一种灌装控制方法及软管灌装系统与流程
- 国知局
- 2024-07-30 11:50:11
本发明属于软管泵,具体涉及一种灌装控制方法及软管灌装系统。
背景技术:
1、现有的软管泵在灌装时使用的泵管是软管,利用软管泵进行灌装时,由软管的横截面积s×软管的长度(即灌装行程l)得出的体积即为装量。如果前端压力变大,软管会膨胀,软管的横截面积变大,灌装行程不变,最终灌装出来的装量也会变大。如果前端压力变小,软管的横截面积会变小,灌装行程不变,最终灌装出来的装量也会变小。
技术实现思路
1、本发明要解决的技术问题是克服现有技术中由于软管前端压力波动造成装量不稳定的不足,提供一种结构紧凑、操作简单、灌装量稳定且灌装精度高的灌装控制方法及软管灌装系统。
2、为解决上述技术问题,本发明采用以下技术方案:
3、一种灌装控制方法,包括以下步骤:
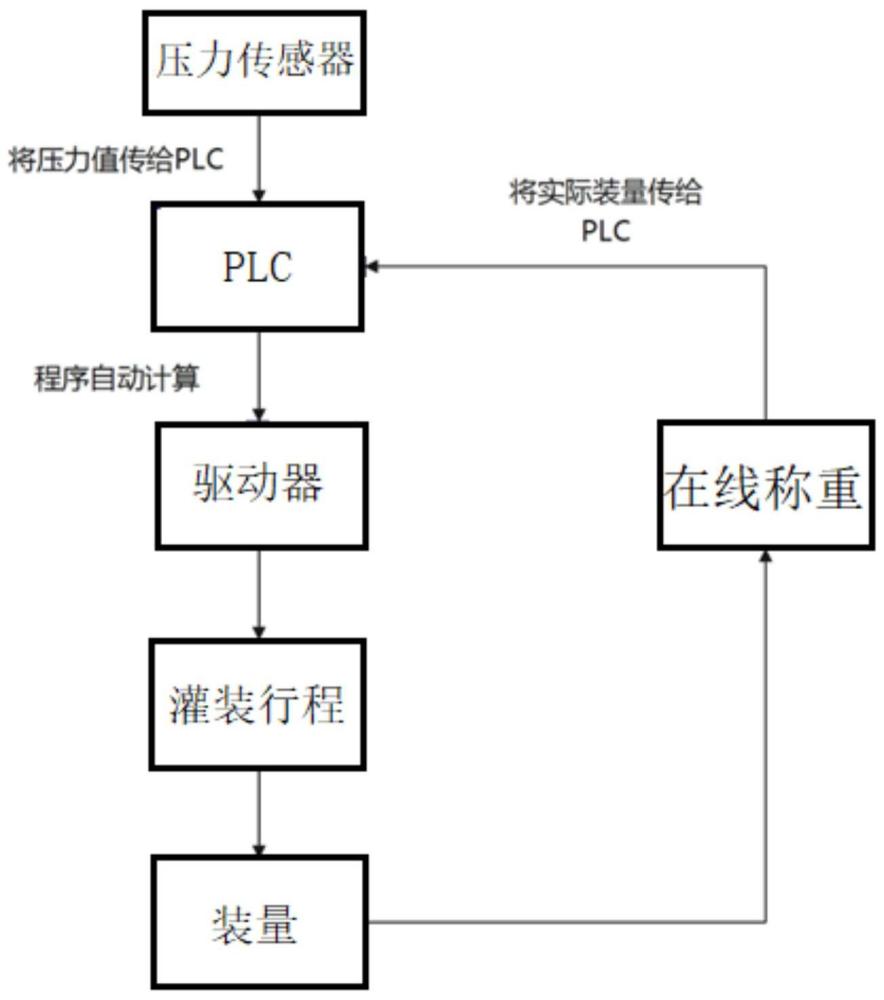
4、步骤s1、将分液器与缓冲罐通过管道进行连接,通过设置在分液器前端的压力传感器将管道内的压力数据传给plc控制器;
5、步骤s2、plc控制器收到反馈的压力数据,并通过预设的灌装行程计算公式自动计算灌装行程值;
6、步骤s3、plc控制器将计算出的灌装行程信息传递给灌装系统的驱动器,驱动器驱动滚轮升降以挤压软管,进行灌装;
7、步骤s4、在灌装完成后,对灌装得到的流体进行称重,并将称重结果反馈至plc控制器,plc控制器将实际装量与预设目标装量进行对比,并根据对比结果进行单次灌装行程校准,以形成闭环控制。
8、作为本发明的进一步改进,所述步骤s2中,设定灌装初始行程值为l0,其中,v0为初始预设的灌装量,s0为分液器前端压力检测为p0时软管的横截面积。
9、作为本发明的进一步改进,所述步骤s2中,当分液器前端压力检测为p1时,软管的横截面积为其中,表示软管膨胀系数,为常数。
10、作为本发明的进一步改进,所述步骤s2中,当分液器前端压力检测变为p1时,灌装行程值
11、作为一个总的技术构思,本发明还提供了一种用于实施上述的灌装控制方法的软管灌装系统,包括:缓冲罐、plc控制器、压力传感器、分液器、软管组件、滚轮压管组件和药瓶;所述缓冲罐与配药系统连通,所述分液器的输入端通过不锈钢管与缓冲罐进行连通,所述分液器的输出端与软管组件的输入端连接,软管组件的输出端连接药瓶,所述不锈钢管上设有压力传感器,所述压力传感器通过信号线与plc控制器连接,所述plc控制器还与滚轮压管组件连接;所述压力传感器用于将分液器前端的压力值传递至plc控制器,所述plc控制器根据压力传感器反馈的压力数据自动调节滚轮压管组件的行程,进而控制软管组件的灌装量。
12、作为本发明的进一步改进,所述软管组件包括:进液管、管接头、弹性软管、出液管和灌针;所述进液管的输入端与分液器的输出端连接,进液管的输出端通过管接头与弹性软管的输入端连接,弹性软管的输出端通过管接头与出液管的输入端连接,出液管的输出端与灌针连接,药液经灌针输送至药瓶内。
