复合材料蜂窝夹芯试样制备方法与流程
- 国知局
- 2024-07-30 11:05:47
本发明属于复合材料加工,具体涉及一种复合材料蜂窝夹芯试样制备方法。
背景技术:
1、复合材料由于轻质、高强度等特点,在航空领域的应用越来越广泛,其中复合材料蜂窝夹芯结构在飞机结构中被大量应用,如飞机的副翼、方向舵等。复合材料蜂窝夹芯结构在飞机中主要承受压缩和弯曲载荷中,因此需要对复合材料蜂窝夹芯进行力学性能的测试。在复合材料蜂窝芯的压缩试验中,需要对蜂窝夹芯试样两端施加载荷进行测试,但测试过程中容易导致蜂窝夹芯端部先发生塌陷,使得无法得到真实的性能测试数据和蜂窝夹芯材料。
技术实现思路
1、本发明的目的在于提供一种复合材料蜂窝夹芯试样制备方法,以解决对复合材料蜂窝夹芯试样进行压缩性能测试时存在的端部塌陷的问题。
2、本发明通过下述技术方案实现:
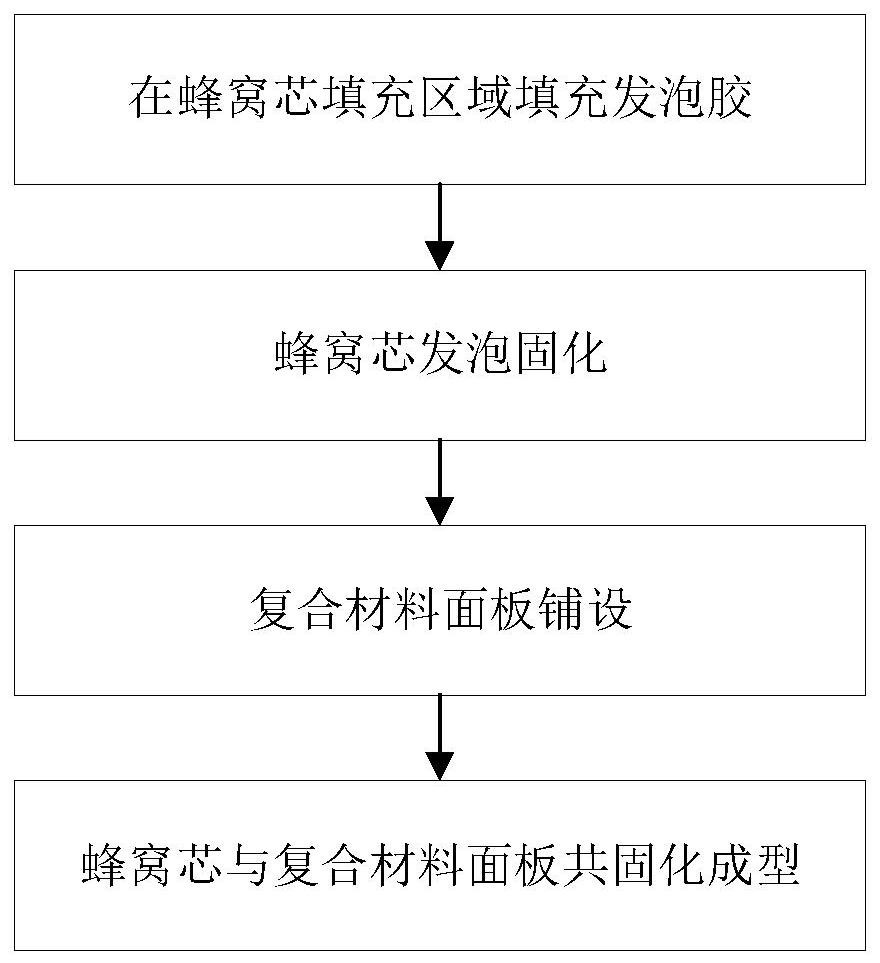
3、复合材料蜂窝夹芯试样制备方法,包括以下步骤:
4、s01、在蜂窝芯的填充区域内填充粉末发泡胶,然后将蜂窝芯在热压罐内对发泡胶进行固化处理;
5、s02、在发泡固化后的蜂窝芯上下端面分别设置复合材料上面板和复合材料下面板,然后放置到热压罐内进行固化处理,得到复合材料蜂窝夹芯试样;
6、所述填充区域分别位于制备得到的复合材料蜂窝夹芯试样的左右两端。
7、在一些实施例中,步骤s01包括:
8、s011、在蜂窝芯下端面和蜂窝芯上端面的非填充区域设置脱模布;
9、s012、将蜂窝芯定位放置到工装上,在蜂窝芯四周设置档条;
10、s013、在蜂窝芯的填充区域内填充粉末发泡胶;
11、s014、在蜂窝芯的上端面依次设置透气四氟布、压板,在压板上铺设透气毡,然后封装到真空袋,封装后放置到热压罐内进行固化处理。
12、在一些实施例中,步骤s012中,档条的高度大于蜂窝芯的高度。
13、在一些实施例中,步骤s014中,压板与蜂窝芯尺寸一致,透气四氟布尺寸大于蜂窝芯上端面尺寸。
14、在一些实施例中,步骤s01中还包括将发泡固化后的蜂窝芯脱模后进行打磨的步骤,并打磨至使发泡胶高度与蜂窝芯高度一致。
15、在一些实施例中,步骤s02包括:
16、s021、在发泡固化后的蜂窝芯上下端面分别设置复合材料上面板和复合材料下面板,并在复合材料上面板、复合材料下面板与蜂窝芯之间分别铺叠一层胶膜;
17、s022、在工装上位于蜂窝芯四周设置档条,并用胶带将复合材料上面板、复合材料下面板、蜂窝芯和档条进行固定;
18、s023、在复合材料下面板下方铺设透气四氟布;
19、s024、在复合材料上面板上依次铺设透气四氟布、不透气四氟布和压板;
20、s025、在复合材料上面板的两端外侧分别设置热电偶,并使热电偶与复合材料上面板边缘接触;
21、s026、在压板上铺设透气毡,然后封装到真空袋,封装后放置到热压罐内进行固化处理。
22、在一些实施例中,步骤s022中,档条高度大于蜂窝芯高度与复合材料上面板厚度、复合材料下面板厚度之和。
23、在一些实施例中,步骤s023中,透气四氟布尺寸大于复合材料下面板尺寸。
24、在一些实施例中,步骤s024中,压板尺寸与复合材料上面板一致,透气四氟布、不透气四氟布尺寸大于压板尺寸,透气四氟布尺寸大于不透气四氟布尺寸。
25、在一些实施例中,将蜂窝芯左右两端以及位于两端之间的的部分区域设置为填充区域,使在制备得到复合材料蜂窝夹芯后,能够通过切割复合材料蜂窝夹芯,得到多个复合材料蜂窝夹芯试样。
26、本发明与现有技术相比,具有以下优点及有益效果:
