一种塑料合金制品注塑质量优化方法
- 国知局
- 2024-07-31 22:50:28
本发明涉及一种注塑制品成型质量优化方法,具体是一种基于wca-kelm和mosoa的塑料合金制品注塑质量优化方法,属于注塑加工。
背景技术:
1、塑料合金是利用物理共混或化学接枝的方法而获得的高性能、功能化、专用化的一类新材料。塑料合金能改善或提高现有塑料的性能并降低成本,已成为塑料工业中最为活跃的品种之一。塑料合金包括通用塑料合金(如:pvc、pe、pp等)、工程塑料合金(如:ptfe、pa、pbt等)和pc/abs塑料合金,pc/abs塑料合金是由聚碳酸酯(pc)和聚丙烯腈(abs)混合而成的热可塑性塑胶,其结合了两种材料的优异特性,abs材料的成型性和pc的机械性、冲击强度和耐温、抗紫外线(uv)等性质,广泛使用在汽车内部零件、事务机器、通信器材、家电用品及照明设备上。近年来,pc/abs塑料合金的产量每年都以10%左右的速度增长,目前pc/abs塑料合金化研究已经成为高分子塑料合金研究热点。
2、注塑成型是pc/abs塑料合金产品的主要成型方式。与其他工艺不同,注塑成型是一个复杂的非线性动态过程,涉及机器参数、材料性能和工艺变量的相互作用,注射过程受到多种因素的影响:材料的性能、模具的磨损、温度波动、工艺参数等。翘曲和体积收缩是pc/abs塑料合金产品注塑成型过程中两种常见的质量缺陷。
3、注塑制品的成型质量很大程度上取决于工艺参数。传统的工艺参数优化方法需要进行反复试模,造成时间成本的浪费。近年来,研究者们开始利用数学代理模型,构建质量目标与工艺参数之间的关系,然后通过搜索类优化算法得到工艺参数优组合,从而大幅缩短研究时间,提高生产效率。如:cao y等人采用随机森林(rf)算法建立回归模型,利用遗传算法搜索rf建立的回归模型的最小值,找到提高塑料件质量、降低能耗的最佳工艺参数;chu h等人采用kriging模型拟合浇注系统翘曲量与结构参数之间的关系,并采用遗传算法对最小翘曲量进行优化,得到最佳结构参数;hazwan mhm等人在研究中采用响应面法(rsm),遗传算法(ga)和萤火虫群优化(gso)等优化方法实现最大限度地减少丙烯腈-丁二烯-苯乙烯(abs)成型的前面板外壳翘曲的目标。
4、此外,由于通常存在多个缺陷,多目标优化一直是许多研究人员关注的焦点。从多个目标的角度来看,所有目标都是相互制约的,可能会以牺牲其他目标为代价来改善一个目标。对于注塑成型工艺参数优化领域的多目标问题,通常是应用多种综合评价方法将多目标问题转化为单目标问题,然后挑选出最优解。