13、作为本发明的进一步改进,所述药瓶设置在称重装置上,当灌装完成后,称重装置将药液的灌装重量反馈至plc控制器。
14、作为本发明的进一步改进,所述滚轮压管组件包括驱动器和滚轮,所述滚轮设置在弹性软管两侧,所述驱动器与plc控制器连接,plc控制器将计算出的灌装行程信息发送至驱动器,进而控制滚轮在弹性软管外侧的压管行程。
15、作为本发明的进一步改进,所述驱动器采用伺服电机。
16、作为本发明的进一步改进,所述缓冲罐顶部设有呼吸阀。
17、与现有技术相比,本发明的优点在于:
18、1、本发明的灌装控制方法,首先利用设置在分液器前端的压力传感器将管道内的压力数据传给plc控制器;当plc控制器收到反馈的压力数据后,通过预设的灌装行程计算公式自动计算相应压力条件下的灌装行程值;plc控制器将计算出的灌装行程信息传递给灌装系统的驱动器,驱动器驱动滚轮升降以挤压软管,进行灌装;当灌装完成后,再对灌装得到的流体进行称重,同时将称重结果反馈至plc控制器,plc控制器将实际装量与预设目标装量进行对比,并根据对比结果进行单次灌装行程校准,最终形成了闭环控制,通过检测压力变化来调整灌装行程,不同压力条件下对应的灌装行程也是不同的,避免了因软管前端的压力变化导致软管截面积变化而造成灌装量波动,实现了高精度的灌装计量控制。
19、2、本发明的软管灌装系统,通过不锈钢管将分液器的输入端与缓冲罐进行连通,分液器的输出端与软管组件的输入端连接,软管组件的输出端连接药瓶,即组成了灌装系统的主体结构;进一步地,不锈钢管上设有压力传感器,压力传感器与plc控制器连接,plc控制器还与滚轮压管组件连接;通过压力传感器将分液器前端的压力数据传递至plc控制器,plc控制器根据压力传感器反馈的压力数据进行相应的计算,并自动调节滚轮压管组件的行程,进而控制软管组件的灌装量,有效避免了因软管前端压力波动而导致灌装量出现波动,可以同时满足小装量和大装量的设备要求,并且能够保证高精度。
技术特征:1.一种灌装控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的灌装控制方法,其特征在于,所述步骤s2中,设定灌装初始行程值为l0,其中,v0为初始预设的灌装量,s0为分液器前端压力检测为p0时软管的横截面积。
3.根据权利要求2所述的灌装控制方法,其特征在于,所述步骤s2中,当分液器前端压力检测为p1时,软管的横截面积为其中,表示软管膨胀系数,为常数。
4.根据权利要求3所述的灌装控制方法,其特征在于,所述步骤s2中,当分液器前端压力检测变为p1时,灌装行程值
