第二加工步骤(e2)的激光器产生粗糙度ra小于或等于50nm或小于或等于40nm的引导表面。
11.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第二加工步骤(e2)、特别是所述第二激光加工步骤包括通过设置在用于钟表部件(10)的所述坯件(10’)的一个端部处的夹持构件(3)夹持用于钟表部件(10)的所述坯件(10’)以在加工期间保持用于钟表部件(10)的所述坯件(10’)的在先步骤,所述坯件(10’)的长度(l10’)大于待制造的所述钟表部件(10)的长度(l10),并且所述第二加工步骤(e2)包括分离所述夹持构件(3)以便将其移除并保留用于钟表部件(10)的、长度等于或基本上等于待制造的所述钟表部件(10)的长度的坯件(10’)的最后一个子步骤。
12.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述钟表部件是与轴成一体的小齿轮、特别是擒纵机构小齿轮,或者是轴安装轭或轴安装杠杆或轴安装凸轮,或者是设有缺口、特别是促进摆轮和/或游丝和/或摆轮滚轮的保持的缺口的摆轮杆。
13.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第一部分的所述功能侧面被构造为传递运动或扭矩,特别是形成轮、扇形齿轮或小齿轮(111)的齿(11)的侧面,或者是角度转位侧面,所述角度转位侧面特别是被构造为用作凹口。
14.根据前述任一项权利要求所述的用于制造钟表部件的方法,其特征在于,所述第二部分的所述引导表面包括所述钟表部件(10)的枢轴的表面,和/或所述引导表面包括直径小于或等于200μm、或小于或等于100μm、或小于或等于80μm、或小于或等于60μm的至少一个区段。
15.一种钟表部件(10),其包括至少一个第一部分和至少一个第二部分,所述第一部分包括用于向另一个部件传递能量或耗散来自另一个部件的能量的至少一个功能侧面,所述第二部分包括引导表面,其特征在于,所述钟表部件(10)的所述第一部分和所述第二部分一体地形成为单一件,并且所述功能侧面的表面粗糙度ra小于或等于50nm、或小于或等于15nm、或小于或等于12nm、或少于或等于10nm并且可选地大于或等于5nm。
16.根据前述权利要求所述的钟表部件(10),其特征在于,所述第一部分和所述第二部分由聚合物、复合材料、金属或技术陶瓷制成,或者由非晶材料制成,所述技术陶瓷特别地主要由氧化锆和/或氧化铝组成,所述非晶材料特别是非晶金属合金,所述非晶金属合金特别是包括由元素ni、cu、pd、pt、fe、co、ti、nb和zr中的至少一种金属形成的金属基体。
17.根据权利要求15或16所述的钟表部件(10),其特征在于,所述引导表面包括枢轴,所述枢轴形成旋转表面并且包括直径小于或等于200μm、或小于或等于100μm、或小于或等于80μm、或小于或等于60μm的至少一个区段,并且所述引导表面包括小于15nm、或小于或等于12nm、或小于或等于10nm并且可选地大于或等于5nm的粗糙度ra。
18.根据权利要求15至17中任一项所述的钟表部件(10),其特征在于,所述钟表部件是与轴成一体的小齿轮、特别是擒纵机构小齿轮,或者是轴安装轭或轴安装杠杆或轴安装凸轮,或者是设有棘爪、特别是促进摆轮和/或游丝和/或摆轮滚轮的保持的棘爪的摆轮杆。
技术总结本发明提供一种用于制造钟表部件(10)的方法,该钟表部件包括至少一个第一部分和至少一个第二部分,所述第一部分包括用于向另一个部件传递能量或耗散来自另一个部件的能量的至少一个功能侧面,所述第二部分包括引导表面,其特征在于,所述方法包括:形成钟表部件的坯件(10’)的第一微注射步骤(E1),所述坯件包括所述至少一个第一部分和所述至少一个功能侧面,并包括所述第二部分的坯件,然后钟表部件的坯件的至少一部分的第二加工步骤(E2),特别是第二激光加工步骤,特别是飞秒激光加工,该部分包括用于形成包括所述引导表面的第二部分的第二部分的坯件。技术研发人员:洛朗·明科内,奥利弗·格赖姆受保护的技术使用者:劳力士有限公司技术研发日:技术公布日:2024/6/20本文地址:https://www.jishuxx.com/zhuanli/20240730/153499.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。