27、本发明通过对蜂窝芯两端填充发泡胶,通过发泡固化后的发泡胶对复合材料蜂窝夹芯试样的两端进行支撑,很好地解决了试样在两端发生塌陷的问题,提高了测试精度。
28、通过对制备方法进行优化,保证发泡胶在发泡固化成型时的填充成型质量,使发泡胶能够对蜂窝芯进行充分填充,且能够很好地保证发泡固化成型后发泡胶的强度,从而保证试样的成型质量。
29、该制备方法中采用复合材料面板与蜂窝芯共固化成型工艺,减少了制备工序,同时只需要进行两次热压罐固化处理,减少了热压罐固化处理次数,能够很大程度地减少试样的制备成本。
技术特征:1.复合材料蜂窝夹芯试样制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s01包括:
3.根据权利要求2所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s012中,档条的高度大于蜂窝芯的高度。
4.根据权利要求2所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s014中,压板与蜂窝芯尺寸一致,透气四氟布尺寸大于蜂窝芯上端面尺寸。
5.根据权利要求2所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s01中还包括将发泡固化后的蜂窝芯脱模后进行打磨的步骤,并打磨至使发泡胶高度与蜂窝芯高度一致。
6.根据权利要求1所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s02包括:
7.根据权利要求6所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s022中,档条高度大于蜂窝芯高度与复合材料上面板厚度、复合材料下面板厚度之和。
8.根据权利要求6所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s023中,透气四氟布尺寸大于复合材料下面板尺寸。
9.根据权利要求6所述的复合材料蜂窝夹芯试样制备方法,其特征在于,步骤s024中,压板尺寸与复合材料上面板一致,透气四氟布、不透气四氟布尺寸大于压板尺寸,透气四氟布尺寸大于不透气四氟布尺寸。
10.根据权利要求1所述的复合材料蜂窝夹芯试样制备方法,其特征在于,将蜂窝芯左右两端以及位于两端之间的的部分区域设置为填充区域,使在制备得到复合材料蜂窝夹芯后,能够通过切割复合材料蜂窝夹芯,得到多个复合材料蜂窝夹芯试样。
技术总结本发明公开了一种复合材料蜂窝夹芯试样制备方法,包括以下步骤:在蜂窝芯的填充区域内填充粉末发泡胶,然后将蜂窝芯在热压罐内对发泡胶进行固化处理;在发泡固化后的蜂窝芯上下端面分别设置复合材料上面板和复合材料下面板,然后放置到热压罐内进行固化处理,得到复合材料蜂窝夹芯试样;填充区域分别位于制备得到的复合材料蜂窝夹芯试样的左右两端。本发明通过对蜂窝芯两端填充发泡胶,通过发泡固化后的发泡胶对复合材料蜂窝夹芯试样的两端进行支撑,很好地解决了试样在两端发生塌陷的问题,提高了测试精度;采用复合材料面板与蜂窝芯共固化成型工艺,只需要进行两次热压罐固化处理,能够很大程度地减少试样的制备成本。技术研发人员:杨龙英,陈贵勇,彭岳勤受保护的技术使用者:成都飞机工业(集团)有限责任公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240730/155458.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
纺织机械调速盘用检测仪
下一篇
返回列表