5.一种用于实施权利要求1至4中任意一项所述的灌装控制方法的软管灌装系统,其特征在于,包括:缓冲罐(1)、plc控制器(2)、压力传感器(3)、分液器(6)、软管组件、滚轮压管组件和药瓶(13);所述缓冲罐(1)与配药系统连通,所述分液器(6)的输入端通过不锈钢管(5)与缓冲罐(1)进行连通,所述分液器(6)的输出端与软管组件的输入端连接,软管组件的输出端连接药瓶(13),所述不锈钢管(5)上设有压力传感器(3),所述压力传感器(3)通过信号线(4)与plc控制器(2)连接,所述plc控制器(2)还与滚轮压管组件连接;所述压力传感器(3)用于将分液器(6)前端的压力值传递至plc控制器(2),所述plc控制器(2)根据压力传感器(3)反馈的压力数据自动调节滚轮压管组件的行程,进而控制软管组件的灌装量。
6.根据权利要求5所述的软管灌装系统,其特征在于,所述软管组件包括:进液管(7)、管接头(8)、弹性软管(10)、出液管(11)和灌针(12);所述进液管(7)的输入端与分液器(6)的输出端连接,进液管(7)的输出端通过管接头(8)与弹性软管(10)的输入端连接,弹性软管(10)的输出端通过管接头(8)与出液管(11)的输入端连接,出液管(11)的输出端与灌针(12)连接,药液经灌针(12)输送至药瓶(13)内。
7.根据权利要求6所述的软管灌装系统,其特征在于,所述药瓶(13)设置在称重装置上,当灌装完成后,称重装置将药液的灌装重量反馈至plc控制器(2)。
8.根据权利要求6所述的软管灌装系统,其特征在于,所述滚轮压管组件包括驱动器和滚轮(9),所述滚轮(9)设置在弹性软管(10)两侧,所述驱动器与plc控制器(2)连接,plc控制器(2)将计算出的灌装行程信息发送至驱动器,进而控制滚轮(9)在弹性软管(10)外侧的压管行程。
9.根据权利要求8所述的软管灌装系统,其特征在于,所述驱动器采用伺服电机。
10.根据权利要求5至9中任意一项所述的软管灌装系统,其特征在于,所述缓冲罐(1)顶部设有呼吸阀(14)。
技术总结本发明公开一种灌装控制方法及软管灌装系统,方法包括以下步骤:S1、分液器与缓冲罐通过管道连接,通过设置在分液器前端的压力传感器将管道内的压力数据传给PLC控制器;S2、PLC控制器通过预设的灌装行程计算公式计算灌装行程值;S3、PLC控制器将计算出的灌装行程信息传递给驱动器,驱动器驱动滚轮升降以挤压软管,进行灌装;S4、灌装完成后,对灌装得到的流体进行称重,将称重结果反馈至PLC控制器,PLC控制器将实际装量与预设目标装量进行对比,并根据对比结果进行单次灌装行程校准,形成闭环控制。本发明具有操作简单、灌装量稳定且灌装精度高等优点,解决了因软管前端压力波动造成装量不稳定的问题,实现了高精度灌装。技术研发人员:阳波,刘振,董兵阳,陶海军受保护的技术使用者:湖南执先科技有限公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240730/157869.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表