一种模块化装配式过盈品控检测装置的制作方法
- 国知局
- 2024-07-30 11:31:29
本技术涉及流水线作业品控,特别涉及一种模块化装配式过盈品控检测装置。
背景技术:
1、在机械零件装配的理论方面,根据相互结合的零件公差带不同的相对位置关系,可形成间隙配合、过盈配合和过渡配合三种形式。
2、其中,具有过盈(包括最小过盈等于零)的配合称为过盈配合。该配合状态的零件安装部分的公差带在与之配合的零件或部件的公差带之下,零件的尺寸减去与之配合的部分尺寸所得的代数差为负。标准中规定在各种配合中的最大(小)间隙称为极限间隙,最大(小)过盈称为极限过盈,极限间隙和极限过盈分别反应了零件结合中允许间隙或过盈的变动界限值;
3、总体而言,过盈配合连接的特点是结构简单、对中性好、承载能力大、对轴及轮毂的强度削弱小、耐冲击性好。其缺点是对配合面的加工精度要求高,承载能力和装配产生的应力对实际过盈量很敏感,装拆不方便。过盈配合连接主要用于轴与毂的连接、轮圈与轮芯的连接以及滚动轴承与轴或轴承座孔的连接等;
4、在实际生产尤其涉及到流水线化作业环境下,理论设计的模块零件在实际加工的过程中会不可避免的产生误差现象,虽然过盈配合的公差带便是为了增加容错率,但是涉及到精密模块零件的过盈配合需求,现阶段仍需人工目测两组零件的过盈配合情况是否符合标准;在高速流水线或自动化流水线生产下,这无疑制约了生产效率与品控质量;
5、因此,可将传统技术中的弊端总结为:
6、在高速流水线或自动化流水线生产下,对模块化零件的装配而言,传统目测检测或手工检测的方式效率不高且质量无法保证;
7、为此,提出一种模块化装配式过盈品控检测装置。
技术实现思路
1、有鉴于此,本实用新型实施例希望提供一种模块化装配式过盈品控检测装置,以解决或缓解现有技术中存在的技术问题,至少提供一种有益的选择;
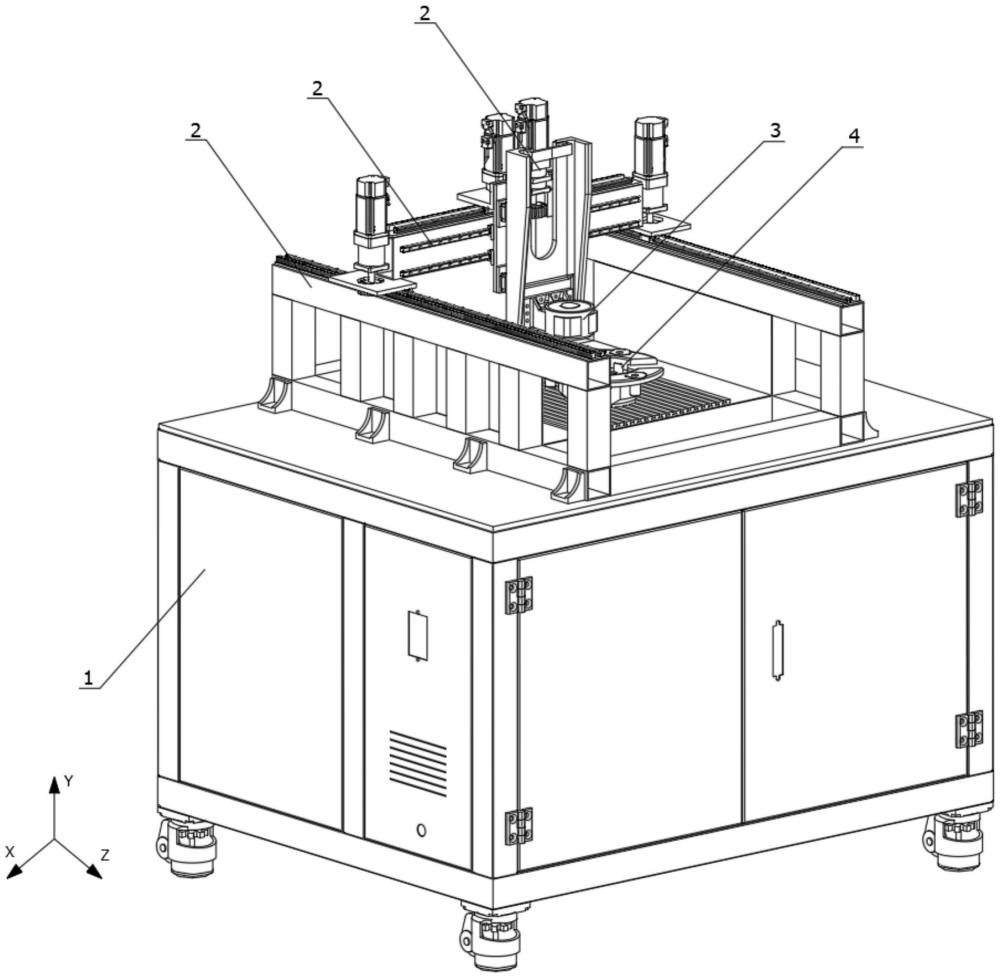
2、本实用新型实施例的技术方案是这样实现的:一种模块化装配式过盈品控检测装置,包括线性机构和视觉分辨装置;
3、所述线性机构的数量至少为三个,且沿x、y及z轴向分别至少排布有一个;所述线性机构对外输出一个线性自由度,多组所述线性机构之间相互配合驱动,输出配合与所述线性机构的数量相同的线性自由度于视觉分辨装置;
4、所述视觉分辨装置用于对产品的配合进行品控检测。
5、其中在一种实施方式中:还包括夹具件;所述夹具件用于钳固产品,配合所述视觉分辨装置进行检测。
6、在上述实施方式中:所述夹具件优先选为三爪卡盘,用于快速定位所检测零件的中心点并接受检测。
7、其中在一种实施方式中:所述线性机构的数量为三个;
8、所述线性机构包括机架及安装于所述机架上的动力件,及由所述动力件驱动的线性组件,所述线性组件对外输出一个线性自由度;同时,所述线性组件为滚珠丝杆及其移动螺母,或是相互啮合的齿轮及齿条中的一种或多种组合;所述动力件为伺服电机;
9、在上述实施方式中:如果线性组件选用滚珠丝杠,则伺服电机可以直接配合滚珠丝杠的螺纹杆,滚珠丝杠的移动螺母与其所要驱动的部件刚性连接;
10、如果选用齿轮齿条,则伺服电机配合驱动齿轮,齿条安装于对应的机架之上。
11、其中在一种实施方式中:沿x轴向布置的所述线性机构的所述机架上部滑动配合有沿z轴向布置的所述线性机构的所述机架,最后一个所述线性机构的所述机架的后部沿y轴向滑动配合于沿z轴向布置的所述线性机构的所述机架;
12、沿x轴向布置的所述线性机构的所述线性组件驱动沿z轴向布置的所述线性机构的所述机架沿x轴向滑动;沿z轴向布置的所述线性机构的所述线性组件驱动沿y轴向布置的所述线性机构的所述机架沿z轴向滑动;沿y轴向布置的所述线性机构的所述线性组件驱动连接架沿y轴向滑动;