如:li s等人应用基于模糊集理论的多准则模糊决策方法;li c等人采用nsga-ii算法对模型进行求解,得到了pareto最优前沿,并采用熵权topsis方法对pareto最优前沿进行评价,得到最优解;liu x等人使用mofa找到pareto最优前沿,并使用gra-topsis方法从pareto最优前沿找到最优解。目前在注塑工艺参数多目标优化研究中,研究人员往往根据工程经验和反复试验来确定最终的pareto最优解,因此针对pc/abs塑料合金塑件的注射成型工艺参数优化,如何确定最优的权衡方案以达到最佳的综合目的,目前仍是业内的难题。
技术实现思路
1、针对上述问题,本发明提供一种塑料合金制品注塑质量优化方法,能够实现有效降低pc/abs塑料合金注塑成型产品的翘曲变形量和体积收缩率,进而获得高质量的pc/abs塑料合金塑件产品,可以为获取pc/abs塑料合金注塑成型最优工艺参数优组合提供理论依据和数据支持。
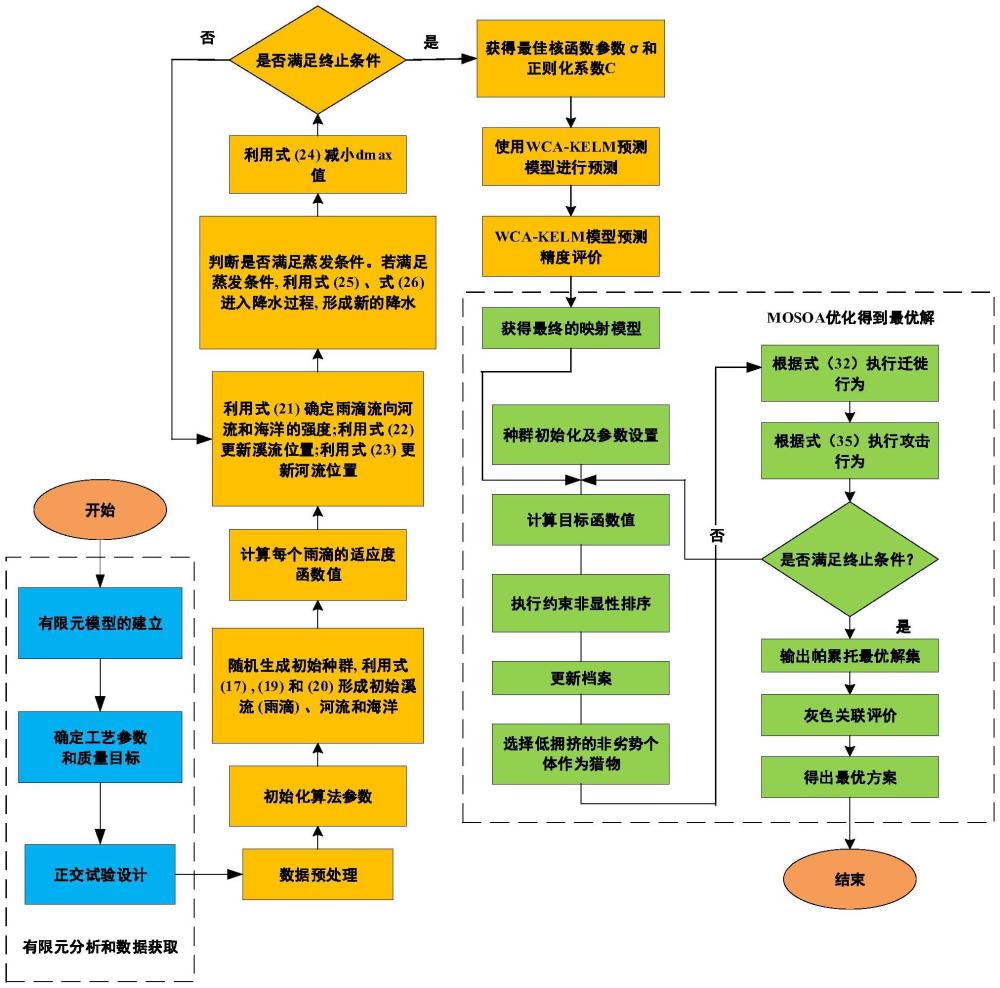
2、为实现上述目的,本塑料合金制品注塑质量优化方法具体包括以下步骤:
3、step1,将翘曲变形量和体积收缩率作为优化目标,选择注塑工艺参数及其取值范围作为优化设计变量,根据各工艺参数取值范围进行试验设计,并进行注塑模拟仿真,获得仿真试验结果;
4、step2,基于仿真试验结果对kelm进行改进:
5、elm包含三层:n个输入层、l个隐含层、m个输出层,对于n个不同的样例(xi,yi)∈rn×rm,(i=1,2,…,n),若输出记为t,则elm的输出表示为:
6、
7、β=h+t
8、h+=ht(hht)-1
9、式中:h为隐含层输出矩阵;h+为h的广义逆矩阵;k为隐含层神经元数目;g(·)为激活函数;β为隐含层神经元与输出层神经元的连接权值;ω为输入层神经元与隐含层神经元的权向量;b为隐含层神经元的偏置;
10、引入核函数来度量样本之间的相似度,根据mercer条件定义kelm的核矩阵,表示如下:
11、
12、式中:k(xi,xj)为核函数,设定为rbf核,则核函数表示如下:
13、k(xi,xj)=exp{-||xi-xj||/2σ2}
14、式中:σ为核函数参数;
15、kelm模型输出函数的表达式为:
16、
17、式中:h为隐含层输出矩阵;i为单位矩阵;c为正则化系数;t表示期望输出;
18、利用wca不断迭代来搜索最优的kelm核函数参数σ和kelm正则化系数c,构建wca-kelm预测模型;
19、step3,在wca-kelm预测模型上利用mosoa迭代寻优,获得pareto最优前沿;
20、step4,使用灰色关联评价从pareto最优前沿中获得最优解。
21、进一步的,step3中,mosoa迭代寻优的选择以适应度为原则,保留适应度高的个体,淘汰适应度低的个体。
22、进一步的,step4中,灰色关联评价具体过程如下:
23、①判断原始数据类型,假设有n个评价的对象、m个评价指标,xij表示为第i个评估方案中第j个指标的原始值,则原始矩阵记为zij,翘曲变形量与体积收缩率均属于极小型指标,将原始矩阵进行正向化处理得到正向化矩阵,使翘曲变形量与体积收缩率均转为极大型指标;
24、②对正向化后的矩阵进行预处理,公式如下:
25、
26、式中:k为序列长度;i为矩阵行数;
27、③将预处理后的矩阵的每行取出最大值构成虚构的母序列:
28、参考数列记为:x'0(k)={x0(1),x0(2),…,x0(k)}
29、比较数列记为:x'i(k)={xi(1),xi(2),…,xi(k)}
30、④计算两极最小差a与两极最大差b,公式如下:
31、
32、式中:a为两极最小差;b为两极最大差;
33、⑤计算子序列中各个指标与母序列的关联系数,公式如下:
34、
35、式中:ρ为分辨系数,在(0,1)之间取值;
36、⑥计算各个指标与母序列的灰色关联度,公式如下:
37、
38、式中:n为评价的对象个数;
39、⑦计算各个指标的权重,公式如下:
40、wn=yn(x0,x1)/(y1(x0,x1)+y2(x0,x2)+…+yn(x0,xn))
41、式中:wn为权重;
42、⑧计算第k个评价对象的得分,公式如下:
43、
44、式中:sk为第k个评价对象的得分;m为评价的指标个数,m=2。
45、进一步的,步骤⑤中ρ的取值为0.5。
46、进一步的,step1中,试验设计采用正交试验。
47、与现有技术相比,本塑料合金制品注塑质量优化方法以pc/abs塑料合金注塑制品的翘曲变形量和体积收缩率为质量优化目标,首先基于cae仿真和正交试验设计获取试验方案结果,然后利用wca不断迭代来搜索最优的kelm核函数参数σ和kelm正则化系数c,构建基于水循环算法wca优化的核极限学习机wca-kelm预测模型,然后利用多目标海鸥优化算法mosoa找到pareto最优前沿,最后使用灰色关联评价方法从pareto最优前沿中获得最优解,能够实现有效降低pc/abs塑料合金注塑成型产品的翘曲变形量和体积收缩率,进而获得高质量的pc/abs塑料合金塑件产品,模拟验证表明,wca-kelm预测模型对翘曲变形量、体积收缩率的预测误差控制在5%以内,模型预测准确性较好,且pc/abs塑料合金塑件优化后的翘曲变形量、体积收缩率分别比优化前的仿真结果均有明显降低,可以为获取pc/abs塑料合金注塑成型最优工艺参数优组合提供理论依据和数据支持。
本文地址:https://www.jishuxx.com/zhuanli/20240730/194931.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表