钟表部件的加工方法以及钟表部件与流程
- 国知局
- 2024-07-30 10:37:32
本发明涉及钟表部件的加工方法以及钟表部件。
背景技术:
1、在对表盘、壳体、后盖、底板等各种钟表部件形成无光泽花纹的情况下,通常通过喷砂加工来形成花纹。但是,喷砂加工根据花纹来变更介质的种类等,管理繁杂。因此,如专利文献1所记载的那样,提出了通过激光加工来描绘无光泽花纹。
2、在专利文献1中,在装饰品表面的镀层的一部分通过激光光线的照射而形成心形等无光泽花纹。因此,在专利文献1中,只要能够将利用激光光线加工出的无光泽花纹与基于镀层形成的镜面部分区分开即可,因此,没有特别研究激光光线的照射条件。
3、专利文献1:日本特开2009-78494号公报
技术实现思路
1、但是,本发明人进行了深入研究,结果是,仅通过照射激光光线,难以实现能够得到与对整个表盘进行喷砂加工的情况相同的无光泽感的无光泽花纹。因此,寻求一种能够通过激光加工而形成与喷砂加工相同的花纹的钟表部件的加工方法、和通过该加工方法加工出的钟表部件。
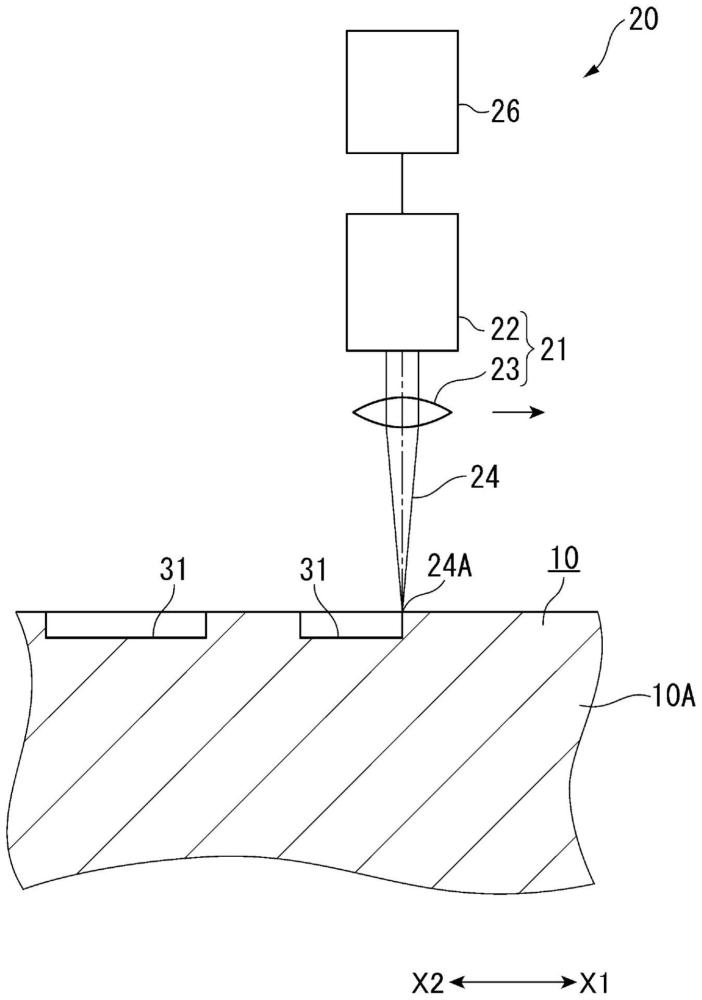
2、本公开的钟表部件的加工方法的特征在于,通过对钟表部件的基材照射脉冲激光而在所述基材的加工区域形成多个加工痕,将所述脉冲激光的光斑直径r设定在12.5μm以上且200μm以下的范围内,在设所述脉冲激光的扫描速度为vmm/s、所述脉冲激光的频率为fkhz、所述加工痕所重叠的部分长度为αμm时,以满足α=r-v/f、0≤α<r的条件的方式设定扫描速度v以及频率f,随机地设定照射所述脉冲激光的时间ton和不照射所述脉冲激光的时间toff。本公开的钟表部件的特征在于,通过对基材照射脉冲激光而在所述基材的加工区域形成多个加工痕,所述加工痕在作为所述脉冲激光的扫描方向的第一方向上相连地形成,所述加工痕在与所述第一方向垂直的宽度方向上的长度为12.5μm以上且200μm以下,所述加工痕的宽度方向的长度与所述第一方向的长度之比为1:1~50。
3、本公开的钟表部件的特征在于,通过对钟表部件的基材照射脉冲激光而在所述基材的加工区域形成多个加工痕,所述脉冲激光的光斑直径r被设定在12.5μm以上且200μm以下的范围内,在设所述脉冲激光的扫描速度设为vmm/s、所述脉冲激光的频率为fkhz、所述加工痕重叠的部分长度为αμm时,扫描速度v以及频率f被设定为满足α=r-v/f、0≤α<r的条件,所述加工痕在扫描方向上的长度以及所述扫描方向上的各加工痕之间的长度分别是随机的。
技术特征:1.一种钟表部件的加工方法,其特征在于,
2.根据权利要求1所述的钟表部件的加工方法,其特征在于,
3.根据权利要求1所述的钟表部件的加工方法,其特征在于,
4.根据权利要求1所述的钟表部件的加工方法,其特征在于,
5.根据权利要求1所述的钟表部件的加工方法,其特征在于,
6.根据权利要求4或5所述的钟表部件的加工方法,其特征在于,
7.根据权利要求1所述的钟表部件的加工方法,其特征在于,
8.一种钟表部件,其特征在于,
9.根据权利要求8所述的钟表部件,其特征在于,
10.根据权利要求8所述的钟表部件,其特征在于,
11.根据权利要求8所述的钟表部件,其特征在于,
12.根据权利要求8所述的钟表部件,其特征在于,
13.一种钟表部件,其特征在于,
技术总结钟表部件的加工方法以及钟表部件,钟表部件的加工方法能够通过激光加工而形成与喷砂加工相同的花纹,钟表部件是通过该加工方法而被加工出的。一种钟表部件的加工方法,其特征在于,通过对钟表部件的基材照射脉冲激光而在基材的加工区域内形成多个加工痕,在设脉冲激光的扫描速度为Vmm/s、脉冲激光的频率为fkHz、加工痕所重叠的部分长度为αμm时,以满足α=R‑V/f、0≤α<R的条件的方式设定扫描速度V以及频率f,随机地设定照射脉冲激光的照射开启时间Ton和不照射脉冲激光的照射关闭时间Toff。技术研发人员:由永爱受保护的技术使用者:精工爱普生株式会社技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240730/153568.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表