13、所述连接架的外表面安装有所述视觉分辨装置,且所述视觉分辨装置的检测端朝下。
14、在上述实施方式中:结合上文所述的驱动原理,与之对应的线性组件驱动与之连接的线性组件进行运转,将自由度综合至视觉分辨装置,实现视觉分辨装置沿任意空间点进行轨迹移动。
15、其中在一种实施方式中:所述视觉分辨装置为ccd工业视觉相机或红外传感器。
16、ccd工业视觉相机需搭配与之对应的视频传感模块,同时如果选用红外传感器,则需注意场地温度。
17、其中在一种实施方式中:沿x轴向布置的所述线性机构的所述机架朝向所述夹具件的一面安装有照明件。
18、在上述实施方式中:所述照明件优选为白炽灯条,白炽灯条主要是当视觉分辨装置为ccd工业视觉相机时,为其提供场地照明并过滤多余的外部光线。
19、与现有技术相比,本实用新型的有益效果是:
20、一、本实用新型通过线性机构及视觉分辨装置之间的机械联动及相互配合,在实际应用时能够针对零件的配合点进行万向位置调节,以对零件配合位置的不同方位或角度进行视觉检测,以判断当前零件安装的过盈配合方式是否符合生产标准,极大地提高了检测效率并保证了检测质量;
21、二、本装置可适用于不同结构尺寸或检测需求的零件,可广泛应用于不同使用条件下的检测需求。
技术特征:1.一种模块化装配式过盈品控检测装置,其特征在于,包括线性机构(2)和视觉分辨装置(3);
2.根据权利要求1所述的模块化装配式过盈品控检测装置,其特征在于,还包括夹具件(4);
3.根据权利要求2所述的模块化装配式过盈品控检测装置,其特征在于:所述夹具件(4)为三爪卡盘。
4.根据权利要求2所述的模块化装配式过盈品控检测装置,其特征在于:所述线性机构(2)的数量为三个;
5.根据权利要求4所述的模块化装配式过盈品控检测装置,其特征在于:所述线性组件(203)为滚珠丝杆及其移动螺母,或是相互啮合的齿轮及齿条中的一种或多种组合;
6.根据权利要求4~5任意一项所述的模块化装配式过盈品控检测装置,其特征在于:沿x轴向布置的所述线性机构(2)的所述机架(201)上部滑动配合有沿z轴向布置的所述线性机构(2)的所述机架(201),最后一个所述线性机构(2)的所述机架(201)的后部沿y轴向滑动配合于沿z轴向布置的所述线性机构(2)的所述机架(201);
7.根据权利要求6所述的模块化装配式过盈品控检测装置,其特征在于:所述视觉分辨装置(3)为ccd工业视觉相机或红外传感器。
8.根据权利要求6所述的模块化装配式过盈品控检测装置,其特征在于:沿x轴向布置的所述线性机构(2)的所述机架(201)朝向所述夹具件(4)的一面安装有照明件(205)。
9.根据权利要求8所述的模块化装配式过盈品控检测装置,其特征在于:所述照明件(205)为白炽灯条。
技术总结本技术公开了一种模块化装配式过盈品控检测装置,包括线性机构和视觉分辨装置;所述线性机构的数量至少为三个,且沿X、Y及Z轴向分别至少排布有一个;所述线性机构对外输出一个线性自由度,多组所述线性机构之间相互配合驱动,输出配合与所述线性机构的数量相同的线性自由度于视觉分辨装置;所述视觉分辨装置用于对产品的配合进行品控检测;本技术通过线性机构及视觉分辨装置之间的机械联动及相互配合,在实际应用时能够针对零件的配合点进行万向位置调节,以对零件配合位置的不同方位或角度进行视觉检测,以判断当前零件安装的过盈配合方式是否符合生产标准,极大地提高了检测效率并保证了检测质量。技术研发人员:丁凡受保护的技术使用者:江苏勤智建设工程有限公司技术研发日:20231031技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240730/157126.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表